基于遗传算法的高速铣削参数优化研究*
2014-07-04 08:54毛文亮
机械研究与应用 2014年2期
毛文亮
(甘肃机电职业技术学院,甘肃天水 741001)
0 引言
遗传算法由美国Michigan大学J.Holland教授于1975年提出,以Darwin自然进化论和Mendal遗传变异理论为基础,广泛用于复杂组合优化问题的求解等智能计算方面[1]。高速铣削中,铣削参数的选择对表面粗糙度值和生产效率影响较大,合理选择铣削参数,对高速铣削提高产品质量和加工效率具有重要意义。
1 建立优化函数模型
1.1 表面粗糙度预测模型
在机床、刀具、工件材料确定的情况下,高速铣削表面粗糙度值大小取决于铣削速度V(mm/min)、每齿进给量fz(mm/z)、轴向切深ap(mm)和径向切深ae(mm)的取值。选用Mikron UCP 710五坐标加工中心,直径10 mm、2齿涂层硬质合金高速立铣刀,LC4铝合金,通过正交试验、线性回归分析,建立铝合金高速铣削表面粗糙度预测模型[2],即:

以Q表示最大加工效率,根据选用机床、刀具和加工材料,Q的数学模型可表示为[3]:

1.2 目标函数
表面粗糙度值的优化目标函数为表面粗糙度数学模型,即:

对于最大加工效率,优化目标函数为最大加工效率数学模型,即:

式中:x为设计变量空间x=[vcfzaeap]
加工零件必须满足表面粗糙度要求,即:

式中:Ra,max为加工零件最大表面粗糙度允许值。
由于试验设计中变量取值范围为:

所以,以上优化数学模型可简化为:

式中:X为取值空间,X={x∈R4:xih≤x≤xil};xih为第i个变量取值上限;xil为第i个变量取值下限。
2 参数优化
2.1 编码方式
采用二进制编码,对任意参数x用k位长的二进制进行编码,用xmax表示x的上限、xmin表示的x下限,m为对应的二进制编码,m和x之间的对应关系为:

2.2 适应度函数
适应度函数是根据目标函数确定的用于区分群体中种群好坏的依据[4]。在表面粗糙度值优化中,适应度函数取目标函数。在铣削参数优化模型中,因为有表面粗糙度的约束,故将有约束的优化问题转化为无约束的优化问题,适应度函数设计为:

式中:f(x)为目标函数;p(x)为惩罚函数;γ为惩罚系数。
2.3 控制参数
初始种群不宜过大也不宜过小,如果种群太小,则搜索的范围有限,得不到全局最优解,种群太大时,计算量太大,影响计算速度。交叉概率越大,交叉操作越频繁,收敛速度较快,但有可能导致早熟[5]。在表面粗糙度值优化中,种群大小m取1 000,交叉概率 PC取 0.80,变异概率 PM取0.055。
2.4 优 化
将表面粗糙度在0~0.5 μm之间划分5个区间进行优化,由Matlab工具箱求解,最终得到一定表面粗糙度值下的最大金属去除量铣削参数优化组合。图1为表面粗糙度值优化时的适应度进化历程,图2为表面粗糙度值取0.15 μm时,最大加工效率优化时的适应度进化历程。

图1 表面粗糙度值优化适应度进化历程
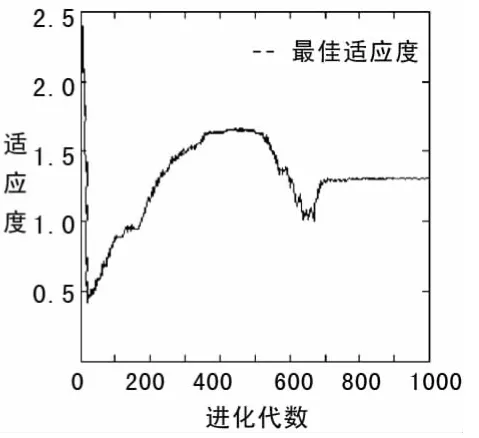
图2 最大加工效率优化适应度进化历程
为保证优化结果更好地应用于生产实际,优化过程对各铣削参数的约束范围不断调整,经过优化、约束调整、然后再优化,最终确定了最优铣削参数组合,结果如表1所示。

表1 优化后的工艺参数试验结果
3 试验验证
针对优化结果,进行试验验证,图3所示零件表面粗糙度值要求小于0.30 μm,根据表1优化结果,应选用铣削速度为623.18 m/min、每齿进给量即为0.11 mm、轴向切深为0.56 mm 、径向切深即为0.10 mm的组合进行加工。结果显示,该组合铣削图3零件表面时只需要48 min,经验参数需要56 min,加工效率提高了 14.3%,表面粗糙度值为 0.25 μm,小于给定值0.30 μm,降低了16.7%,产品生产效率、加工质量得到明显提高。

图3 试验产品
4 结语
遗传算法在解决约束型非连续函数寻优问题中具有收敛速度快等优点,用此方法,可优化高速铣削参数,使产品生产质量和加工效率进一步得到提高。在实际生产中,可根据具体要求,对寻优方案进行适当的增减,以满足更好地实际需要。
[1] 周 明,孙树栋.遗传算法原理及应用[M].北京:国防工业出版杜,1999.
[2] 汪振华.高速铣削AlMn1Cu表面粗糙度变化规律及铣削参数优化研究[J].南京理工大学学报(自然科学版),2010,34(4):537-542.
[3] 李小忠,龚光荣,陈阿娣.基于回归遗传算法的高速铣削工艺参数优化[J].装备制造技,2009(7):48-49.
[4] 王清明,王克琦.数控加工铣削参数的优化[J].煤矿机械,2007(10):47-48.
[5] 刘建峰,孙雅洲,卢泽生.基于遗传算法的微细铣削加工参数优化[J].航空精密制造技术,2010,46(5):23-24.
猜你喜欢
计算机仿真(2022年8期)2022-09-28
甘肃科技(2020年20期)2020-04-13
模具制造(2019年4期)2019-06-24
郑州大学学报(工学版)(2018年2期)2018-04-13
石油地球物理勘探(2017年2期)2017-11-23
中央民族大学学报(自然科学版)(2017年1期)2017-06-11
统计与决策(2017年2期)2017-03-20
制造技术与机床(2017年12期)2017-02-02
材料科学与工程学报(2016年2期)2017-01-15
中国塑料(2016年11期)2016-04-16