大型厚壁容器上短管角接焊接工艺的改进
2014-11-24 08:22:42江苏张家港化工机械厂215634魏明国
金属加工(热加工) 2014年4期
江苏张家港化工机械厂(215634)魏明国
1.概述
2012年4月,我厂为河南义马煤化厂二期工程安装一式3台陶瓷过滤器工程项目,陶瓷过滤器结构如图1所示。
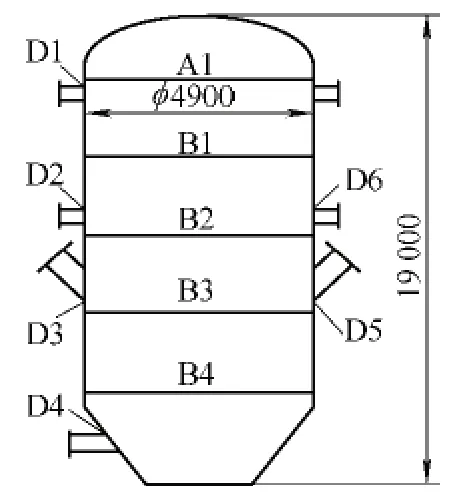
图1
整个筒体材料为低合金钢+奥氏体不锈钢衬里,材料牌号为Q345R+S32168,厚度为(40+4)mm。整个罐体直径为4900mm,总高19 000mm。筒体材料化学成分如表1所示。接管法兰事先在厂里预制好,材质为20+S32168(内侧堆焊)。短管口径有φ89~φ800mm几种规格。结构形式分直插式和斜插式两种。
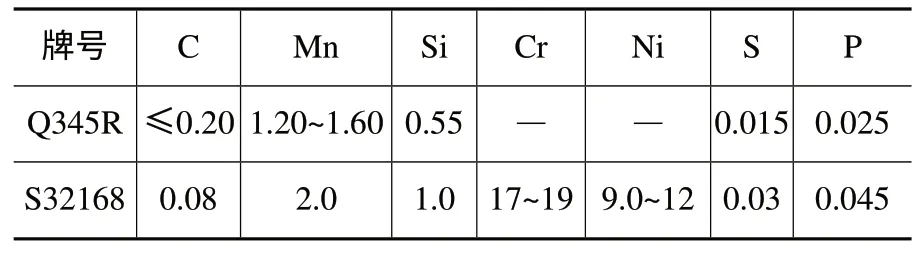
表1 筒体材料化学成分(质量分数) (%)
2.焊接工艺
整个罐体分成6节运输到现场拼装成一体后,整体吊装就位,短管法兰焊接,先在筒体上开孔后组装焊接而成。
筒体拼装A1、B1~B4环缝Q345R部分全部采用埋弧焊,过渡层和不锈钢衬板对接采用焊条电弧焊。焊缝形式如图2所示,焊接参数如表2所示,坡口形式如图3所示。
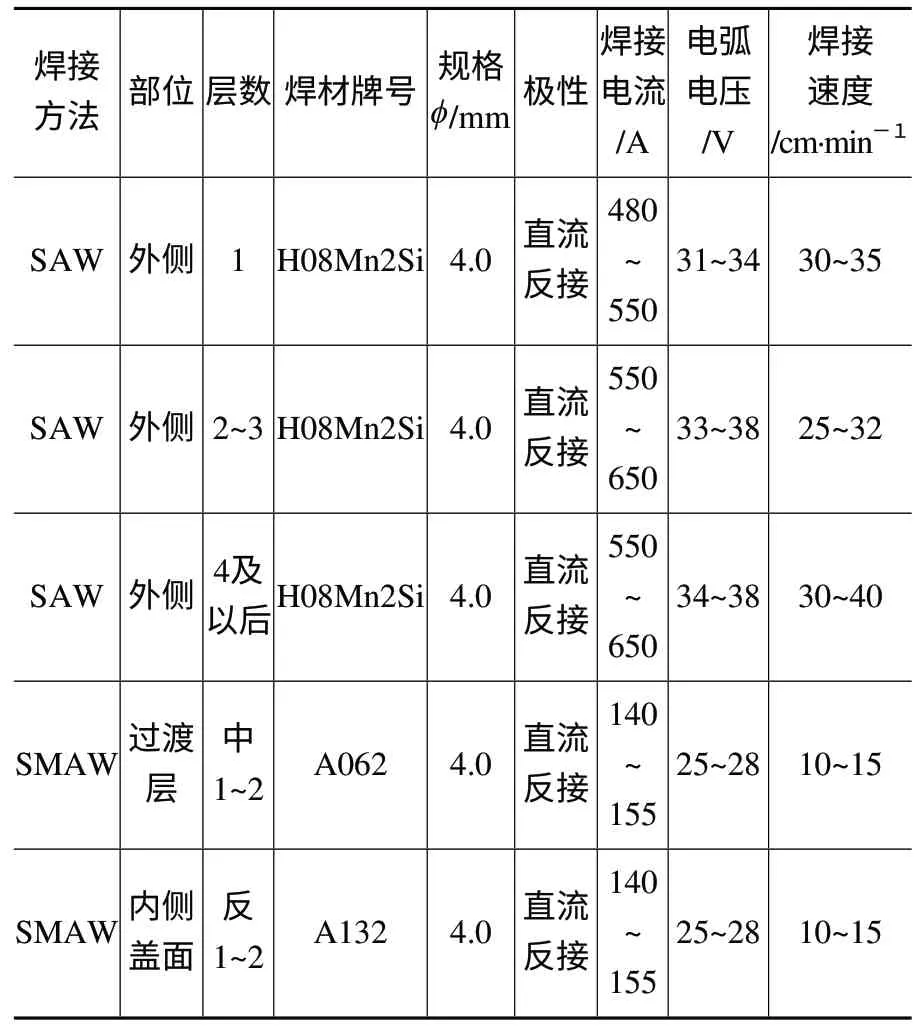
表2 筒体拼装焊接参数
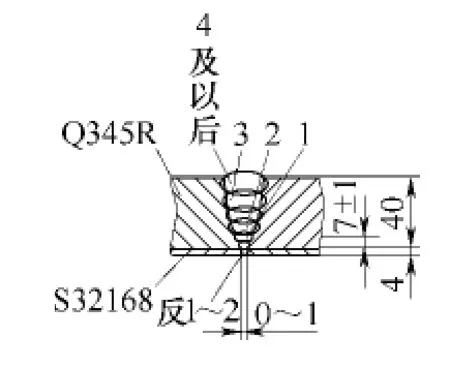
图2
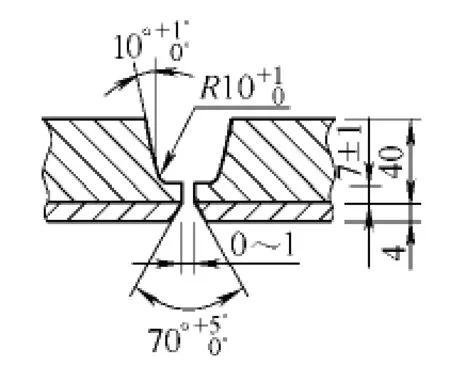
图3
外侧埋弧焊焊前预热,预热温度为100~150℃,每层焊接保证不间断,层间温度控制在100~300℃之间,内侧过渡层施焊前用碳弧气刨清除焊缝根部焊接缺陷,并用角向砂轮机清除氧化渣及飞溅,每条焊缝结束24h后用TOED检测。由于每个筒节坡口在厂里加工好后拼装,焊缝质量合格率达到99.5%,整个项目只有两处超标缺陷。
短管与筒体角接,之前在内蒙古等几处工地上,短管与筒体角接焊接质量不理想,经UT检测,几乎每个焊接接头里都有超标缺陷,有时甚至在一个焊接接头里有2~3处缺陷,经仔细分析后,在焊接工艺上做了如下几点改进。
(1)坡口形式改进 由原来的单边V形坡口改为单边J形坡口,改进前后坡口形式如图4、图5所示。改进后的坡口焊接,焊宽尺寸减少5~20mm不等。不仅节约焊接材料,同时减少焊接变形及焊接缺陷的数量。
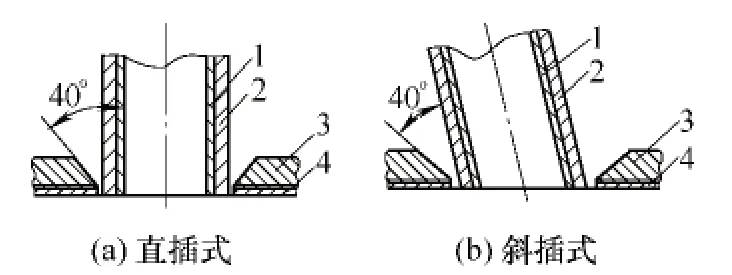
图4 改进前坡口形式
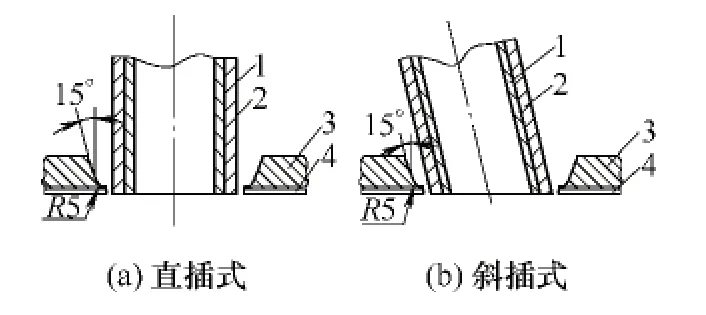
图5 改进后坡口形式
(2)切割与打磨 由于筒体的材料为Q345R,厚度达40mm,如不采取措施容易产生淬硬组织,改进后在切割线外25mm范围内预热200~300℃,然后再进行切割,并经多次修割成J形坡口。打磨也是关键的一道工序,打磨既要清除氧化渣,又要将淬硬层表面去掉,为保证坡口质量,还要增加一道工序,即坡口打磨需经检验员验收合格后才能进行施焊。
(3)施焊要点 D1~D6短管与筒体角接,施焊时应在筒体坡口侧25mm范围内预热100~150℃,焊条按规定要求烘干,并现场带保温桶,短管与筒体角接焊接参数如表3所示,焊缝形式如图6所示,反面施焊前用角磨机将根缺陷清除干净后才能施焊过渡层和盖面层。
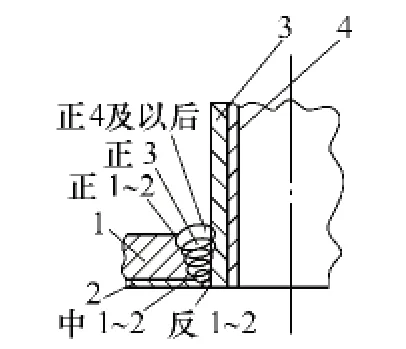
图6 短管角接形式
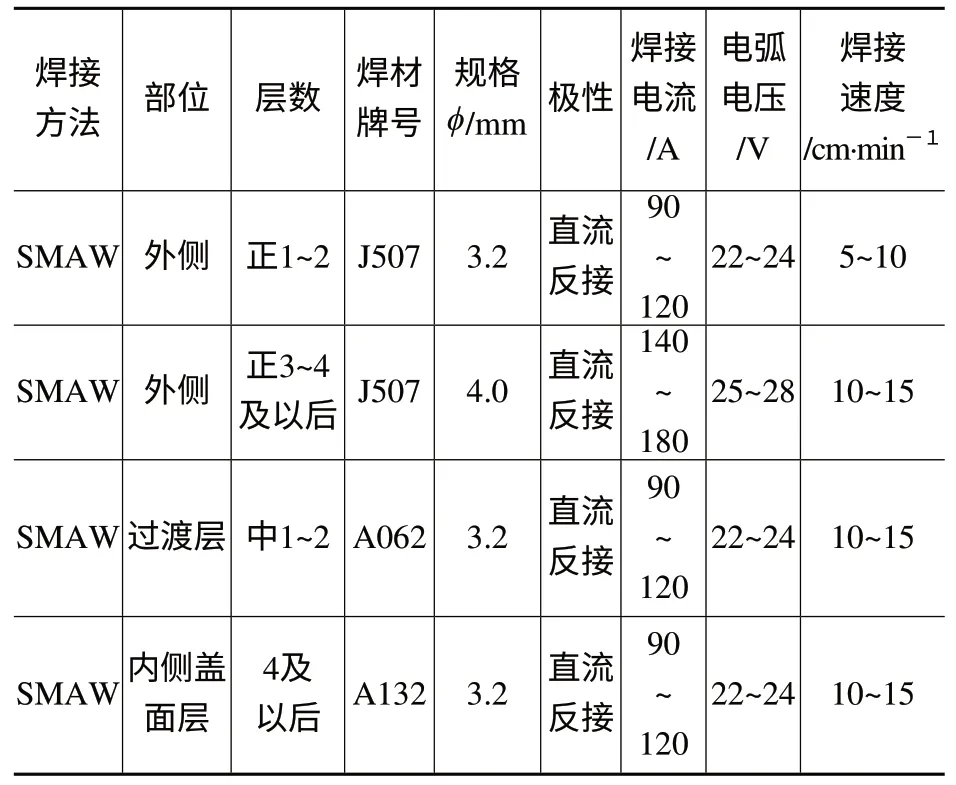
表3 短管与筒体角接焊接参数
通过上述三点改进之后,焊接质量大有提高,经UT检测,三台陶瓷过滤器罐除第二台在人孔处有一处超标缺陷,其余全部合格,合格率达99.2%。
该改进后的短管角接焊接工艺已在中石化茂名分公司现场安装2台吸收塔和再吸收塔上应用。经UT检测,合格率高达99%以上。
3.结语
对于在大型厚壁容器上短管角接按文章中提出的三点焊接工艺改进措施施工,对焊接接头质量保证是可行的。
猜你喜欢
中国金属通报(2022年1期)2022-06-02 02:09:56
锻压装备与制造技术(2021年2期)2021-07-19 08:51:14
化工管理(2021年7期)2021-05-13 00:46:04
水泥技术(2021年2期)2021-04-20 12:37:26
农村实用技术(2021年1期)2021-02-27 08:26:18
新商务周刊(2019年10期)2019-12-21 07:51:05
商品与质量(2019年38期)2019-04-18 11:37:12
汽车实用技术(2016年1期)2016-12-24 07:49:32
大型铸锻件(2015年4期)2016-01-12 06:35:27
应用科技(2015年5期)2015-12-09 07:10:09