高线吐丝机剖分环改造
2015-01-13 09:53阳志清张成亮冯振宾
冶金设备 2015年2期
唐 嘉 阳志清 张成亮 冯振宾
(方大特钢科技股份有限公司 江西南昌330012)
1 前言
高线是方大特钢自动化程度较高的一条生产线,于2007 年3 月开始筹建,2008 年10 月投产,年设计能力80万吨,主要产品为φ5.5 ~φ20mm 的光面圆钢盘条及φ18~φ50mm 的圆钢盘条,以生产优质碳素结构钢、低合金钢、合金结构钢、冷镦钢、焊条钢、弹簧钢等为主的生产线,吐丝机采用比较先进的摩根六代机型,成品设计轧制速度为120m/s,随着高线的发展,高速线材的成品速度可达到110m/s,但由于吐丝机剖分环的结构特点而造成在生产过程中不稳定,这也是困扰国内高线厂的高效化生产的突出问题。
2 轧制特点及剖分环存在的问题
1)摩根工艺对吐丝机剖分环和吐丝盘的间隙要求控制在3mm 以内,由于吐丝机剖分环的材质原来一般采用45#钢,在轧制盘圆的过程中表面高速摩擦,容易产生磨损;当间隙超过3mm 时容易产生拉丝及断丝的现象,特别是在轧制小规格(φ5.5mm、φ6.5mm)产品时,当磨损达到4mm 时,由于受轧制钢种及温度的影响,甚至在轧制8mm时都会产生拉丝及断丝的现象;每次轧制小规格时会测量间隙,然后用人工堆焊打磨的方式来满足工艺的要求;在堆焊打磨时会产生的内应力且在轧制过程中受热释放,导致剖分环由圆变成椭圆,剖分环与偏导板之间的间隙发生变化,使剖分环和偏导板都受到磨损,需再次停车进行打磨以及调整间隙,且有时需要多次调整,时间是0.5h 到2h不等;对生产有直接影响。
2)对剖分环进行堆焊打磨处理时根据剖分环的磨损情况需要的时间是2h 到10h 不等,工作强度大,打磨时粉尘大,且在打磨完成后表面凹凸不平,在轧制易切削钢时甚至造成表面有划伤等成品质量问题;原来采用人工堆焊打磨的方式来满足工艺的要求,工人劳动强度大,修复质量得不到满足,备件更换时间长,对工艺质量的控制有着负面的影响,且长期的堆焊打磨对吐丝机剖分环的安装底座有影响,严重的后果是导致吐丝机剖分环的安装底座变形较大而报废;
3)剖分环变形导致吐丝盘上的偏导板磨损,重量变轻,破坏吐丝盘的动平衡,在高速旋转时使吐丝机的轴承径向力受力增大,振动值达到报警值的低限,并且轴承的调节弹簧使用寿命从12 个月降至6 个月,轴承的使用寿命大大降低;增加了生产的成本。
4)剖分环结构紧凑,在更换时需要将剖分环和相连的活动翻板和调节机构一起拆除,在安装时要先把活动翻板和调节机构一起安装到位后才能开始安装剖分环;在调整间隙时,由于加工的误差,调节的余量较小,间隙调节困难,更换时间在8h 以上。
5)由于当前钢铁市场的萎靡不振,各钢铁厂都在想尽一切办法降低生产成本,剖分采用进口备件,但进口备件加工周期长,价格昂贵,故对高线吐丝机剖分环的国产化改造势在必行。
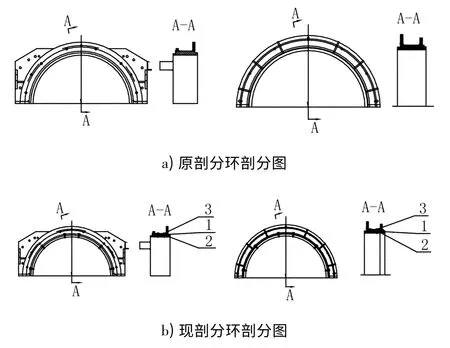
图1 剖分环剖分图
3 改造的技术要求
1)剖分环装置应具有好的耐磨性,否则将失去改造意义,因此材质的选择要剔除一般的材质而选用耐磨合金材质。
2)因吐丝机的成品轧材温度在900℃左右,故和红钢接触的表面要有好的热硬性,合金材质的表面硬度不小于HRC60。
3)剖分环的耐磨合金套要便于固定、调整、更换,因此合金套与外套采用螺栓连接,且在原剖分环的外套上设计燕尾槽定位。
4)为了防止合金套受热变形,故合金套的厚度保证在30mm 以上,且在吐丝机内加装冷却喷嘴,降低剖分环表面的温度。
4 改造后剖分环的优点及特点
1)在剖分环更换完成后,因剖分环的磨损部位可以拆卸,在(剖分环的拆卸部位)合金套磨损后,无需拆除剖分环和其他等部件,只是更换合金套就可以,大约1h 就可更换完成,大大的缩短了备件的更换时间;合金套磨损后也不用进行堆焊打磨,直接更换合金套就可,避免剖分环因堆焊打磨而产生的变形,从而影响吐丝机轴承及空气弹簧等备件的使用寿命,同时也减轻了员工的劳动强度。
2)剖分环间隙在调整较为方便,只需将合金套的固定螺栓松动,在合金套与底座间增加或减少垫片,从而快速调整好剖分环间隙。
3)新改造的剖分环采用的是耐磨材质,其中添加多种合金元素,并采取合适的加工工艺,从而达到剖分环装置的耐高温、耐腐蚀、耐磨性;自从投入使用至今11 个月时间,剖分环间隙从安装时的2.1mm 到现在的2.45mm,也未发生因间隙而产生的事故。
5 效果验证
通过对吐丝机剖分环改进及创新,吐丝机剖分环的使用寿命得到大幅度的提高。
1)吐丝机的振动值报警远小于7mm/s,始终控制在0.5 ~2mm/s 之间;
2)原摩根剖分环消耗每3 个月消耗1 件,按照此方法设计改造,备件每18 月消耗1 件;备品及备件的消耗大幅度减少;
3)设备的开动率始终保持在99.8%以上,最大限度的发挥了设备的潜能;
4)对工艺的圈形的影响降到最低,有效解决了因设备振动大、断丝等设备隐患及问题。
6 结束语
通过以上对设备系统的创新性改进,方大特钢高线吐丝机剖分环自2014 年3 月投入运行以来,运行平稳,未出现过由于吐丝机的间隙问题而影响生产的情况,吐丝机剖分环的使用寿命周期大大超过原摩根备件使用周期,备件的成本得到了有效是控制,达到了工艺要求的精度,为生产出合格的产品打下了良好的基础。
[1]徐灏. 机械设计手 册[M]. 北京:机械工业出版社,2000.
[2]师昌绪. 材料大辞典[M]. 北京:化学工业出版社,1994.
猜你喜欢
商品与质量(2021年16期)2021-04-23
兵器装备工程学报(2020年9期)2020-10-12
南京大学学报(数学半年刊)(2020年1期)2020-03-19
中学数学杂志(初中版)(2019年6期)2019-01-14
意林(2018年18期)2018-09-30
作文周刊·小学一年级版(2017年35期)2017-10-18
无线互联科技(2017年12期)2017-07-18
科技创新导报(2016年24期)2017-03-13
浙江共产党员(2017年4期)2017-01-24
科技风(2016年13期)2016-07-09