
异种钢焊接接头退火工艺研究
——焊缝性能与保温时间
2015-01-09 09:43:38杨全毅刘发安贾寓真周明哲
电焊机 2015年8期
杨全毅,王 娟,刘发安,肖 红,贾寓真,周明哲
(1.中国石油集团工程设计有限责任公司华北分公司,河北任丘062522;2.湖南泰嘉新材料科技股份有限公司,湖南长沙410200)
异种钢焊接接头退火工艺研究
——焊缝性能与保温时间
杨全毅1,王 娟1,刘发安1,肖 红1,贾寓真2,周明哲2
(1.中国石油集团工程设计有限责任公司华北分公司,河北任丘062522;2.湖南泰嘉新材料科技股份有限公司,湖南长沙410200)
利用保护气氛箱式退火炉研究了M42高速钢-X32高强度钢异种钢焊缝的退火过程中,退火保温时间与焊缝、母材M42高速钢及X32高强度钢的硬度关系。研究表明,在炉温为810℃~820℃时,随保温时间的延长,焊缝硬度在退火初期快速下降,然后缓慢下降,且硬度与时间的对数呈线性关系。通过金相显微镜和电子探针X射线分析仪(EPMA)及XRD,分析退火后M42高速钢-X32高强度钢异种钢焊接接头金相组织及元素分布规律及接头处碳化物的形成转化规律。研究表明,退火后,焊缝组织发生再结晶现象,组织成等轴晶,碳化物球化。焊接接头中母材金属元素向焊缝扩散,形成Fe3W3C的M6C型碳化物、Cr23C的M23C型、MC型等碳化物,这些碳化物的形成,从而在组织中增加了许多晶界与相界,促进了碳化物的球化,导致了焊缝硬度的下降。
异种钢;退火;焊缝硬度
0 前言
目前在石油、化工设备、机械等零部件有较多的异种钢焊接应用[1]。异种钢M42高速钢与X32高强度钢的化学成分和物理性能差异较大,因此,该异种钢在焊接后容易产生焊接热应力,从而对焊缝性能产生不利的影响。基于此问题,对其焊后进行退火来消除焊接产生的热应力,对于改善焊缝的组织具有极其重要的意义。焊后退火,主要是对焊缝中未熔碳化物进行球化处理,来改善焊缝的微观组织,从而降低焊缝焊接后产生的较大硬度。退火主要目的是在不恶化母材组织的前提下,消除焊接产生的热应力,降低焊缝硬度,为后续的加工制造和最终热处理做准备[2]。
在目前工业生产过程中,异种钢M42高速钢-X32高强度钢焊接接头焊缝退火一般是将其放在气体保护电阻发热钟罩式退火炉中进行,退火工艺为完全退火,该退火保温时间直接影响生产的消耗及效益。基于此,尽量在保证退火效果的前提下,减少退火保温时间,从而降低能量消耗。因此,探索退火保温时间与焊接接头硬度的关系对工业生产中制定合理的退火工艺有极其重要的参考意义。在此系统研究退火保温时间与焊缝、母材M42高速钢及母材X32高强度钢的硬度关系,拟合出焊缝硬度与保温时间的对数关系,并分析了退火后M42高速钢-X32高强度钢焊接接头组织演变规律,物相形成及元素分布规律,可为相关的生产和研究提供参考。
1 试验
本试验中焊接母材采用完全退火的M42高速钢以及完全退火的X32高强度钢,其化学成分分别如表1、表2所示,采用电子束焊接,焊缝初始组织为隐性马氏体,组织为树枝晶,采用保护气氛箱式退火炉对焊接接头进行退火实验,炉温约810℃,到温后再将样品放入,保温不同时间后取出直接空冷,测试焊缝硬度。并对退火后的接头进行金相(OM)、电子显微镜(SEM)分析,以及EPMA元素分布分析。焊缝初始SEM照片如图1所示。
图1 焊缝退火前SEM照片

表1 高速钢M42化学成分%

表2 高强度钢X32化学成分%
2 试验结果
退火保温时间-焊缝硬度曲线如图2所示,由图2可知,焊缝硬度在退火保温初期下降速度快。随着保温时间的增加,焊缝硬度开始缓慢下降。退火保温时间2h时,焊缝硬度下降至390HV1以下。
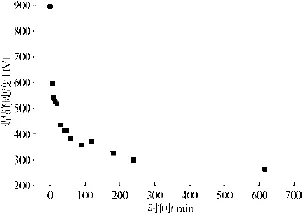
图2 退火保温时间-焊缝硬度曲线
退火保温时间-母材高速钢M42硬度曲线如图3所示。退火前母材M42硬度为360 HV1,退火保温时间为6 min时,焊缝硬度下降到260 HV1;此后随着退火保温时间的增加,母材M42硬度基本不变,保温至610 min时,母材M42硬度为250 HV1。母材X32硬度与退火保温时间的变化规律也与M42类似,退火前母材X32硬度为295 HV1,保温6 min后降至185 HV1,但保温615 min后硬度为167 HV1,下降很少。
为便于研究焊缝硬度与退火保温时间的关系,现将焊缝硬度曲线的退火保温时间转换为以2为单位,并以对数坐标表示,如图4所示。
可见焊缝硬度大致与时间的对数呈线性关系

式中HV焊缝为焊缝硬度(单位:HV1);t≤106为时间(单位:s)。

图3 退火保温时间-母材高速钢M42硬度曲线
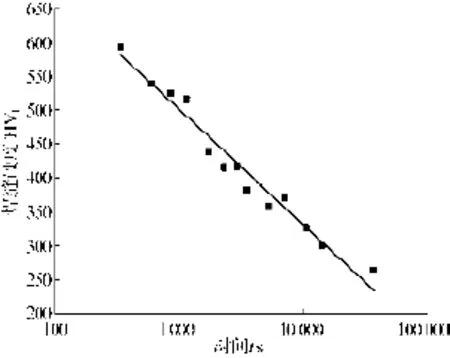
图4 时间-焊缝硬度曲线
考虑到式(1)无法适用和表示退火前的硬度(因t不能为0),因此将所有的退火保温时间修改为t+1来表示,并将保温时间取对数后再与硬度拟合,如图5所示。
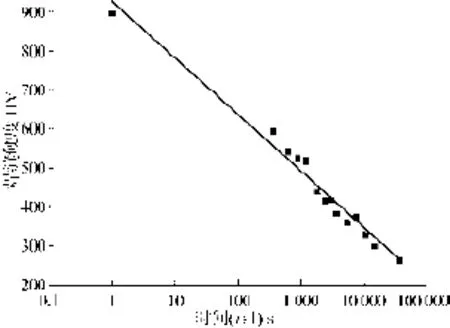
图5 修正后时间-焊缝硬度曲线
采用上述演变方法后,焊缝硬度与保温时间依然能呈较好的线性关系,此外,也能够考虑到退火前母材的焊缝硬度,修正后的关系为:

3 分析讨论
3.1 退火后焊缝硬度-保温时间关系
母材X32高强度钢在焊接前,先进行冷轧,并球化退火供货,会产生加工硬化,组织呈现为粒状珠光体如图6a所示,可观察有较明显的带状分布,硬度较高。由于电子束焊接时,焊接接头热影响区小的特点[3],对母材X32高强度钢整体组织几乎没有影响,因此焊后退火对于母材X32而言相当于对加工硬化态进行软化退火,退火后的组织如图6b所示。可以发现有再结晶现象,810℃的退火温度相对于X32钢(再结晶温度为680℃)为高温退火处理,因此保温初期随再结晶发生软化[4],其部分渗碳体溶解,晶粒呈等轴状,焊缝中碳化物组织球化,硬度下降快,随后再结晶,硬度基本不发生变化。
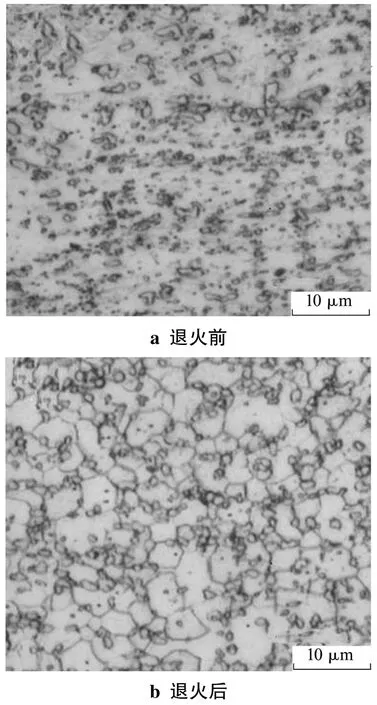
图6 母材X32钢退火前后金相组织
由于电子束能量集中,熔池狭小,加热速度快。随着电子束的移动,熔池能量很快被母材导出,冷却速度较快,从而实现了焊缝的淬火。因此,焊缝组织在焊后主要为淬火隐针马氏体组织(见图1)[5-6],随后的退火保温,可视为回火保温过程,研究表明[7],可以把退火保温温度和时间的综合影响归纳为一参数M表示

式中T为保温温度(单位:K);tτ为回火时间(单位:s或h);C为与含碳量有关的常数。
本研究所得的焊缝硬度与退火保温时间的关系式(3),其与高碳钢淬火组织回火的基本规律基本吻合。
3.2 退火后焊接接头元素分布分析
焊后M42高速钢-焊缝界面处EPMA照片如图7所示。
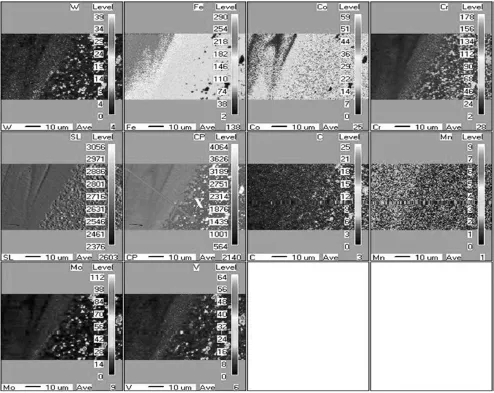
图7 焊后M42高速钢-焊缝界面处EPMA照片
由图7可知,焊后母材M42与焊缝交界处,主要合金元素分布呈明显的分界现象。在其界面处,焊后母材中的W、Cr、Mo、V等元素向焊缝扩散。焊缝区中Mn、Fe元素含量明显高于母材M42,焊缝中C、Co含量明显低于母材M42。母材M42中碳化物多为Mo、V、W、Cr元素聚集区域。由图7还可知,在焊缝区,C元素呈点状分布,Fe元素呈类似“彩虹状”分布,W、Co、Cr、Mo、V元素呈”波纹状”分布,Mn元素分布较均匀。
图8为退火温度为810℃,退火保温时间为2 h后,M42高速钢-焊缝界面处EPMA照片。
由图8可知,退火后各元素在M42高速钢-焊缝界面处分布较为均匀,W、Co、Mo、C、V、Cr元素含量在母材M42高速钢区域明显高于焊缝,母材区域中Fe、Mn含量略低于焊缝。W、Co、Mo、C、V、Cr元素在母材M42高速钢区域存在一定偏聚。在界面处偏聚颗粒主要为Mo、W、V元素。由于在母材M42高速钢与焊缝界面处存在着成分与结构的不均匀性,导致退火过程中存在一定程度的扩散,在其界面处存在着团聚的颗粒。在退火保温过程中,含W、V等碳化物的逐渐球化,使得这些元素存在偏聚。由退火后EPMA照片与焊后界面处EPMA照片对比可知,元素分布的“彩虹状”分布消失。
焊后X32高强度钢-焊缝界面处EPMA照片如图9所示。
由图9可知,焊后Cr、Mn、Fe、V、Mo元素在母材X32-焊缝中的分布呈明显的分界现象,接头中C元素分布较为均匀。母材X32中C含量略低于焊缝。Ni元素在接头中分布较为均匀。母材中碳化物位置主要为Cr、Mn、Mo元素聚集区。焊缝中,EPMA照片中显示为高亮区域为Mo、Cr、V元素聚集区域。Fe元素呈由母材X32向焊缝逐渐递减的分布趋势,呈“彩虹状”分布。
图10为退火后X32高强度钢-焊缝界面处EPMA照片。由图10可知,退火后C、Ni、Cr、Mo、Mn、V元素在接头中分布较为均匀,与焊后元素分布对比可知,“彩虹状”分布消失。母材X32中Ni、Mn含量与焊缝中相比较低。退火后,焊缝处Fe元素含量略低于母材X32的。焊缝处Mo、Cr、V等元素分布呈一定程度的偏聚。接头熔合区中C、Cr、Mo、V元素含量要高于焊缝中的含量。退火过程中,由于存在元素的扩散作用,导致靠母材X2侧熔合区处的C、Cr、Mo、V的聚集。
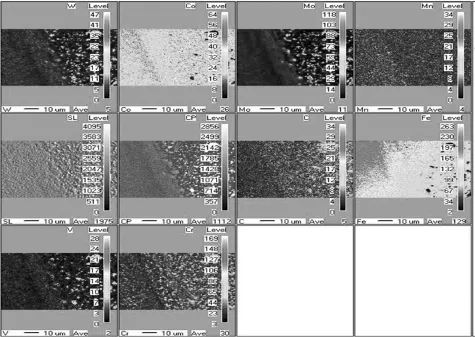
图8 退火后M42高速钢-焊缝界面处EPMA照片
综上,通过分析合金元素在接头中的分布规律可知,在退火过程中,提供了合金元素在焊接接头中扩散的能量,从而使元素扩散系数增大,导致异种金属母材中的元素在退火过程中逐渐向焊缝中扩散。由于合金元素扩散的作用,Mo、Cr、V、W元素与C元素在退火过程中形成碳化物,随着退火保温时间的增加,形成的碳化物逐渐球化,在接头处形成一些合金元素的团聚。在退火过程中,扩散的合金元素易与C元素形成一些碳化物。退火状态的焊缝XRD如图11所示,退火后,焊缝中形成一些以Fe3W3C的M6C型碳化物、以Cr23C的M23C型、MC型等碳化物。在退火过程中形成的碳化物在接头中弥散分布,且多为球形小颗粒。由于在焊后,焊缝中的组织为淬火马氏体,在退火过程中,淬火马氏体逐渐分解,在接头中形成Fe3C型渗碳体,降低了焊缝硬度。随着退火时间的增加,由于焊缝在退火过程中形成的MC、M6C型碳化物增加了组织中许多晶界和相界,由此促进了碳化物在退火过程中的球化,降低了焊缝硬度。

图10 退火后X32高强度钢-焊缝界面处EPMA照片
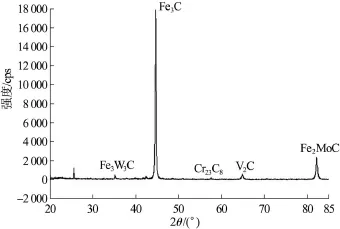
图11 退火态的焊缝XRD
4 结论
(1)异种钢M42高速钢-X32高强度钢焊接接头焊后退火时,母材硬度在退火温度为810℃~820℃时,保温初期随再结晶发生软化迅速下降,随后再结晶完成,硬度基本不变。
(2)在810℃~820℃退火2 h,接头焊缝硬度下降至390 HV1以下,达到退火硬度要求。焊缝硬度与时间的对数呈线性关系。
(3)退火后,异种钢M42高速钢-X32高强度钢焊缝组织成等轴晶,碳化物球化。退火后,随着退火保温时间增加,母材金属元素向焊缝进行扩散,从而形成MC、M6C型碳化物,因此在显微组织中会形成许多晶界与相界,促进了碳化物在退火过程中的球化,降低了焊缝硬度。
[1]刘中青,邸斌.异种材料的焊接[M].四川:科学出版社,1990:1-5.
[2]高原,贺志勇,赵晋香.表面冶金高速钢机用锯条的研制[J].工具技术,2003,37(4):17-19.
[3]张心保.异种金属电子束焊接特点及应用现状[J].太钢科技,2007(3):25-29.
[4]欧阳页先,吴青松,张新仁,等.退火工艺对超低碳钢冷轧薄板力学性能的影响[J].武汉工程职业技术学院学报,2009,21(2):21-24,31.
[5]Sunada H,Wadsworth J,Lin J,et al.Mechanical prperties and microstructureofheat-treatedultrahigh carbon steels[J]. Materials Science and Engineering,1979,38(1):35-40.
[6]J B P,M Sandvik C.Wayman.Crystallography and substructureof lath martensite formed in carbon steels[J].Metallography,1983,16(2):199-227.
[7]夏立芳.金属热处理工艺学.哈尔滨[M].黑龙江:哈尔滨工业大学出版社,2008:62-66.
Research on annealing process for welded joint of the dissimilar steel——weld property and holding time
YANG Quanyi1,WANG Juan1,LIU Faan1,XIAO Hong1,JIA Yuzhen2,ZHOU Mingzhe2
(China Petroleum Engineering HUABEI Company,Renqiu 062522,China;2.Bichamp Cutting Technology(Hunan)Co.Ltd.,Changsha 410200,China)
The effect of annealing time on the hardness of the weld,M42 HSS and X32 high strength steel is studied by using the annealing furnace.The result shows that when annealing temperature is between 820℃and 820℃,with the extension of heat preservation time,the weld hardness at the beginning of the annealing declines very fast,then slowly,and the hardness has a linear relationship with the logarithm of time.By OM,EPMA and XRD test methods,the microstructure and element distribution of welded joints in the M42 high speed steel-X32 high strength steel dissimilar steel and the formation and transformation rules of carbides in joints after annealing are analyzed.The result shows that after annealing,the recrystallization occurs in the microstructure of weld and organizes into isometric crystal,and carbide spheroidizing also occurs.The elements of the base metal in weld joints diffuse to weld, and form M6C type carbide of Fe3W3C,M23C type carbide of Cr23C,M6C type carbide.Some grain boundary and phase boundary increase because of these carbides,so as to promote the carbide spheroidizing and reduce the weld hardness.
dissimilar steel;anneal;weld hardness
TG406
A
1001-2303(2015)08-0026-06
10.7512/j.issn.1001-2303.2015.08.06
2015-03-16;
2015-08-02
杨全毅(1986—),男,山西人,工程师,硕士,主要从事焊接、材料、化工设备及管道设计方面的工作。
猜你喜欢
上海金属(2022年6期)2022-11-25 12:24:20
冶金设备(2020年2期)2020-12-28 00:15:34
重型机械(2020年2期)2020-07-24 08:16:12
模具制造(2019年3期)2019-06-06 02:11:04
上海金属(2016年4期)2016-11-23 05:38:50
动画大王(漫画行)(2016年7期)2016-07-30 01:27:07
动画大王(漫画行)(2016年5期)2016-07-29 11:51:01
动画大王(漫画行)(2016年4期)2016-07-29 11:16:12
动画大王(漫画行)(2016年1期)2016-07-29 04:30:45
大型铸锻件(2015年5期)2015-12-16 11:43:22
