自动液压锁紧块的设计*
2014-07-13 07:43权瑞霞
制造技术与机床 2014年8期
权瑞霞
(安阳鑫盛机床股份有限公司,河南 安阳455000)
目前,国内在各种数控机床的倾斜、垂直轴的进给装置上应用的锁紧装置,大都为电磁刹车器或机械夹紧装置,电磁刹车器主要用于锁紧回转轴,当进给轴为直线电机时,则无法锁紧;机械夹紧则结构复杂,体积大,夹压点数少,受力不均匀,机械加工容易产生震动,夹紧松开,人工操作,变换时间长,不能实现机床、部件自动化,制造成本高;对于机械设备的进给系统为直线电动机驱动时则要求具有夹紧自动、快速、均匀、牢固、结构简单、体积小,电磁刹车器或机械夹紧装置都无法实现。为解决这一难题,我们设计了一种自动液压锁紧块。
自动液压锁紧块可以安装在各种数控机床、专用机床的倾斜、垂直轴的进给装置上,用于在断电停车时锁紧进给轴的直线导轨,能够防止进给装置的下滑,特别是能够满足进给装置为直线电动机驱动时的断电刹车锁紧的需求。
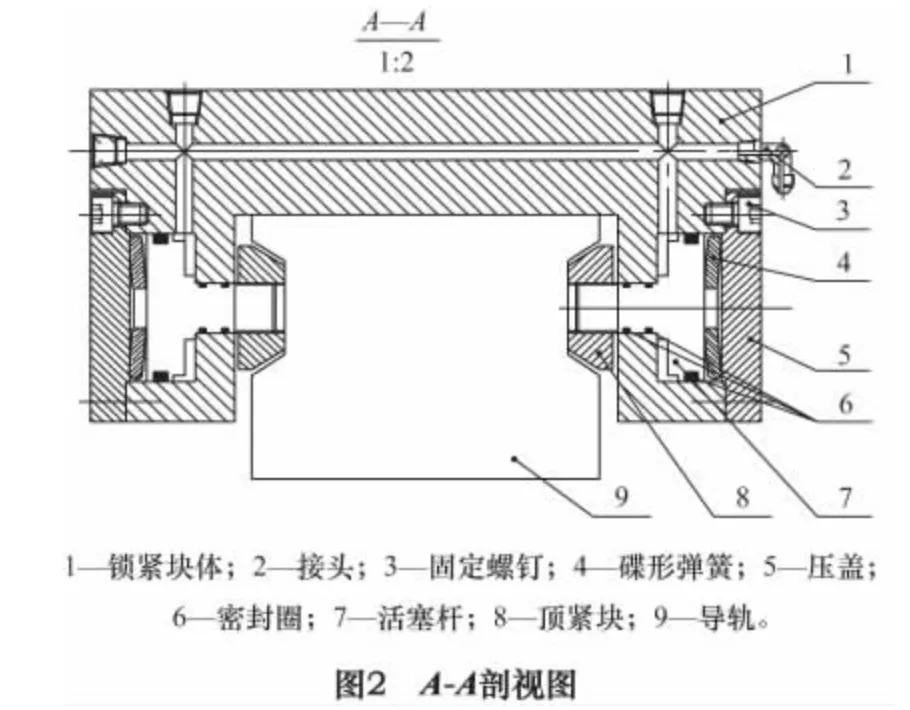
1 自动液压锁紧块的结构与工作原理
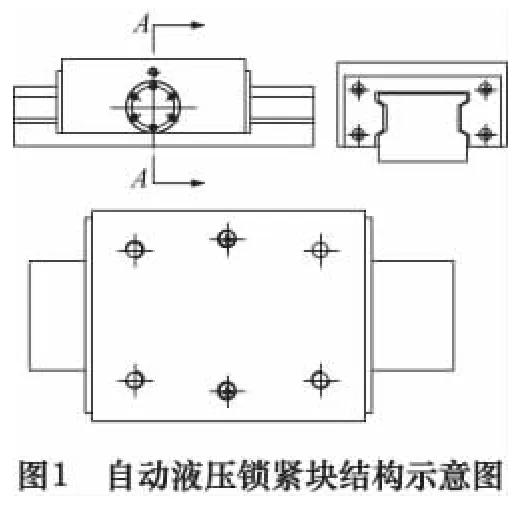
结构如图1所示,密封圈6装入活塞杆7的密封槽内,活塞杆7装入锁紧块体1的油缸导向孔中,由锁紧块体1的缸孔、密封圈6、活塞杆7组成密封油腔,顶紧块8固定到活塞杆7的螺纹处,碟形弹簧4装入锁紧块体1的油缸孔内,压盖5通过固定螺钉3固定在锁紧块体1上,并使碟形弹簧具有一定的预紧力。当液压油由接头2进入锁紧块体的油路时,油压力使活塞杆7带动顶紧块8往外移动,使碟形弹簧4受力,压缩变形,贴紧压盖5,使顶紧块8松开导轨9;当停止供油并卸荷时,碟形弹簧4靠自身的弹力推动活塞杆7往里移动,活塞杆7带动顶紧块8顶紧导轨9,起到锁紧导轨9的目的。
锁紧块体的两油缸油路相通,能同时进油、同时卸荷,实现同步动作。
2 结语
自动液压锁紧块的设计,满足了机械设备的进给系统为直线电动机驱动时夹紧自动、快速、均匀、牢固、结构简单、体积小的要求,可根据需要随意安排顶紧块,适合各种导轨的液压自动锁紧,并且制造成本低。
[1]东北工学院.机械零件设计手册[M].北京:冶金工业出版社出版,1980.
[2]戴曙.金属切削机床[M].北京:机械工业出版社出版,1999.
[3]天津大学.机械原理[M].北京:人民教育出版社,1979.
猜你喜欢
沈阳理工大学学报(2022年3期)2022-08-11
中学生数理化(高中版.高考理化)(2022年3期)2022-04-26
海洋工程(2022年2期)2022-04-02
中学生理科应试(2021年10期)2021-12-07
水运工程(2020年11期)2020-11-27
中南大学学报(自然科学版)(2020年6期)2020-07-16
湖南大学学报(自然科学版)(2020年5期)2020-06-03
中国特种设备安全(2019年7期)2019-09-10
中国科技信息(2015年21期)2015-11-07
制造技术与机床(2015年10期)2015-04-09