
XA6132铣床数控改造在卡盘体加工中的应用
2014-10-12 05:56呼和浩特众环集团有限责任公司内蒙古010051张国斌王岩松
金属加工(冷加工) 2014年15期
呼和浩特众环 (集团)有限责任公司 (内蒙古 010051) 张国斌 王岩松
天津市雨彬数控机床制造有限公司 (301600) 王雨宾
内蒙古职业技术学院 (呼和浩特 010070) 赵春江
呼和浩特众环集团是我国最早的卡盘制造厂,从1951年研发出我国第一台阿基米德螺线结构的自定心卡盘至今天,近60年的发展历史,累计生产各种卡盘超过500万台,占中国全社会机床总量的50%以上,公司产品种类现已发展到22个品种、88个系列、1200余个型号规格,主导类产品荣获“自治区优”、“部优”、“国优”和中国机床附件行业的最高奖——国家银质奖,并先后荣获“第十七届国际优质奖”等欧美多项国际大奖。企业成为卡盘及数控刀库产品国家标准的起草单位。
1.卡盘盘体加工现状
我公司普通卡盘保持着稳定的市场占有率,其中K11系列自定心卡盘的产量达到70%以上,平均每天生产量达到1250台。卡盘的盘体割口、粗铣工字口及精铣工字口工序大部分设备使用的都是XA6132普通铣床,现在工人的操作过程是先把盘体放在夹具上,手动定位,手动夹紧,然后开动铣床主轴,挂上走刀开始铣削,铣完后再反车退回,手动松开夹紧,松开定位,手搬动盘体旋转120°,再定位、夹紧、加工。每个盘体有3个工字口,工人要重复3次以上的动作才能完成一个盘体,而且按工艺分粗铣、精铣,工人要重复6次才能完成。工人的劳动强度大,生产效率低,产品的合格率低 (见图1)。
2.数控系统及回转改造

图1
针对以上情况,我厂对XA6132普通铣床进行了数控化改造。数控系统选用广数928TDL,采用伺服驱动半闭环控制。具体为:去掉原来的夹具,选用手动回转工作台,去掉输入轴上的手轮,装上同步带轮,通过同步带与伺服电动机连接,同步带轮减速比是1.5,电动机转矩6 N·m,作用在输入轴上的转矩是6×1.5=9(N·m),有效保证回转台分度准确。回转台传动比是40,回转台的工作转矩是6×1.5×40=360(N·m),满足要求。伺服驱动器设定位置控制,电子齿轮比设定15∶4,数控系统的X轴设定为旋转轴,程序编制 X1,回转台就旋转1°,彼此对应。
(1)锁紧部分改造。在原有的锁紧手柄上安装气缸,改手动锁紧为气动锁紧,通过程序来控制它与盘体夹具同时锁紧或松开。盘体夹紧采用气动夹具,气缸推动肘杆机构来夹紧,肘杆机构有自锁功能,夹紧后,即使气压下降也不会松脱,稳定又可靠。夹紧和松开是用数控系统的M代码来控制,编制程序M10夹紧,M11松开。

图2
(2)Z轴的改造。横向溜板的移动采用伺服电动机驱动,去掉原来的机械传动,保留溜板的螺旋丝杆,确保丝杆不与原先的传动齿轮啮合,在丝杆的端部装上同步带轮,通过同步带与伺服电动机连接,同步带轮减速比是1.5,伺服电动机转矩10 N·m,作用在丝杆上的转矩为 10×1.5=15(N·m),丝杆螺距6 mm,丝杆直径40 mm,丝杆的推力约10 N·m×1.5×40×3.14/6=314 N·m,摩擦因数0.85,314×0.85=266.9(N·m),溜板切削力约267 N·m,满足切削要求。伺服驱动器设定位置控制,电子齿轮比设定5∶1,数控系统的Z轴设定为直线轴,程序编制Z1溜板就移动1 mm,彼此对应。程序编制时考虑工艺的要求,可以实现快进、工进和快退,缩短空行程时间,工进的速度任意可调。
盘体加工工序程序编制如下:
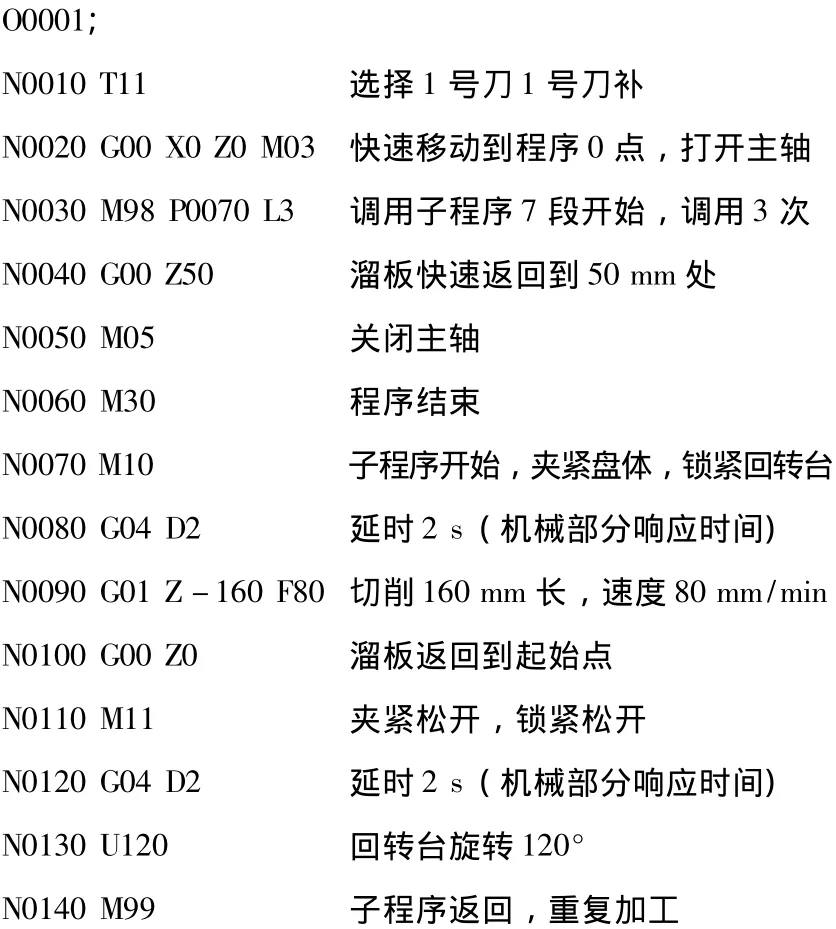
(3)机床的改造及调试。把改造好的回转台装到溜板上,定位块插入T形中,并用螺钉固定,把气动夹具装在溜板上,调好位置用螺钉固定。将待加工的盘体放在回转台上,通过定位盘使盘体中心与回转台中心重合,移动纵向溜板是使盘体中心与铣刀中心重合,并锁紧纵向溜板。把铣刀移动到离盘体10 mm处,此处作为Z轴0点。在盘体的小齿轮圆孔上装上圆棒,用百分表拉直,然后旋转60°,此处作为X轴0点。对刀完毕,起动机床加工盘体。主轴旋转,溜板开始移动,刀具开始切削,切削到160 mm处,溜板快速返回到Z轴0点,气动夹具和回转台锁紧松开,回转台旋转120°,气动夹具夹紧回转台锁紧,溜板开始移动,刀具开始切削,重复以往,完全实现自动化。
3.结语
经过实际生产验证,工人的劳动强度显著降低,工人操作生产变得快速而又顺畅。由于改造后自动化程度很高,一个工人可以看管3~5台机床工作。车间生产混乱的现象明显改变,生产秩序焕然一新,产品合格率、产品的一致性得到大幅度提高,机床可实现24 h满负荷运转,产量得到大幅度增长,有效地缓解了生产关键工序瓶颈的制约。
由于自动化程度得到提高,生产不再受工人的技术技能和思想情绪的影响。以前因为违反操作规程而损坏铣床,盘体加工精度超差甚至盘体报废,以及工人不慎造成工伤等等诸多不利于生产的现象全部避免了。而且,工人的工资得到了很好的保证,对于稳定职工队伍起到了很好的保证,真是一举多得。
经过这次成功的数控改造,既有成绩又吸收了很多宝贵的经验。可以说,未来数控化改造前景非常广阔,比如针对一些盘类零件都可以进行改造,包括锥齿轮、盘丝、卡爪及滑座等零件。在机械加工方面有很多零件可以用上述的方法改造机床,完成加工。改造不受机床大小和种类的限制,机床大了选用伺服电动机时选大一些,反之小一些,切削动作靠程序来完成,是可以按工艺来编制的,没有局限性。也符合了社会的要求,跟上了时代发展的步伐,既节能又环保。
猜你喜欢
粮食加工(2022年6期)2022-12-02
周口师范学院学报(2022年2期)2022-06-23
机械管理开发(2021年12期)2022-01-27
内燃机与配件(2022年2期)2022-01-17
长春大学学报(2021年4期)2021-05-17
机械管理开发(2020年1期)2020-03-14
制造技术与机床(2018年12期)2018-12-23
制造技术与机床(2017年3期)2017-06-23
制造技术与机床(2017年2期)2017-05-04
冶金设备(2014年1期)2014-11-06
