SA—335M P11钢焊接工艺及分析
2014-11-24 08:22:42郑州锅炉股份有限公司河南450001段江丽连艳敏孙臣君
金属加工(热加工) 2014年4期
郑州锅炉股份有限公司(河南 450001)段江丽 连艳敏 李 栋 孙臣君
1.概述
我公司生产的某火力发电用循环流化床锅炉,其过热器合金钢集箱采用ASME材质SA—335M P11钢,且壁厚较大,集箱筒体最厚为35mm。本文对φ377mm×30mm集箱的焊接工艺评定试验进行了简单的阐述与分析,按本试验方案中的焊接工艺进行实际生产的产品,经检验符合相关要求,这为以后进行相关材料、相关结构的焊接工作积累了宝贵的经验。
2.SA—335M P11钢材的焊接性分析
ASME标准中,SA—335M P11钢的分类为高温用铁素体合金钢公称管,国标中低合金耐热钢15CrMoG钢的化学成分和力学性能与SA—335M P11钢最为接近,如表1、表2所示。

表1 两种钢的化学成分(质量分数)(%)

表2 两种钢的力学性能
由此可知,首先SA—335M P11钢属于1Cr-0.5Mo钢,其合金成分总质量分数<5%,为低合金耐热钢,其焊接性一般,有淬硬倾向,焊缝和热影响区内较可能形成对冷裂纹敏感的组织。其次,由于Cr、Mo为强碳化物形成元素,从而使焊接接头的过热区具有一定程度的再热裂纹敏感性。再次,Cr-Mo钢及其焊接接头在370~565℃温度区间长期运行过程中会发生渐进的脆变现象,即回火脆性。另外,还要考虑壁厚及直径的影响,壁厚的材料在受载或受压时,不容易产生塑性变形,在焊接接头中存在焊接残余应力的情况下,很容易发生脆性断裂。
为了改善其焊接性,保证焊接质量,焊接时应采取合适的工艺措施,包括焊前准备、焊接方法的选择、焊接材料的选配和管理、焊前预热、焊接参数的选择和焊后热处理。
3.焊接方法
采用手工钨极氩弧焊打底,焊条电弧焊填充、盖面。
钨极氩弧焊具有低氢、工艺适应性强、易于实现单面焊双面成形的优点。考虑到我单位实际生产情况,焊接接头的填充层及盖面层采用焊条电弧焊,为确保焊缝金属的韧性,降低裂纹倾向,采用低氢型碱性焊条。
4.焊前预热
预热是防止焊接接头冷裂纹和再热裂纹的有效措施之一。预热温度可依据碳当量法和强度等级来估算,还要考虑到接头拘束度和焊缝金属的氢含量。不同碳当量所需最低预热温度如表3所示,各国压力容器法规规定的1Cr-0.5Mo钢最低预热温度如表4所示。

表3 焊接材料与碳当量与预热温度的关系

表4 1Cr-0.5Mo钢预热温度推荐值
根据国际焊接学会(IIW)计算碳当量的公式:CE=C+Mn/6+(Cr+Mo+V)/5+(Ni+Cu)/15,可估算出SA—335M P11钢的标准碳当量:0.388%≤CE≤0.68%。
参考表3和表4,估算出SA—335M P11钢最低预热温度约120℃。预热温度并非越高越好,为防止氢致裂纹的产生,规定较高的预热温度是必要的,但过高时,则可能产生马氏体组织,从而降低韧性。另外,还要考虑到焊接操作时的情况,则最终决定预热温度为120~170℃,层间温度≤250℃。
5.焊前准备
焊件采用热切割法下料,机械加工坡口。用风砂轮将焊缝两侧20mm范围内打磨至金属光泽,清除焊缝及两侧100~200mm内的油污等杂质。采用火焰加热,将待焊部位及其周围150~200mm预热。
6.焊接材料
低合金耐热钢焊接材料的选择应根据钢材的化学成分、接头的力学性能要求、结构的拘束程度、焊接结构的服役工况,以及焊后是否要热处理、焊接位置和施焊要求等方面综合考虑。
本文所述集箱设计压力7.74MPa,水压试验压力11.61MPa,运行时工质口温度为395℃,出口温度为485℃,因此对焊缝的要求是要有较好的力学性能与热强性能。
由于低合金耐热钢在焊接时的主要问题是裂纹和脆化,所以在选择焊接材料时必须注意以下几个方面的问题:选择与母材化学成分相近的焊接材料,为保证焊接接头的强度、抗裂性和韧性,应选用低氢的焊接材料;考虑熔合比和冷却速度的影响;考虑焊后热处理对焊缝力学性能的影响。
H13CrMoA、E5515—B2是1Cr-0.5Mo钢采用氩弧焊、焊条电弧焊时常用的焊丝、焊条,具有良好焊接性和综合性能,其合金成分与SA—335M P11钢基本相当,且E5515—B2为低氢碱性,综合考虑熔合比、冷却速度、焊后热处理的影响,决定选用这两种焊接材料。焊接材料的化学成分和力学性能如表5、表6、表7所示。

表5 H13CrMoA焊丝的化学成分(GB/T14957—1994)(质量分数) (%)

表6 E5515—B2焊条的化学成分(GB/T5118—1995)(质量分数) (%)

表7 E5515—B2焊条熔敷金属的力学性能(GB/T5118—1995)
7.焊后热处理
根据ASME 规范,进行消除应力退火热处理。退火温度(680±15)℃。焊后热处理可有效地消除焊接接头中的残余应力,降低硬度,改善组织。
8.焊接工艺评定(PQR)
焊接工艺评定所用SA—335M P11钢的规格为φ377mm×30mm,按ASME规范进行,其焊接工艺如下:预热温度:122℃;层间温度:118~168℃;组装间隙:0~2mm;坡口形式:U形带钝边和V形带钝边,如图1、图2所示;焊接材料:H13CrMoA,φ2.5mm;E5515—B2,φ3.2mm,φ4mm,φ5mm;焊接参数:如表8所示;焊后热处理:(680±15)℃,180min。
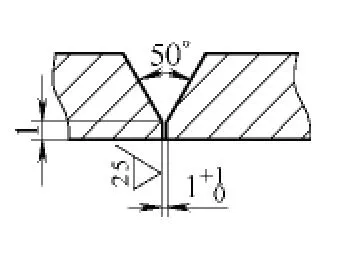
图2

表8 PQR焊接参数
根据ASME 规范将试件进行焊接接头力学性能试验,所得拉伸试验结果如表9所示,弯曲试验合格。

表9 PQR拉伸试验
9.产品集箱焊接工艺
产品中,筒体材质为SA—335M P11钢的集箱共5根,筒体规格有φ377mm×30mm、φ325mm×35mm、φ219mm×20mm三种,坡口形式有U形带钝边和V形带钝边两种。除此之外,产品集箱焊接工艺与评定时完全相同。
采用评定所示焊接工艺,产品上5根SA—335M P11钢的集箱上共10条环缝,经100%射线探伤,均合格,无缺陷产生。产品试件的力学性能试验结果也符合相关要求。
10.结语
通过以上焊接工艺评定(PQR)、实际焊接操作情况以及探伤结果表明:在现有的焊接条件下,通过此焊接工艺评定试验,证明所选焊接规范及工艺正确,能够满足产品技术要求。集箱筒体主焊缝的焊接质量良好,达到了要求的探伤合格标准。为以后进行ASME产品的生产、相关材料、相关结构的焊接提供了宝贵的经验。
猜你喜欢
军民两用技术与产品(2021年8期)2021-11-24 01:09:34
中国特种设备安全(2021年2期)2021-07-21 08:48:24
模具制造(2019年10期)2020-01-06 09:13:08
中国特种设备安全(2019年8期)2019-10-14 00:32:32
中国特种设备安全(2019年5期)2019-07-16 08:51:54
中国特种设备安全(2018年12期)2018-03-15 05:34:54
焊接(2016年10期)2016-02-27 13:05:34
焊接(2016年8期)2016-02-27 13:05:11
焊接(2016年2期)2016-02-27 13:01:20
山东冶金(2015年5期)2015-12-10 03:27:41