
高速磨削对转向架用SMA490BW钢焊接接头组织及性能的影响
2015-01-09 09:43韩永峰吴向阳付正鸿
电焊机 2015年8期
韩永峰,吴向阳,刘 岳,付正鸿
(1.南车青岛四方机车车辆股份有限公司,山东青岛266111;2.西南交通大学材料科学与工程学院,四川成都611031)
高速磨削对转向架用SMA490BW钢焊接接头组织及性能的影响
韩永峰1,吴向阳1,刘 岳2,付正鸿2
(1.南车青岛四方机车车辆股份有限公司,山东青岛266111;2.西南交通大学材料科学与工程学院,四川成都611031)
高速磨削因其能成功越过磨削热沟的影响,获得较高的磨削效率而得到广泛应用。对转向架构架采用柔性砂带打磨和无齿盘打磨后的焊接接头进行分析测试,结果表明,无齿盘精磨后表面粗糙度明显降低,表面平整,且其近打磨面的微观组织和硬度并未受到打磨的影响,未出现淬硬组织或回火组织,不存在加工硬化现象。
高速磨削;转向架;焊接接头
0 前言
磨削加工是用磨料或磨具进行加工的总称[1]。与其他加工方法相比,磨削具有加工精度高、应用范围广和加工表面质量好等优点。高速磨削与普通磨削相比,能大幅度提高磨削效率;明显降低磨削力,提高零件的加工精度;成功越过磨削热沟的影响使工件表面层获得残余压应力;磨削比显著提高,有利于实现自动化磨削等[2]。
高速磨削加工和超高速磨削加工已经成为很多人研究的热点[3-10]。程泽等人[5]选择对于难加工材料镍基高温合金进行单颗磨粒高速磨削试验,探讨复杂磨削机理,结果表明在单颗磨粒切厚一定的条件下,单颗磨粒磨削力随磨削速度的增大呈减小趋势。徐慧等人[8]则选择对硬质合金进行磨削温度的有限元仿真分析,结果表明砂轮线速度对工件表面磨削温度的影响基本呈先上升后下降的趋势。很多学者着眼于难加工材料的磨削机理和影响规律的研究,但是对于复杂构件的自动化、机械化磨削的研究还很少。
在高速铁路快速发展的今天,转向架构架作为支撑车体、转向和制动的关键部件,直接关系到行车安全[11]。转向架焊接接头数量多、组成复杂,各部件焊接完成后均需磨削加工来达到其表面形貌和质量的要求。本研究通过对不同打磨工艺打磨后的转向架焊接接头表面微观组织观察、硬度测试研究高速磨削中粗磨和精磨对于转向架构架焊接接头的影响。
1 试验材料和方法
试验材料为SMA490BW耐候钢转向架横梁构架,JISG3114-2008规定的主要化学成分和力学性能分布如表1、表2所示。构架焊缝为多层多道MAG焊。
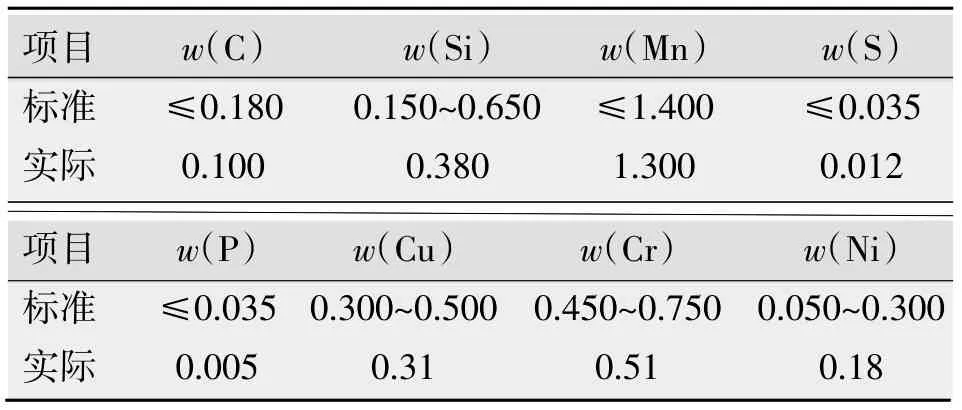
表1 SMA490BW钢主要化学成分%
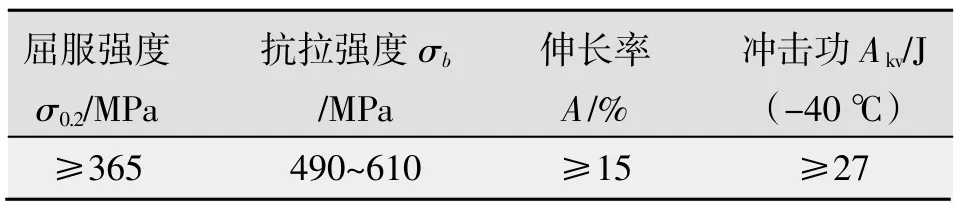
表2 SMA490BW钢主要力学性能
对完成焊接后的构件焊缝依次进行柔性砂带自动打磨(粗磨)和无齿盘磨削(精磨),磨削工艺如表3所示。

表3 磨削工艺参数
打磨完成后,采用激光共聚焦显微镜分析表面形貌,采用蔡司显微镜分析近打磨面截面金相组织、近打磨面显微硬度梯度和打磨表面显微硬度。
2 试验结果和分析
2.1 表面形貌
粗磨表面和精磨表面的微观形貌三维图像如图1所示。经过柔性砂带打磨,表面凹凸不平十分明显,存在较多宽度较大的沟槽及隆起;线扫描结果显示,打磨表面有较多针状的凸起,这些凸起可能是打磨过程中,金属未被切削去除,而后被挤压形成的。经过无齿盘精磨后,表面明显变得平整,针状凸起也明显减少,表面状态十分良好。Salomn曲线如图2所示。由图2可知,粗磨后表面高度差为76μm,精磨后表面平整度提高,高度差为56 μm。经过粗磨和精磨的表面均没有出现打磨裂纹。

图1 表面形貌比较

图2 Salomon曲线
扫描结果中粗糙度值Ra的变化比较如表4所示,精磨后表面的各类粗糙度特征值均有了较大幅度的降低。

表4 表面粗糙度Ra比较
无齿盘打磨齿数比柔性砂带颗粒致密,同时高速磨削的线速度使单位时间内参与磨削的磨粒数增加,减小单颗磨粒负荷,减小材料表面的塑形变形和犁沟两侧塑性隆起,提高表面平整度,减小粗糙度。
2.2 金相组织及分析
粗磨和精磨后近打磨面的金相组织如图3a所示。近打磨面的组织由柱状晶组成,晶界分布有较多先共析铁素体,晶内为针状铁素体和片状珠光体组成,部分区域能够观察到针状贝氏体。值得注意的是,从表面到内部组织并没有发生变化,近表层无淬硬组织或回火组织出现。
图3 近打磨面微观组织
由于砂带与工件接触时同时投入磨削的磨粒较多且锋利,材料去除快;磨粒之间分布的空隙以及磨粒与空气接触时间均可促进磨削热扩散,使磨削温度降低;根据Salomon理论[12],由图2可知,当切削速度超过某一临界值越过普通磨削达到高速磨削时,切削温度会随切削速度的增加而下降。对于一般强韧(如铝合金、合金钢等)及硬脆性材料(如工程陶瓷),其高速磨削速度为45~150 m/s[5],采用无齿盘磨削时,由工艺参数可知其线速度60m/s,为高速磨削,可以获得较低的磨削温度。通过红外测温仪测出砂带打磨和无齿盘打磨的温度均与室温相同,与分析一致,由此表明磨削温度较低,未达到回火温度。
2.3 显微硬度分析
试验采用500 gf。从打磨面往内部2 mm范围内的显微硬度分布梯度如图4所示,硬度分布均在焊缝区。未打磨试样表面硬度存在较大波动,硬度值不稳定,而经过打磨后,试样从表面往心部硬度保持在200 HV,没有出现明显梯度变化,且精磨后的硬度更加稳定,总体与未打磨试样接近,说明两种打磨工艺条件下,表面没有出现明显的硬化现象。一般情况下,被加工表面产生塑性变形,使晶格滑移、畸变和扭曲,晶粒被拉长呈纤维化,甚至碎化。这些都使表面层强度、硬度增加,塑性下降,出现加工硬化。从试样微观组织来看,被磨削表面晶粒并未产生明显的拉长纤维化或者碎化,说明在磨削深度符合上述工艺参数时,被加工表面的塑性变形程度较小,没有出现明显的加工硬化现象。

图4 硬度分布曲线
3 结论
(1)无齿盘磨削后表面平整度比柔性砂带粗磨更良好,粗糙度降低,两种方法磨削后表面完整性较好,均无打磨裂纹出现。
(2)金相组织分析显示,两种打磨工艺均未造成近打磨面的组织改变,未出现淬硬组织或回火组织。
(3)通过硬度测试发现,未打磨试样表面硬度存在较大波动,硬度值不稳定,而经过打磨后,试样从表面往心部硬度保持在约200 HV,没有出现明显梯度变化,且精磨后的硬度更加稳定,总体与未打磨试样接近,两种打磨工艺条件下从表面到心部没有出现明显的加工硬化现象。
[1]周德旺.平面磨削温度差的研究[D].长沙:湖南大学,2008.
[2]荣烈润.高速磨削技术的现状及发展前景[J].机电一体化,2003(1):6-10.
[3]陈建毅,郑祝堂,徐西鹏.高速磨削难加工材料的研究进展[J].工具技术,2011(45):15-20.
[4]卢春强.超高速磨削机理的研究[D].上海:东华大学,2007.
[5]程泽.单颗磨粒高速磨削镍基高温合金机理研究[D].南京:南京航空航天大学,2011.
[6]李浙昆,樊瑜瑾,余贵华.砂轮磨粒尺寸及形状对磨削加工的影响[J].磨床与磨削,1999(1):37-39.
[7]郭秀云.磨削热模型的发展概况及应用[J].机械研究与应用,2005(18):12-13.
[8]徐慧.硬质合金高速磨削温度的有限元仿真研究[D].长沙:湖南大学,2012.
[9]张绍和,马欢.金刚石辅磨料对混凝土锯片使用寿命和切割效率的影响[J].粉末冶金材料科学与工程,2010(15):382-387.
[10]林士龙,王晓燕.高速磨削技术的发展趋势及相关技术[J].沈阳航空工业学院学报,2005(22):40-42.
[11]李宝瑞.CRH2动车组动力转向架焊接架构的强度分析[D].成都:西南交通大学,2012.
[12]左敦稳,黎向锋,赵剑锋.现代加工技术[M].北京:北京航空航天大学出版社,2005.
Effects of high speed grinding on microstructure and properties of SMA490BW steel welded joint for bogie
HAN Yongfeng1,WU Xiangyang1,LIU Yue2,FU Zhenghong2
(1.CSR Qingdao Sifang Co.,Ltd,Qingdao 266111,China;2.College of Materials Science and Engineering Southwest Jiaotong University,Chengdu 610031,China)
High-speed grinding is used in many fields because it can solve the problems caused by the hot Groove.The welded joints of the bogie are tested after grinding by flexible abrasive belt and gearless disc.The results show that grinding decreases the roughness and increases the flatness of the surface.Quenched structure or tempering structure does not appear,and there is no work hardening.
high-speed grinding;bogie;welded joint
TG406
A
1001-2303(2015)08-0011-04
10.7512/j.issn.1001-2303.2015.08.03
2015-05-14;
2015-07-15
韩永峰(1966—),男,山东栖霞人,高级工程师,主要从事铝合金、不锈钢和碳钢车体生产制造工艺技术管理和研发工作。
猜你喜欢
中国机械工程(2022年2期)2022-01-27
哈尔滨铁道科技(2020年4期)2020-07-22
制造技术与机床(2019年12期)2020-01-06
表面工程与再制造(2019年3期)2019-09-18
西南交通大学学报(2018年5期)2018-11-08
制造技术与机床(2017年5期)2018-01-19
制造技术与机床(2017年11期)2017-12-18
制造技术与机床(2017年4期)2017-06-22
河北工业大学学报(2016年6期)2016-04-16
铁道运营技术(2015年3期)2015-12-23
