轧辊过渡圆角优化计算
2015-01-13 09:53罗贤勇张荣滨李图学
冶金设备 2015年2期
罗贤勇 张荣滨 李图学
(中冶赛迪工程技术股份有限公司 重庆401122)
1 前言
轧辊是用来直接完成轧制过程中金属变形的主要工具。由于轧制时轧辊受到巨大的轧制压力和转矩的作用,在轧辊上产生弯曲应力、扭转应力和接触应力。轧辊的辊身直径一般较大,而辊颈直径受轴承径向尺寸的限制,直径较小。辊颈和辊身交界处是应力集中的部位,该处必须具有适当的过渡圆角[1]。
目前常用的过渡圆角为单圆角过渡曲线和双圆角过渡曲线两种结构形式。本文采用ANSYS Workbench12.0软件,10 节点四面体有限元单元,对两种过渡圆角进行对比计算分析,从而寻找到比较适合的轧辊过渡圆角。
2 轧辊基础数据
2.1 轧辊几何模型
为统一对比分析平台,轧辊几何模型,除过渡圆处外,其余地方尺寸一样,即过渡曲线的总宽度约65mm,台阶高45mm。
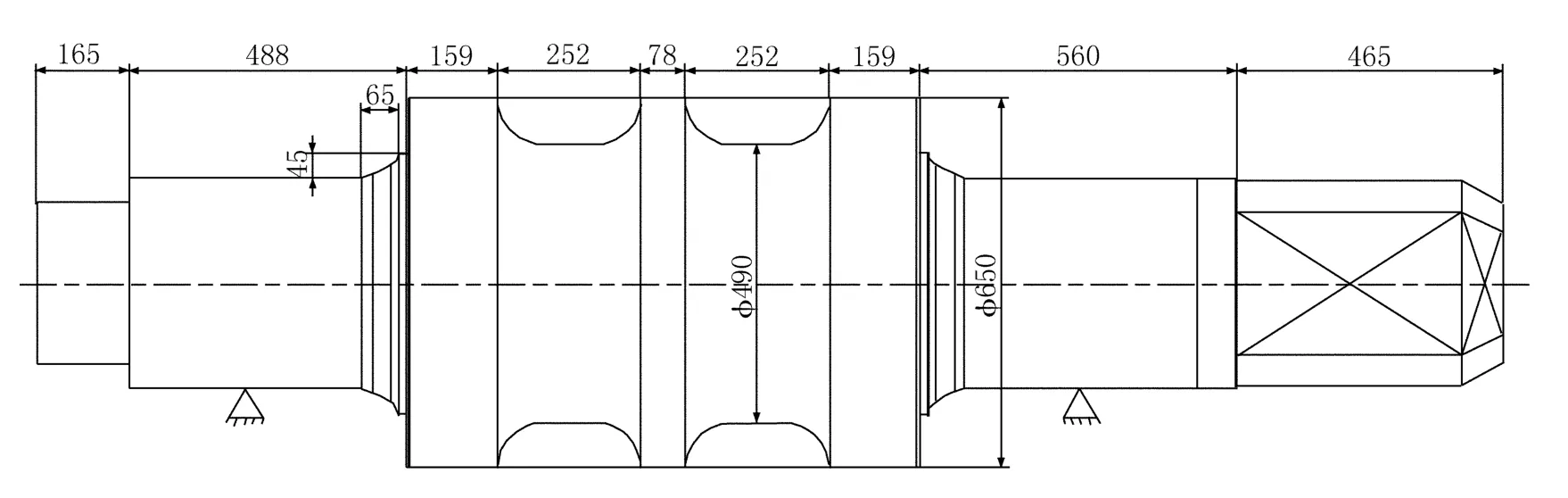
图1 轧辊几何尺寸
2.2 主要轧制力能参数
1)最大轧制力4400kN;
2)最大轧制力矩520kN·m;
3)轴向窜动力132kN。
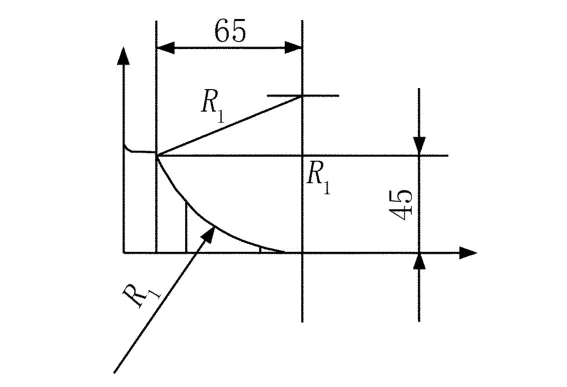
图2 单圆角过渡曲线几何关系

图3 双圆角过渡曲线几何关系
3 过渡圆角优化分析
3.1 轧辊单圆角过渡曲线优化分析
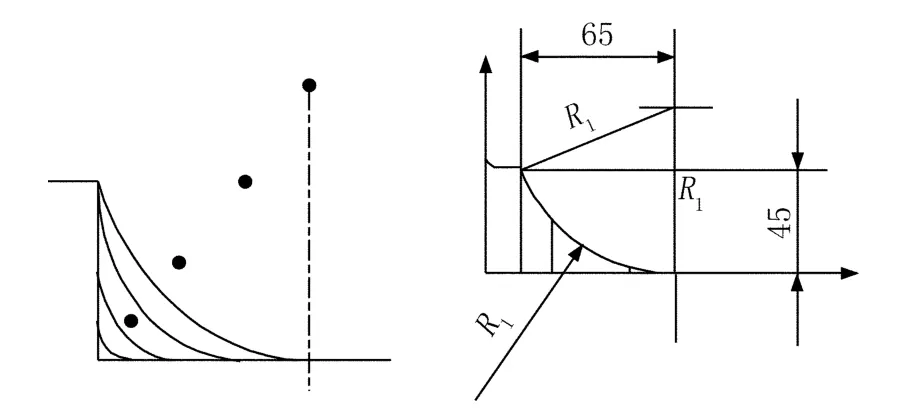
图4 轧辊单圆角R1 过渡曲线
轧辊单圆角过渡曲线如图4 所示,当圆角半径R1小于台阶高度时采用等边圆角;当R1大于台阶高度时,圆角与辊颈相切,切过台阶顶点。为了保证轴承内圈定位零件与辊颈的配合尺寸(与双圆角过渡相同,取65mm),R1的最大取值为:

即Max.R1=69.44mm
当R1=45mm 时,分析结果如下:

图5 轧辊等效应力分布(R1 =45mm)

图6 轧辊过渡圆角处最大剪切应力分布(R1 =45mm)
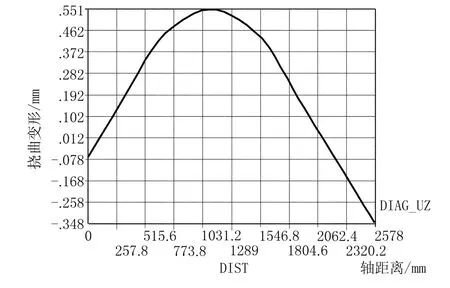
图7 轧辊轴线挠曲变形曲线(R1 =45mm)
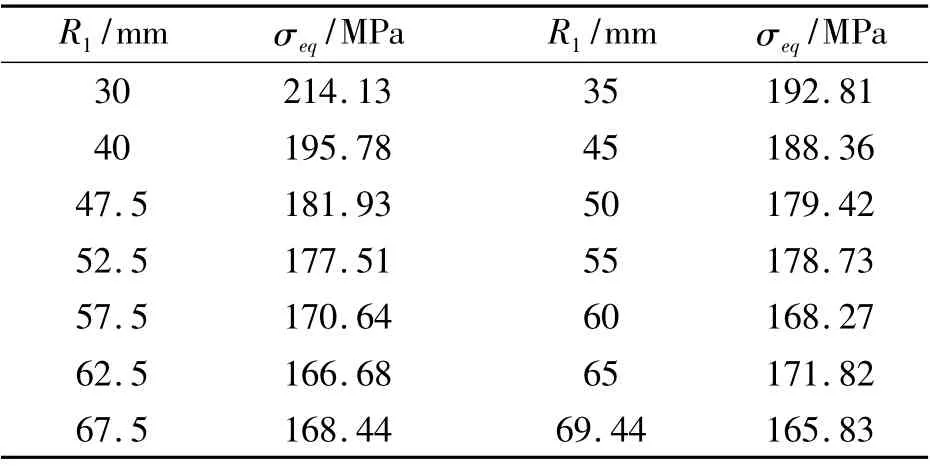
表1 不同单圆角半径对应最大等效应力

图8 轧辊轴线挠曲变形曲线(R1 =69.44mm)
小结:针对本轧辊几何尺寸,单圆角过渡曲线,R1=69.44mm 时,即几何上允许的最大单圆角过渡曲线时,最大等效应力最小为165. 83MPa,轧辊挠度值最大约0.532mm。
3.2 轧辊双圆角过渡曲线优化分析
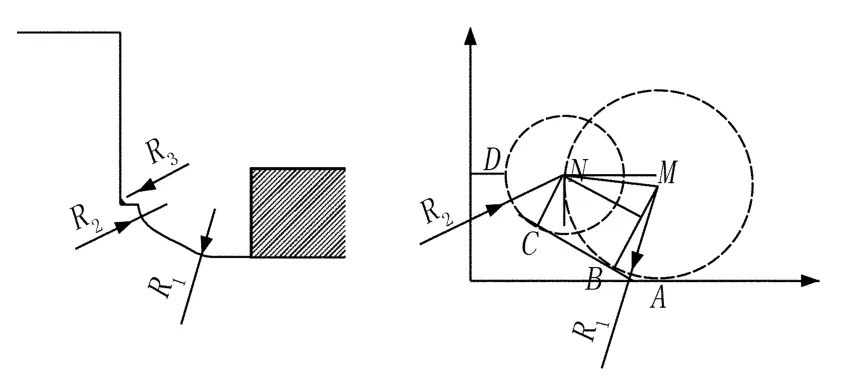
图9 轧辊双圆角过渡曲线
从前面的有限元分析结果来看,以R1和R2圆角曲线以及切线BC 段的等效应力应力最大,希望通过R1和R2的参数调整来降低轧辊等效应力。

表2 不同圆角半径对应最大等效应力
小结:从上面分析结果来看,选用R1=45mm,R2=20mm 作为设计参数,轧辊具有较小的等效应力168.32MPa 和挠曲变形0.528mm。
4 结论
过渡圆角尺寸除外,在统一的轧辊几何尺寸下,即过渡曲线宽65mm,台阶高45mm 时,从上述分析计算可以得知:
1)当单圆角过渡曲线时,选用R1=69.44mm,即几何上允许的最大单圆角过渡曲线时,圆角处的最大等效应力最小为165.83MPa,轧辊挠度值最大约0.532mm。
2)当双圆角过渡曲线时,选用R1=45mm,R2=20mm作为设计参数,圆角处的最大等效应力最小为168.32MPa,轧辊挠度值最大约0.528mm。
在相同的台肩高度和相同的过渡尺寸宽度时,采用有限元方法对单圆角过渡曲线与双圆角过渡曲线的轧辊进行优化计算后,经比较,单圆角过渡曲线的轧辊挠曲变形略大于双圆角过渡曲线轧辊的挠度,单圆角过渡曲线的轧辊危险断面的最大等效应力最小值略小于双圆角过渡曲线轧辊,但两者的差异不明显。因此在选择何种过渡方式,应基于加工工艺成熟性和制造成本。
[1]邹家祥.轧钢机械[M].北京:冶金工业出版社,1993:87-88.
猜你喜欢
物理学报(2022年20期)2022-10-27
金属世界(2022年5期)2022-10-24
电子技术与软件工程(2021年8期)2021-06-16
装备制造技术(2020年1期)2020-12-25
重型机械(2020年3期)2020-08-24
重型机械(2020年2期)2020-07-24
中国钼业(2019年4期)2019-08-29
制造技术与机床(2019年6期)2019-06-25
制造技术与机床(2017年7期)2018-01-19
中国惯性技术学报(2015年1期)2015-12-19