
安全气囊生产追溯系统的设计与应用
2015-03-24 08:05朱兴宇赵银花
制造业自动化 2015年13期
朱兴宇,赵银花,宋 涛
ZHU Xing-yu, ZHAO Yin-hua, SONG Tao
(长春工业大学 应用技术学院,长春 130012)
0 引言
安全气囊是消费者最关注的汽车零部件之一,也是衡量汽车安全系统的一个重要指标[1]。安全气囊的生产首先要保证精确性,每一件产品都要达到设计要求,同时生产过程中产生的数据应具备可追溯性。在车祸中,如果气囊无法打开,一旦确定是安全气囊自身的质量问题,就需要查找气囊组成部件的数据信息。通过检查数据信息,可以发现不仅能够发现气囊质量问题的原因,还可以进一步确认,在哪个时间段、哪个班次、哪个生产批次也采用了这些有相同问题的安全气囊,从而及时地通知汽车厂商,组织汽车召回,消除安全隐患。
安全气囊生产过程中会产生大量数据,这些数据不仅用于生产统计和质量监控方面,同时还具备质量跟踪的功能,因此必须要保证数据的准确性[2];由于生产数据不能由人工记录,所以数据只能由生产线工人简单操作完成。目前安全气囊零件供应商普遍采用的条码技术为功能实现提供了可靠地保证。
本文依托某安全气囊产品生产线,设计、开发了一套安全气囊生产追溯系统。该系统针对安全气囊生产工艺,完成生产管理、生产线监控[3],自动记录生产过程中产生的数据;利用条码技术,来进行防错、监控、实时分析和追踪等。提高了生产效益和产品质量,大大地提高了客户的满意度。
1 系统架构
该安全气囊生产线由6个工位组成,各工位工序如下:10工位,人工工位,将气体发生器和发生器导气片装配到一起,发生器和气袋进行预装。20工位,气袋折叠工位,由安全气囊自动折袋装置[4],对气袋进行折叠。30工位,拧紧工位,将六角法兰螺母拧紧到发生器挡板的螺栓柱上。 40工位,压罩盖工位,由压罩设备将气袋放置到饰盖中。50工位,检测工位,将线束和装配件进行组装检测。60工位,生产线控制工位,设置生产产品,生成产品计划,监控生产过程,根据零件条码生成总成条码,生产追溯等。
系统架构设计方案如图1所示。

图1 系统架构设计方案
根据用户需求,本系统选用三菱FX2N系列80MR型号和Q系列00UJ型号两种PLC,10工位-50工位选用研华工控计算机,60工位选用研华工业服务器。计算机间使用局域网进行通讯,计算机与PLC之间使用RS-232进行通讯。
2 软件系统功能
该系统的软件系统分为生产工位上位机系统和服务器管理信息系统两部分,其中工位上位机系统主要用来通过PLC控制生产设备动作和监控气囊装配生产过程;服务器用来生产信息设置、生产过程监控、产品追溯等。
2.1 上位机监控系统
本系统采用微软Visual Studio 2008为系统开发工具,实现了上位机生产监控和生产数据采集。在针对系统中三菱系列PLC,以三菱MX组件为基础,采用C#调用ACT控件提供的API函数库,通过串口实现上位机与PLC之间的通信。
上位机工作流程如图2所示。
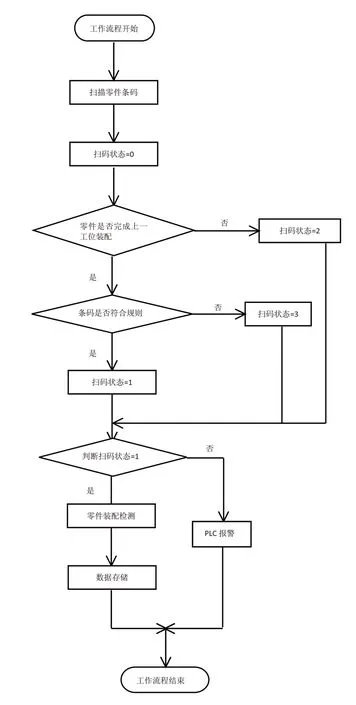
图2 上位机工作流程
首先操作工扫描工位所需零件条码,上位机检查零件条码是否符合零件条码规则,同时检查该零件是否完成上一工位的装配。然后将零件放置到工位设备上进行装配或进行检测,其中ST10工位检测气体发生器重量,同时与厂家提供的该发生器进行比较;检测合格,将发生器挡板压装到发生器上同时检测压装力。ST20工位不产生检测数据。ST30工位检测拧紧过程中产生的扭矩、落座角等检测数据。ST40工位不产生检测数据。ST50工位检测安全气囊线束的绝缘电阻、短路电阻、工作电阻,检测并记录电阻数据。
每个工位装配结束后,将装配件放置到流转台上供下一工位使用。ST50电阻检测工位检测结束后,装配件流转到ST60服务器,操作工在扫描装配件的零件条形码,将根据该产品的条码规则自动生成总成条码。
2.2 服务器管理信息系统
服务器端功能分为5个主要模块,功能框图如图3所示。
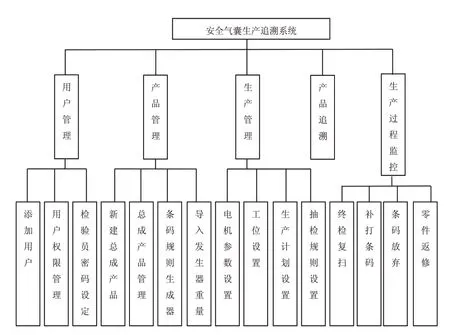
图3 服务器端功能模块
1)用户管理
添加用户:为系统添加人员,设定人员密码及定义人员权限。
用户权限管理:修改人员的角色和使用权限,系统角色主要分系统管理、生产管理、操作者、检验员等。
检验员密码设定:设定生产线检验员密码,当生产过程中产生报废件时,检验员通过输入密码进行确认。
2)产品管理
新建总成产品功能:设定产品生产工艺,包括产品零件装配顺序,零部件使用数量,零部件条码规则,设定检验数据的范围。
总成产品管理:对生产线生产的产品信息进行维护。
条码规则生成器:生成装配件的总成条码规则。装配件组装完成后,经检验员检验合格,扫描零部件条码根据总成条码规则将生成唯一的总成条码。
电机参数设置:折叠工位和压罩盖工位使用的三菱的伺服电机,根据产品参数,管理员设定电机参数后,才能启动生成。
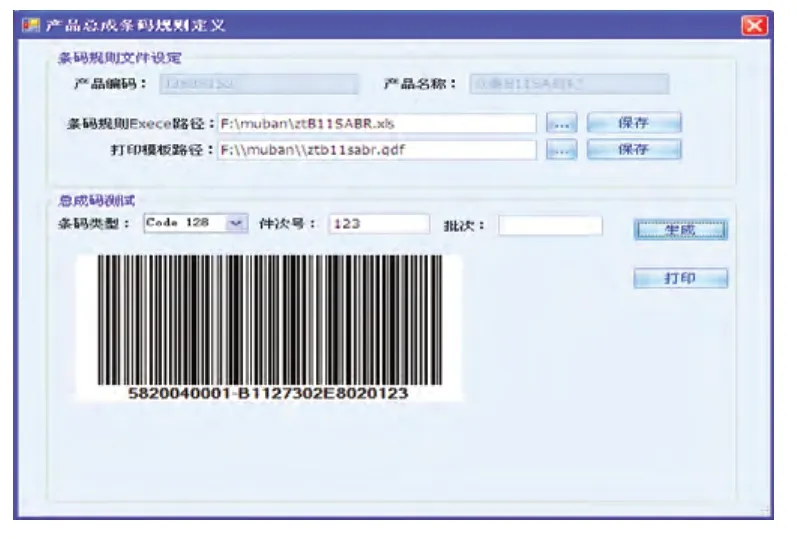
图4 总成条码规则定义
3)生产管理
工位设置:设置各工位的IP地址。
生产计划设置:选定生产线生产的产品,制定生产计划。
抽检规则设置:根据用户需求,抽检规则采用柔性化设置,允许用户自定义抽检规则。
4)生产监控
生产监控:监控生产产品的批次,完成数量,废品数量,生产过程(包括装配件在各工位流转的装配状态,生产时间)。
终检复扫:确保出厂的产品的总成条码没问题,在总成条码打印出来后必须用扫码枪复扫,如不通过则报错提示。
补打条码:允许具有“生产管理员”以上权限用户,重新打印已经生成的总成条码。
条码放弃:允许具有“生产管理员”以上权限用户,在操作员培训过程中删除各工位生成的装配数据。
零件返修:在由某个单独零件引起的装配件报废件情况下,在经检验员确认后,可以将其他可用零件在生产线内进行返修。未经返修的零件不允许出现在生产线上,由返修件装配的产品,追溯报表中以特殊符号进行标记。
5)产品追溯
根据总成条码查出该产品在各个生产环节的质量、设备、人员、时间、检测结果、安全关键件编号等信息;根据缺陷产品或部件的条码进行批次追溯,确定追溯查询范围;按总成码追溯单个零部件,也可以通过单个零部件追溯总成件;根据单个零件条码、零件批次、生产批次、总成条码等条件进行追溯;生成追溯报表(包括批次、数量、产品代号、工艺参数、操作者以及总成相关零件信息)。数据报表可导出到Excel文件、PDF文件、WORD文件等格式。
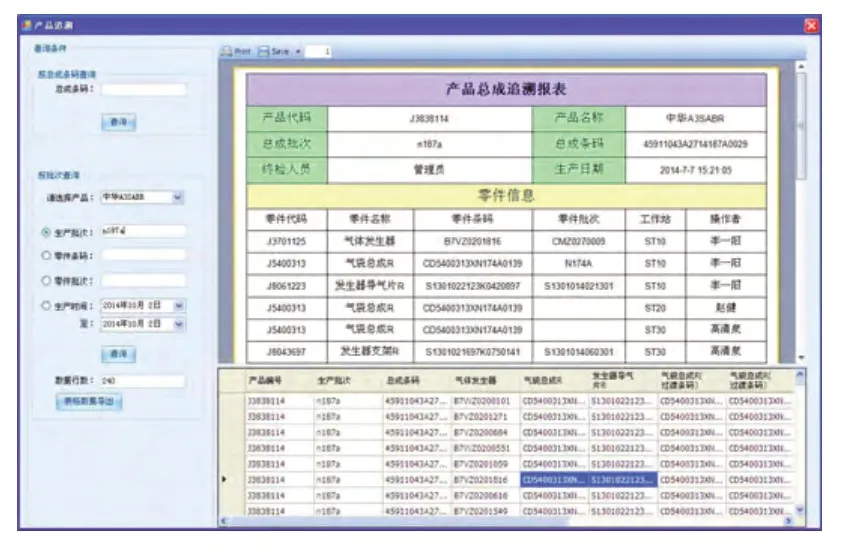
图6 产品追溯
3 结论
安全气囊是一种汽车安全系统的产品,生产质量关系人的安全,加强在生产过程监控和产品的追溯,可以大大提高操作工人的生产熟练度和责任意识,能够提供高安全气囊的质量。
本文所开发的安全气囊生产追溯系统已应用于某汽车安全系统有限公司,提高了企业生产现场管理的水平,具体表现在以下三个方面。
1)在线监控各个工位,及时反映工位生产进度,生产批次信息,批次生产进度状况,改良生产措施,提高了企业生产执行管理水平。
2)具有一部分管理的能力,这就加强了管理层和控制层的联系,消除了企业中存在的信息孤岛,帮助企业降低生产成本,减少失误,提高产品质量和产量,最终提高企业的运营效率,获得最大的经济效益。
3)利用条码技术,可以准确地追溯到生产线任意产品和零件,对汽车安全生产提供了更高的可靠性。
[1] 刘子建,黄天泽,张建华.安全气囊对汽车乘员碰撞损伤防护的研究[J],机械工程学报.2000,37(5):12-17.
[2] 胡荣,沈俊杰.基于VB6.0的汽车安全气袋追溯系统设计[J].自动化仪表.2008,(6):27-30.
[3] 陆剑峰,胡江林,朱志浩,刘宏威.汽车发动机多品种生产装配线生产监控系统的开发与应用[J].制造业自动化.2008,30(2):21-24.
[4] 王晓东,陈辉,张宏哲,张炜,张德江.一种汽车安全气囊自动折袋装置的研制[J],制造业自动化.2013,35(1):110-113.
猜你喜欢
条码与信息系统(2021年1期)2021-12-05
汽车工艺师(2021年7期)2021-07-30
商品与质量(2020年46期)2020-11-26
物流技术与应用(2020年5期)2020-06-25
条码与信息系统(2020年5期)2020-06-07
意林(2020年10期)2020-06-01
中国纤检(2019年2期)2019-04-04
科技与创新(2016年12期)2016-06-25
企业技术开发·中旬刊(2016年5期)2016-05-14
杭州(2015年9期)2015-12-21
