
AP1000核电站主设备支撑焊接施工质量控制
2015-01-09 09:43:34杨佳奇
电焊机 2015年8期
郝 建,蔡 磊,杨佳奇
(国核工程有限公司三门SPMO,浙江三门317109)
AP1000核电站主设备支撑焊接施工质量控制
郝 建,蔡 磊,杨佳奇
(国核工程有限公司三门SPMO,浙江三门317109)
AP1000核电站是先进的三代核电,主设备核一级支撑运行环境辐射性强,动载荷和冲击载荷频繁,工况恶劣,支撑安装焊接质量要求很高。焊接质量控制特点是:技术准备的前瞻性和严格执行工艺规程参数和工艺试验模拟验证的技术工艺措施。必须采取一定的工艺措施,通过模拟试验验证有效后,再用于实际产品的安装焊接。结合现场实际施工情况,对AP1000主设备支撑安装焊接过程质量控制进行阐述,有助于后续项目的焊接施工质量控制。
AP1000核电站主设备支撑;前瞻性;焊接质量控制
1 主设备支撑简介
AP1000核电站反应堆冷却剂系统设备支撑即主设备支撑,设计施工依据ASMEⅢ卷NF分卷,设计等级划分为安全1级、抗震1级、质保A级。所有支撑组件都要在地震或事故工况下,保证建筑温度在可接受的范围内,除了蒸汽发生器(SG)支撑阻尼器之外,其他部件不需要周期性维护,整个支撑系统强度要提供管道设备的可靠性分析,并能经受各种工况考验,运行工况有A,B,C,D四个工况(正常、偏离正常工况、危急工况、事故工况)。支撑冷却是通过房间通风来保证。
主设备支撑安装涉及焊接作业的主要包括蒸汽发生器(SG)支撑和稳压器(PRZ)支撑。SG和PRZ垂直支撑为厂家整体供货,现场安装型式是螺栓连接。
横向水平支撑(简称支撑)拉耳或托架安装是采用焊接接头与结构模块墙体或预埋牛腿相连接。SG横向水平支撑分为1个下部支撑、2个中部支撑、2个上部支撑;PRZ横向水平支撑分为8个下部支撑、4个上部支撑,如图1~图3所示。
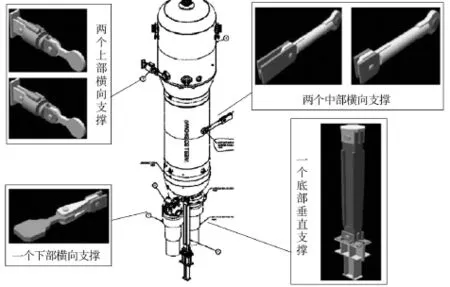
图1 蒸汽发生器支撑示意
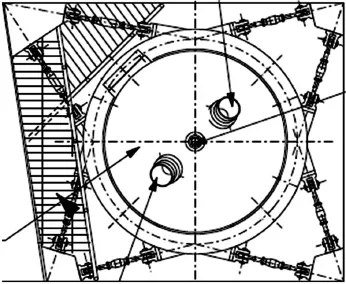
图2 稳压器上部水平支撑示意
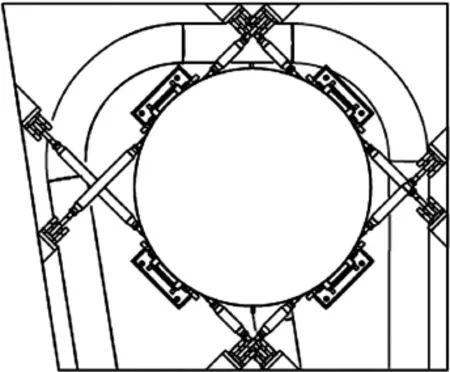
图3 稳压器下部水平支撑示意
2 支撑焊接工艺
支撑安装焊接采用焊条电弧焊。
3 支撑焊接质量控制
3.1 控制焊接变形
支撑安装尺寸精度要求高,控制焊接变形是其中重要质量控制点之一。安装前应编制防变形工装措施,如必要应进行模拟试验。
3.2 提前考虑无损检测(NDE)的可达性
依据ASME NF-4441(a),当部件支承件的主要构件是由板或轧制型钢组成,并沿厚度方向传递载荷时,如果受垂直载荷作用的主要构件的板厚大于或等于1in.(25.4 mm),则焊接完后,应根据适当的部件支承件的级别,按照NF-5214(1级支撑件焊缝)的规定,对传递载荷的连接件正下方的母材进行超声波检测。
但现场实际情况可能不可达,无法满足规范要求,应提前考虑NF-4441各子条款的适用性。
该支撑为重要的核一级主设备支撑,确保焊接质量尤为重要。应考虑可能影响焊缝质量的因素,提前进行预控,以免产生超标缺陷。
4 支撑焊接施工前质量控制
4.1 ITP开启,先决条件检查
支撑焊接施工前需严格依据相应的验收标准和程序方案对“人”“机”“料”“法”“环”五大要素进行质量控制。
(1)人员控制。焊工应有相应资质并具备熟练的操作技能;无损检测人员包括VT、PT、UT检测人员,必须持有HAF-Ⅱ证书且在有效期内。
(2)工机具控制。焊机应检定合格状态正常;相应的辅助及测量机具,如测温仪、温湿度计、游标卡尺、照度计等均需要检定合格,且使用功能正常。
(3)材料控制。焊条应进行复验,使用过程符合《焊材管理程序》要求。
(4)焊接工艺评定、WPS《焊接特错》已批准,模拟试验已经完成。
(5)焊接环境控制。无雨、雪影响,风速小于2 m/s,湿度小于90%,环境温度大于10℃。
4.2 焊接前防止缺陷产生的预防措施
支撑焊接施工应从焊工、设备、焊材、焊接环境、焊接工艺等方面做好充分的准备,避免焊接缺陷的产生。
(1)防止夹渣产生措施。
产生原因:层间清理不到位。
针对性措施:每道焊缝焊接完成后,仔细清理焊渣。
(2)防止未熔合产生措施。
支撑结构简单,不会产生不良影响。但是腔室内空间狭小、电加热预热温度为120℃以上,焊接环境相对恶劣;或焊工由于劳动强度大而疲劳,如正逢节假日,劳动积极性不高。导致部分焊工技能发挥失常或状态不佳。
应对措施:
①要求承包商严格按照焊工资格管理程序,进行焊工合格率统计。对于合格率较低的焊工需重新考试。关键、重要核级设备焊接选派焊工时,应参考上一阶段焊工合格率进行选派。
②做好焊接技术交底,督促焊工做好层间清理;QC检查人员加强焊接过程巡视。
③在尽可能的情况下,改变焊接作业环境。如保证饮用水供应、搭设合理便于施工的脚手架。
④合理安排焊工作息时间,并提前考虑焊工人力配备,保证焊工精力和效率。
4.2.3 支撑焊接重点注意事项
(1)应考虑结构模块墙体是否已经浇筑混凝土,如已经浇筑,则要考虑控制温度,避免损坏混凝土。
(2)如采购合同未要求厂家按照ASME NF-4441(d)进行沿板厚方向的拉伸试验,应提前考虑怎样满足ASME NF-4441的UT检验要求。
(3)反变形量较大时,应防止焊缝根部开裂。
5 支撑现场安装焊接部件的接头型式
5.1 PRZ上部水平支撑
上部环吊梁支撑的连接方式为:环吊梁上有八个耳板,结构模块墙体上有8个耳板,由可调拉杆将两者相连接。现场安装墙体上的8个耳板。此处耳板为核一级设备主要受力部件,耳板与墙体托架的全熔透焊缝属于ASME-NF边界内焊缝,起限位上部横向支撑水平及承受拉压载荷的作用。耳板为T型全熔透焊缝,坡口为单边双V型坡口。
5.2 PRZ下部水平支撑
下部水平支撑直接与结构模块墙体上的双拉耳连接。现场安装墙体上的双拉耳组件,该组件为厂家整体供货,需焊接上下两道角焊缝加包角。
5.3 SG上部水平支撑
上部水平支撑直接与结构模块墙体上的托架连接。该托架组件结构为:底板和对称的两块带耳孔托板构成,厂家整体供货。
5.3 SG中下部水平支撑
中下部水平支撑直接与结构模块墙体上的托架连接。
5.3.1 中部水平支撑托架(北侧)
该托架组件结构为:底板和对称的两块带耳孔托板构成,厂家整体供货。托板为T型全熔透焊缝,单V坡口;筋板为T型接头双面角焊缝。
5.3.2 中部水平支撑托架(南侧)和下部水平支撑托架
这两个支撑托架组件由两块带耳孔的托板组成,托板间无筋板,为T型全熔透焊缝,单V坡口。
6 关键质量控制要素
6.1 PRZ支撑
6.1.1 下部水平支撑角焊缝包角焊接组对应注意预留空间
拉耳组对时应注意拉耳底板边缘距离墙体托架边缘的距离要能满足焊脚尺寸和包角焊接的空间要求,可以通过在设计偏差范围内调整支撑组件与拉耳夹角来保证。
依据规范ASME NF-3324.5要求,包角焊接应连续,长度不小于两倍焊脚高度。
6.1.2 上部水平支撑反变形预留
反变形预留应进行工艺试验模拟。应通过模拟试验,确定耳板与墙体托架组对安装焊接过程中的下列参数:
(1)耳板远端反变形预留量。
(2)组对间隙(上部间隙应稍大),完成点固后再次核对组对尺寸,达到预留要求。
(3)当反变形量减小至一定数值时时,加设反变形工装。
6.1.3 上部水平支撑拉耳T型全熔透焊缝UT检验
由于拉耳尺寸、形状和拉耳螺栓孔的影响,拉耳焊缝UT检验受到以下限制。
60°探头在两端和螺栓孔部位存在部分技术受限的情况;45°探头在两端存在技术受限的情况。对于技术受限的部位,建议直接在检验报告中注明即可,但应及时提请设计确认。
6.1.4 防止支撑角焊缝根部PT/MT漏做
工程实践中曾发生承包商技术员和QC误解设计规格书要求,也未及时进行澄清;相关监督人员审核技术文件和现场监督巡查时,未及时发现问题,导致支撑角焊缝根部PT/MT漏做的不符合项产生。
6.2 SG水平支撑托架
6.2.1 上部水平支撑托架安装垂直度
现场将托架组件底板焊接在结构模块墙体上,接头型式是搭接接头角焊缝。应注意防止支撑角焊缝根部PT/MT漏做。
由于结构模块墙板组装及墙体内浇筑混凝土过程中客观存在变形,为保证支撑托架垂直度偏差,需要加垫板,《SG支撑安装方案》编制时应具有预见性,并及时提请设计确认。焊接施工及验收时应注意焊脚尺寸应是图纸标注的焊脚尺寸k+垫板厚度δ。
6.2.2 中部水平支撑托架(北侧)安装位置度
该托架组件结构为:筋板连接对称的两块带耳孔托板构成。不存在预留角度反变形,通过工装防止焊接变形,以保证安装位置度尺寸偏差。
应进行工艺试验模拟。通过模拟试验,确定托架与结构模块墙体组对安装过程中的下列参数:
(1)组对间隙(上部间隙应稍大)应预留收缩量并满足全熔透要求,完成点固后再次核对组对尺寸,达到预留要求。
(2)组对完成后,加设反变形工装。
(3)焊接顺序先焊接筋板角焊缝,再对称焊接托板全熔透焊缝。
注意防止筋板角焊缝根部PT/MT漏做。
6.2.3 中部水平支撑托架(南侧)和下部水平支撑托架
两块托板(无筋板连接)结构在采用反变形工装的情况下,仍存在一定程度的角变形,还应进行反变形预留,以保证安装尺寸偏差。
应进行工艺试验模拟。通过模拟试验,确定托板与墙体组对安装过程中的下列参数:
(1)托板远端反变形预留量。
(2)组对间隙(上部间隙应稍大)应预留收缩量并满足全熔透要求,完成点固后再次核对组对尺寸,达到预留要求。
(3)组对完成后,加设反变形工装。
6.3 PRZ上部水平支撑墙体托架母材、SG水平支撑托架墙体母材UT检验
核一级主设备支撑承载焊缝的母材区域UT,根据ASME NF-4441规定,具体适用哪一子条款,现场编制《SG/PRZ支撑安装方案》时应有预见性。
PRZ下部水平支撑墙体托架结构母材背部UT可达,ASME NF-4441(a)条款适用。
由于PRZ上部水平支撑墙体托架结构设计限制,拉耳安装焊接后,墙体托架母材背部UT不可达;SG支撑托架安装部位的结构模块墙体内空间狭窄,墙体母材背部UT不可达;ASME NF-4441(a)条款“焊接完后,应根据适当的部件支承件的级别,按照NF-5214(1级支撑件焊缝)的规定,对传递载荷的连接件正下方的母材进行超声波检测”无法执行,不适用;应选用ASME NF-4441(b)条款并参考设计规格书要求,在支撑拉耳或支撑托架安装前先进行母材UT检验,再进行覆盖焊接,打磨平整后再进行母材覆盖焊缝UT检验。依据图NF-4441-1,覆盖焊缝长宽要求大于焊接所需空间10 mm,厚度1/2in(1in=25.4mm)。母材覆盖焊缝UT检验合格后再进行拉耳或支撑托架安装焊接。
最优化的方案是在采购合同中要求供货方依据ASME NF-4441(d)条款“材料应满足SA-770《特殊用途钢板沿板厚方向的拉伸试验》的验收标准”完成厚度方向的拉伸试验,随箱提交合格的试验报告给安装现场,从而满足ASME NF-4441对母材的要求。
6.4 支撑安装焊接时的温度控制
PRZ支撑拉耳或SG支撑托架为厚板,预热温度和层间温度应严格按照批准的焊接工艺规程执行。
如由于设备供货等原因造成施工逻辑改变,即结构模块混凝土已经浇筑,再安装支撑,应提前考虑对混凝土的保护,提请设计确认。
6.5 支撑安装焊后热处理(PWHT)
SG中部和下部水平支撑托架焊缝和PRZ上部水平支撑拉耳焊缝设计要求进行PWHT。
在PWHT结束前不得拆除防变形工装。
如由于设备供货等原因造成施工逻辑改变,即结构模块混凝土已经浇筑,再安装支撑托架或耳板,应考虑对混凝土的保护。
6.5.1 SG中部和下部水平支撑托架
该托架焊缝直接焊接在结构模块墙体上,此时不允许进行PWHT,应提前考虑,提请设计确认。
依据按ASME CODE N1-71-18中9.2.1条规定“S-No.3母材采用超低氢型焊条、预热温度不低于121℃、含碳量小于等于0.25%、厚度小于等于4 in(1 in=25.4 mm)同时满足时,可以免除PWHT”。
应注意:需要采购扩散氢含量不大于H4的焊条;PWHT是重要变素,需要重新进行工艺评定;焊接工艺规程最高层间温度应体现设计要求并严格执行,防止损坏混凝土。
6.5.2 PRZ上部水平支撑拉耳焊缝
该支撑拉耳焊缝PWHT应注意对结构模块墙体的影响,应提前考虑,提请设计确认。
6.6 SG中部水平支撑托架(南侧)和下部水平支撑两块托板间距控制
这两个支撑托架组件由2块带耳孔的托板组成,托板间无筋板,两块托架间距设计要求偏差值较小,尺寸控制要求高。实际施工中SG横向支撑墙体托架所依托的CA01墙体已经变形,原设计测量基准点已经不在墙面上。因此组对时除Y轴方向预留收缩量外,两板之间的距离根部组对间距和顶部组对间距缩应适当缩小。不要时应进行工艺模拟试验。
7 结论
AP1000是全球首堆,主设备核一级支撑的焊接质量管理无成功经验可以借鉴,其焊接质量管理与控制存在极大挑战。技术准备的前瞻性和严格执行工艺规程参数和工艺试验模拟验证的技术工艺措施,是保证焊缝质量和安装尺寸偏差的保障。目前主设备支撑在各单位的密切配合下已圆满完成安装焊接工作,焊缝质量良好,安装尺寸偏差满足要求,达到设计预期的质量目标。
论述了主设备支撑焊接施工各阶段控制要点,重点阐述关键质量控制要素,提出技术准备要求与控制措施。实践证明通过前瞻性的施工前准备以及严格的过程控制,是能够确保主设备支撑的焊接质量满足设计要求,为后续AP1000项目主设备支撑的焊接质量控制的标准化提供参考。
[1]孙汉虹.第三代核电技术[M].北京:中国电力出版社,2010.
[2]ASMEⅡ卷/ⅢNF分卷/Ⅴ卷/Ⅸ卷美国机械工程师协会[S].
[3]HAF 601民用核安全设备设计制造安装和无损检验监督管理规定[S].
[4]HAF 603民用核安全设备焊工焊接操作工资格管理规定[S].
[5]SNT-TC-1A美国无损检测协会无损检测人员的资格评定和证书.
[6]ASTM A577钢板超声直射波检验的标准规范[S].
[7]ASTM A578钢板超声斜射波检验的标准规范[S].
Welding quality control of main equipment support for AP1000 nuclear power plant
HAO Jian,CAI Lei,YANG Jiaqi
(Sanmen SPMO China Nnuclear Engineering Co.,Ltd.,Sanmen 317109,China)
AP1000 is an advanced third generation nuclear power plant in the world,its main equipment supports are largely exposed to radioactive environment during operation condition which makes it bear frequent dynamic loads and impact loads.A strict requirement for supports'welding quality control is necessary under such bad operating condition.As required for high welding quality control,two measures should be carried out,the first one is foresight in technical preparation,the other one is following the specification procedure parameter and measures strictly verified by processing test simulation.The processing measures used in the installation of the actual product must be verified by simulation test.Based on site welding,the welding quality control of main equipment support for AP1000 plant is expound in this paper,and this will be helpful for welding quality control in follow-up projects in the future.
main equipment support for AP1000 plant;foresight;welding quality control
TG40
B
1001-2303(2015)08-0015-05
10.7512/j.issn.1001-2303.2015.08.04
2015-05-13
郝建(1973—),男,四川汉源人,工程师,学士,主要从事AP1000 N1焊接质量控制工作。
猜你喜欢
煤炭工程(2022年11期)2022-11-24 00:59:06
冶金设备(2021年1期)2021-06-09 09:35:32
发明与创新·中学生(2020年1期)2020-08-03 03:34:33
发明与创新(2020年2期)2020-01-06 09:03:30
机械制造文摘·焊接分册(2019年2期)2019-07-08 03:59:06
四川建筑(2018年4期)2018-09-14 01:11:58
黑龙江科技大学学报(2016年5期)2016-12-09 07:31:17
电焊机(2016年8期)2016-12-06 08:28:44
专用汽车(2016年8期)2016-03-01 04:16:43
汽车实用技术(2015年8期)2015-12-26 09:01:06
