
高速线材厂吐丝管固定方式的改进
2021-04-23 04:40孙爱明
商品与质量 2021年16期
孙爱明
南京钢铁联合有限公司高线厂 江苏南京 210035
如何优化吐丝管安装固定方式,降低因吐丝管固定方式不好对吐丝圈形质量的影响,对高速线材正常生产,延长吐丝管寿命,降低成本具有重要意义。本文以达涅利TFS-22-A-1080-MTL-34机型吐丝管的固定方式为对象进行了分析。
1 吐丝管安装和固定

图1 吐丝管安装示意图
一直以来,我厂吐丝管的安装和固定是依靠8个固定管夹和2个活动管夹,安装时出口管口与盘边标记对齐后,把管夹上用来紧固螺栓涂上螺纹锁固胶后拧紧,在入口第二个活动管夹两端用管夹挡块焊在吐丝管上,使吐丝管无法在盘面上串动.此种安装和固定结构一直沿用了好多年,后来研究发现这种固定结构不太合理.
2 吐丝管变形分析
2.1 吐丝管曲线分析
吐丝管在吐丝机吐丝过程中起到至关重要的作用。吐丝管曲线一般分成三段(见图2):
(1)导入段:指吐丝管入口直线段,它保证线材顺利进入吐丝管而不产生冲击。线材在此段不发生塑性变形;
(2)变形段:处于吐丝管中部,它按阿基米德空间螺旋线展开,线材的塑性弯曲变形主要在此段进行;
(3)定形段:处于吐丝管出口,对弯曲后的线圈起修整作用。定形段吐丝管的曲线形状、内孔磨损状况及出口定位位置都直接影响到线材吐丝圈形的质量。
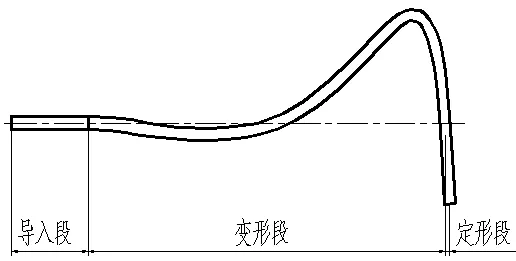
图2 吐丝管曲线图
2.2 吐丝管变形原因
吐丝管弯制成形不好、运输不当、安装定位位置不准或吐丝管管夹严重磨损或变形,都有可能改变吐丝管外形曲线和线材运行轨迹,这不但会给吐丝圈形带来不利影响,还会大大降低吐丝管寿命。吐丝管弯制成形不好、运输不当这些外在因素我们控制,安装定位位置不准或吐丝管管夹严重磨损或变形我们通过不断对装配方法的改进而得到改善。
3 吐丝管定位位置变化
3.1 定位位置变化
上述固定结构将吐丝管在变形段固定,上线使用后,吐丝管会受热膨胀,由于吐丝管在变形段被固定,变形段和定形段只能通过变形或向出口端伸展来消除热膨胀,产生变形吐丝圈形质量会变差,向出口端伸展使管口长度、角度产生变化造成甩尾,这两种后果都会使影响吐丝质量。
通过优化,我们把挡块移到导入段,在吐丝盘入口空处入口侧焊一挡块在吐丝管上,这样既防止吐丝管串动,又可以在吐丝管受热膨胀后,吐丝管变形段和定形段在管夹固定下可以向入口端伸展而不会产生变形或向出口端伸展。在导入段少许的伸展不会对吐丝产生影响。
3.2 正确安装
一根合格的吐丝管在安装时,与吐丝盘上的管座能自然吻合;如不能自然吻合,则可认为该吐丝管曲线不符合要求。不合格的吐丝管不得使用。不得利用管夹强制使吐丝管变形后安装就位。
为得到正确的吐丝圈形,吐丝管安装时必须保证出口和入口位置正确,如图3所示。如果吐丝管过长,则需截除长出的部分。因此吐丝管应采取离线更换的办法,与吐丝盘组装好后再整体上线进行更换。吐丝管安装时还需检查吐丝管出口侧管口中心与盘面距离,此距离不得小于26mm,以保证线材在管口处轴向分速度,减少线圈与盘面相碰的可能性。
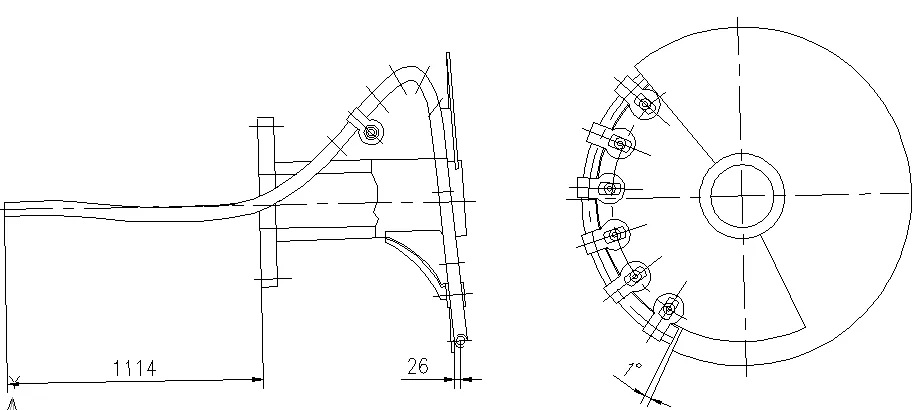
图3 优化后的固定结构
4 实例
通过对吐丝管固定方式的改进优化,在生产φ6.5及其以下规格的线材时吐丝质量显著提高,以前经常出现的吐丝乱,卡鼻锥,无法收集等故障大为降低,吐丝管寿命得到很大改观,都在2万3千吨左右。
5 结语
综上所述吐丝管的固定方式有多种多样,我们要通过不断改进,找到最合适我们的方式,把吐丝质量提上去,使吐丝管寿命得到延长,生产得到顺利进行.
猜你喜欢
中国交通信息化(2022年4期)2022-06-17
昆钢科技(2021年4期)2021-11-06
家庭影院技术(2020年11期)2020-12-28
作文·小学低年级(2020年10期)2020-11-30
家庭影院技术(2020年1期)2020-06-24
家庭影院技术(2020年4期)2020-05-21
动漫星空(兴趣百科)(2018年5期)2018-10-26
意林(2018年18期)2018-09-30
少年文艺·开心阅读作文(2017年12期)2017-12-21
作文周刊·小学一年级版(2017年35期)2017-10-18
