机械活化协同微波法制备高取代度柠檬酸酯淀粉
2014-05-31 02:38杨家添张秀姣欧诗德
中国粮油学报 2014年12期
陈 渊 杨家添 张秀姣 欧诗德 江 靖 王 婕
(玉林师范学院化学与材料学院1,玉林 537000)
(玉林师范学院数学与信息学院2,玉林 537000)
柠檬酸酯淀粉(Citrate Starch)为柠檬酸与淀粉内葡萄糖羟基发生酯化反应而生成的淀粉衍生物。在酯化反应过程中,柠檬酸又起到了交联剂的作用。由于淀粉在被柠檬酸基团取代后可以在加热过程中阻止淀粉颗粒的吸水膨胀与糊化,具有抵抗酶降解的功能,并且能够增加人体所需的膳食纤维,可广泛地应用于食品行业中[1-2]。Klaushofer等[3]采用湿法对柠檬酸酯淀粉的制备及理化特性进行了研究,但取代度低、反应时间长,能耗高,在后处理过程中易造成水体污染、淀粉流失,效率极低。Sang等[4]运用压热法,通过响应面优化了柠檬酸大米淀粉酯的制备工艺,最优工艺条件为:温度128.4℃、反应时间13.8 h、0.1 mol/L柠檬酸溶液 26.2 mL/20 g淀粉,此时柠檬酸大米淀粉酯的抗性淀粉含量为54.1%。丁密军[5]利用正交试验,优化柠檬酸豌豆淀粉酯的最佳条件:柠檬酸与淀粉质量比为0.4、反应时间7 h、反应温度140℃、pH值3.5,在此条件下柠檬酸豌豆淀粉酯的取代度为0.132。王恺等[6]以玉米淀粉为原料运用干热处理制备柠檬酸玉米淀粉酯,对影响柠檬酸玉米淀粉酯取代度的因素(温度、反应时间、pH值和柠檬酸浓度)进行了研究,得到的取代度最大为0.15。这些工艺普遍存在反应时间长、取代度低等不足。王步枢等[7-8]采用干法制备了取代度高达0.30的柠檬酸淀粉酯,但其反应效率只有约38%。封禄田等[9]等采用半干法制备柠檬酸玉米淀粉酯,其取代度高达1.44,反应时间则长达5 h。这些研究存在的不足严重影响了柠檬酸淀粉酯的工业化生产和应用。
机械活化淀粉属于物理变性淀粉,是指淀粉在机械活化过程中由于摩擦、碰撞、冲击、剪切等机械力的作用,其结晶结构受到破坏,结晶度降低,最终由多晶态转变成非晶态[10]。黄祖强等[11]、陈渊等[12-14]将机械活化技术引入到变性淀粉行业中,发现有利于化学反应和酶解活性的提高,尤其是通过采用机械活化技术对淀粉进行预处理,再采用酯化剂进行酯化反应,淀粉的化学反应活性提高,有利于醋酸酯化反应的进行,从而制备不同取代度的醋酸酯淀粉,所制备的醋酸酯淀粉性能好[11-14],该法具有操作方便,工艺简单,经济又环保的特点。微波由于具有加热速度快、穿透能力较强、加热易瞬时控制、选择性吸收好、加热效率高等优点,已经作为一种新型的能源广泛应用于食品、化学工业中[15]。目前已有成功将微波技术应用于淀粉的深加工的报道[16],但采用机械活化协同微波干法制备高取代度柠檬酸酯淀粉的研究鲜见报道。本试验以广西丰富的木薯淀粉资源为原料,柠檬酸为酯化剂,氢氧化钠为催化剂,深入探讨机械活化时间、微波功率、微波辐射时间、柠檬酸质量分数、氢氧化钠质量分数及淀粉含水量对酯化反应的取代度和反应效率的影响,并结合正交试验优化工艺条件。用红外光谱(FTIR)和X-射线衍射(XRD)对产品进行表征,探讨其反应机理。该研究可为制备高取代度柠檬酸酯淀粉提供理论依据,为变性淀粉的生产提供新的思路。
1 材料与方法
1.1 原料与仪器
木薯淀粉(工业级):广西明阳生化科技有限公司。
自制机械搅拌磨,由普通直径16 mm钻床改装而成,配置调速电机,可根据试验需要调节搅拌轴的转速,研磨筒为内直径115 mm、高170 mm、有效容积1 200 mL、带冷却套的不锈钢罐,磨介质为直径6 mm的不锈钢磨球;KJ23B—AN型微波炉(额定最大输出功率800 W):广东美的微波炉制造有限公司;FW100型高速万能粉碎机:天津市泰斯特仪器有限公司。
1.2 淀粉的机械活化
参考文献[10],在研磨筒加入磨介质300 mL(堆体积),按试验设计的要求,调节好转速和恒温水浴的温度,放入淀粉50 g,盖上盖板。启动电机,达到规定活化时间后取出物料,将磨球与淀粉分离,样品密封保存,并及时分析。
1.3 柠檬酸酯淀粉的制备
称取柠檬酸质量分数45%(2.25 g,以淀粉干基计),于研钵中磨碎并与木薯淀粉(绝干淀粉)5.00 g混匀后,加入氢氧化钠质量分数6%(0.30 g,以淀粉干基计),磨碎混匀并喷入35%(以淀粉干基计)的蒸馏水,混匀后置于烧杯中用保鲜膜密封,在微波炉中微波功率800 W间歇30 s加热反应5.0 min,取出,用80%乙醇将未反应的柠檬酸洗净,产物于45℃干燥48 h,磨碎、过120目筛、装袋,转入干燥器中备用。
1.4 取代度的测定
柠檬酸酯淀粉取代度(degree of substitution,DS)参考文献[5]的方法进行:精确称取1.000 0 g已充分干燥的研磨样品,置于250 mL锥形瓶中,加入2~3滴酚酞指示剂,用0.1 mol/L氢氧化钠溶液滴至微红色为终点。用25 mL移液管加入25.00 mL 0.5 mol/L氢氧化钠标准溶液,摇匀,在磁力搅拌器上搅拌30 min,进行皂化反应。停止搅拌,用蒸馏水小心冲洗搅拌棒和塞子以及瓶壁口上的溶液,再用0.5 mol/L盐酸标准溶液滴定过量的碱至红色消失。消耗的0.5 mol/L盐酸标准溶液的体积为V1(mL)。另外,在碱皂化过程中,引起少量的降解,会消耗碱量。为消除此影响,需要用原淀粉进行空白滴定,再计算柠檬酸酰基含量、取代度、反应效率。
柠檬酸酰基质量分数:
取代度:
式中:W为样品中柠檬酸酰基质量分数/%;V1为样品消耗盐酸标准溶液体积/mL;V0为空白样消耗盐酸标准溶液体积/mL;C为HCl标准溶液浓度;m0为空白样品称样质量;m1为样品称样质量;162为木薯淀粉的相对分子质量;158为柠檬酸酰基的相对分子质量。
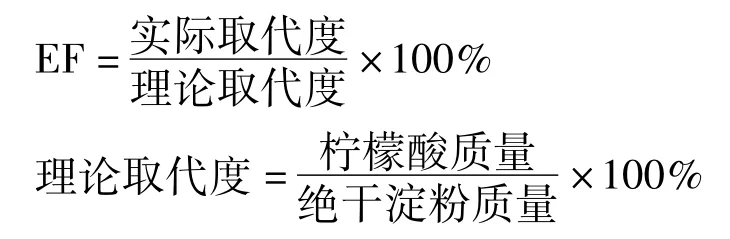
反应效率(EF)的计算公式:
1.5 单因素试验设计
根据前期试验结果,主要考察机械活化时间(0、30、60、90 min)、微波功率[低火档(约 80 W)、中低火档(约240W)、中火档(约400 W)、中高火档(约560W)、高火档(约 800 W)]、微波辐射时间(3.5、4.0、4.5、5.0、5.5 min)、柠檬酸质量分数(30%、35%、40%、45%、50%)、淀粉含水量(20%、25%、30%、35%、40%)、氢氧化钠质量分数(3%、6%、9%、12%、15%)等因素对淀粉酯化反应的影响。以取代度和反应效率为试验指标进行单因素试验。试验中独立样本t检验(显著性检验为t检验)采用SPSS18.0统计软件进行统计学分析处理。
1.6 正交试验设计
经过单因素试验,可以得到各因素对试验结果影响的趋势。根据它们对试验结果影响的趋势确定每个因素的水平。设计四因素三水平的正交试验[L9(34)],以取代度为试验指标,正交试验因素水平表如表1所示。

表1 酯化反应正交试验因素水平表
1.7 溶胀度测定
溶胀度的测定方法参考文献[17]的方法进行:准确称取干燥后的淀粉样品0.5 g于100 mL烧杯中,加入去离子水25 mL制成2%浓度的淀粉液,放入恒温水浴锅中,稍加搅拌,在82~85℃温度中溶胀2 min,取出冷至室温后,用2支刻度离心管分别倒10 mL糊液,对称装入离心沉降机内,开动离心机,缓慢加速至4 000 r/min时,运转2 min,停转,取出离心管,将上层清液倒入一个培养皿中,称其离心管中沉积浆质量m1,再将沉积浆置于另一培养皿中于105℃烘干,称得沉积物干质量m2,计算出淀粉颗粒的溶胀度:溶胀度 =(m1/m2)×100%;式中:m1为沉积浆质量/g;m2为沉积物干质量/g。
1.8 结构表征
采用美国Spectrum100型傅里叶红外光谱仪(FTIR)木薯淀粉样品的分子基团进行表征。将2 mg试样和200 mg KBr混合压片法来测试,扫描范围4 000~500 cm-1;采用德国D8 ADVANCE型X射线粉末衍射仪对木薯淀粉样品的结晶结构进行观察。具体操作条件为:特征射线Cukα,Ni片滤波,电压为40 kV,电流30 mA,测量范围2θ=5°~80°。
2 结果与分析
2.1 不同反应条件对酯化反应的影响
2.1.1 机械活化时间对酯化反应的影响
在微波功率800W、微波辐射时间5.0 min、淀粉含水量35%(与木薯淀粉干基质量比,下同)、柠檬酸质量分数45%、氢氧化钠质量分数6%条件下,考察机械活化时间0、30、60、90 min对淀粉酯化反应的影响,结果如图1所示。由图1可知,木薯淀粉经机械活化预处理后其酯化淀粉的取代度和反应效率均比原淀粉高,在相同条件下原淀粉的取代度和反应效率仅为0.166 2、36.93%,而活化60 min的木薯淀粉取代度和反应效率分别为0.390 9、86.87%,均为原淀粉的2倍多。这是因为木薯淀粉在机械活化过程中,颗粒表面和结晶结构受到不同程度的破坏,流动性增强,而且在磨合过程中,易形成凹凸的磨合面,利于试剂与淀粉充分混匀,利于酯化反应的进行[11]。活化时间过长,强机械力作用会使得淀粉分子发生聚集,淀粉晶体结构产生位阻效应,增强酯化剂与淀粉进行酯化反应的难度,所以,当活化时间达到60 min后取代度和反应效率开始下降。使用SPSS系统进行数据分析,数据在5%显著水平内,不同机械活时间之间淀粉取代度差异显著。所以,淀粉最佳活化时间为60 min。

图1 机械活化时间对取代度反应效率的影响
2.1.2 微波功率对酯化反应的影响
在微波辐射5.0 min、淀粉含水量35%、柠檬酸质量分数45%、氢氧化钠质量分数6%条件下,分别以机械活化60 min木薯淀粉和木薯原淀粉为原料,考察微波功率为 80、240、400、560、800 W对酯化反应的影响,结果如图2~图3所示。
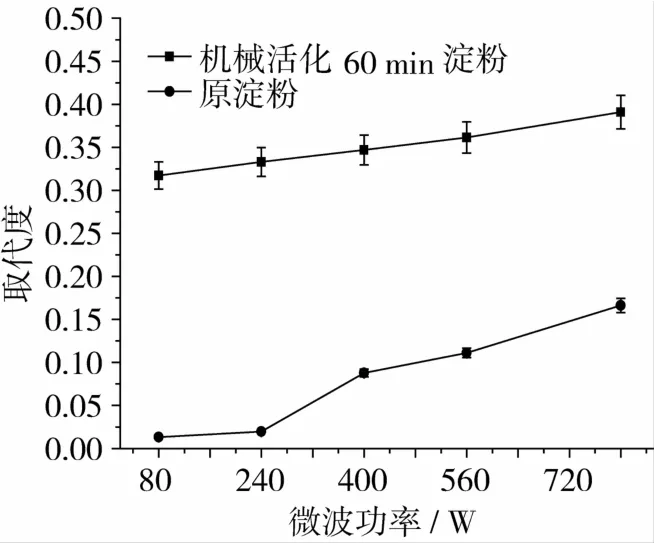
图2 微波功率对取代度影响

图3 微波功率对反应效率的影响
由图2~图3可以看出,随着微波功率的增加,原淀粉酯和机械活化60 min淀粉酯的取代度和反应效率均呈上升趋势。提高微波功率可以加强微波的穿透能力,加速反应的进行,产品取代度和反应效率相应地增大。这一结果与史巧玲等[18]的研究结果一致。从图2~图3中还可以看出,机械活化淀粉的取代度和反应效率始终大大高于原淀粉的。这是因为淀粉经机械活化后,化学活性增加,有利于淀粉与柠檬酸发生酯化反应,使用SPSS系统进行数据分析,数据在5%显著水平内,不同微波功率之间淀粉取代度差异显著。因此,选择微波炉功率为800 W。
2.1.3 微波辐射时间对酯化的影响
在微波功率800 W、淀粉含水量35%、柠檬酸质量分数45%、氢氧化钠质量分数6%条件下,分别以机械活化60 min木薯淀粉和木薯原淀粉为原料,考察微波辐射时间为 3.5、4.0、4.5、5.0、5.5 min对酯化反应的影响,结果如图4~图5所示。由图4~图5可以看出,随着微波加热时间的延长,2种淀粉酯化的取代度和反应效率随之增加;当加热时间到达5.0 min后,继续延长加热时间,淀粉酯的取代度和反应效率均变化不大,活化淀粉的取代度和反应效率还略有下降。这是由于反应时间过短,反应不完全,取代度和反应效率较低;而增大反应时间可以使柠檬酸更为充分的与淀粉分子上的羟基反应,从而提高反应效率。但是,随着时间的延长,酸浓度降低,同时酯化反应使淀粉链不断交联,限制了反应的进一步发生。另外,反应时间过长会引起反应物局部过热,导致部分淀粉碳化。使用SPSS系统进行数据分析,数据在5%显著水平内,不同微波辐射时间之间淀粉取代度差异显著。所以,微波加热时间为控制在5.0 min较适宜。
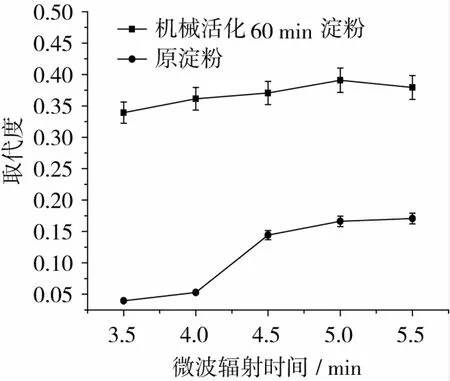
图4 微波辐射时间对取代度的影响
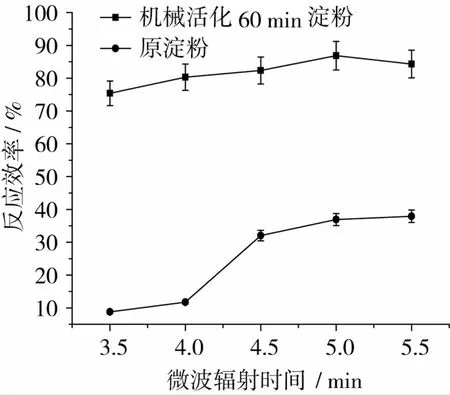
图5 微波辐射时间对反应效率的影响
2.1.4 柠檬酸质量分数对酯化反应的影响
图6~图7为在微波功率800 W、微波辐射时间5.0 min、淀粉含水量35%、氢氧化钠质量分数6%条件下,分别以机械活化60 min木薯淀粉和木薯原淀粉为原料,考察柠檬酸质量分数为30%、35%、40%、45%、50%对酯化反应的影响。当柠檬酸质量分数为30%~45%时,原淀粉和活化淀粉的取代度均随柠檬酸的用量增加而增大;当柠檬酸质量分数为超过45%后呈下降趋势。造成这种现象的原因是一定质量淀粉的羟基含量是一定的,当柠檬酸与其发生脱水缩合反应后,羟基含量减少,同时酯化交联产生的空间位阻减缓了反应的进一步发生。在试验的过程中还发现添加较多的柠檬酸,会使柠檬酸与淀粉混合物黏度增大,不利于混合物的反应;最后制备得到的柠檬酸酯呈现出黄色的程度越严重。使用SPSS系统进行数据分析,数据在5%显著水平内,不同柠檬酸质量分数之间淀粉取代度差异显著。因此,柠檬酸质量分数最佳用量为45%。
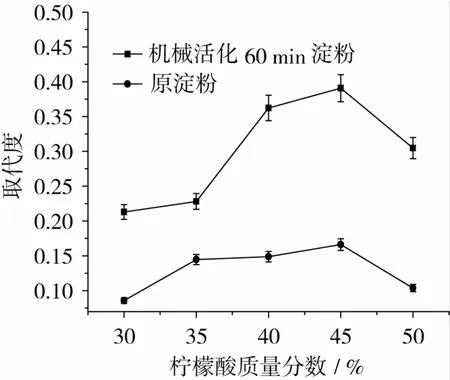
图6 柠檬酸质量分数对取代度的影响
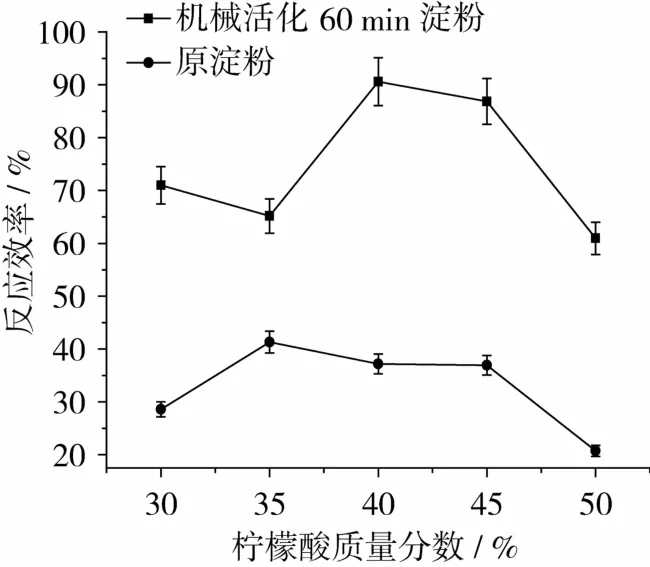
图7 柠檬酸质量分数对反应效率的影响
2.1.5 氢氧化钠质量分数对酯化反应的影响
在微波功率800W、微波辐射时间5.0 min、淀粉含水量35%、柠檬酸质量分数45%条件下,以机械活化60 min木薯淀粉和木薯原淀粉为原料,考察氢氧化钠用量为3%、6%、9%、12%、15%对淀粉酯化反应的影响,结果如图8~图9所示。
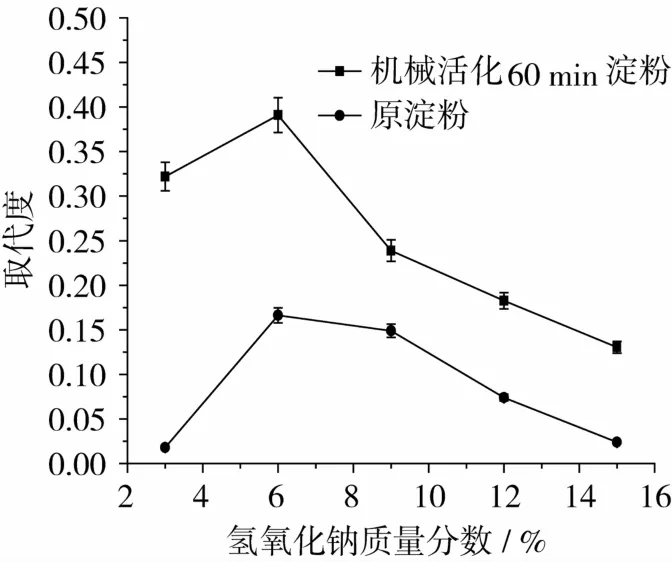
图8 氢氧化钠质量分数对取代度的影响
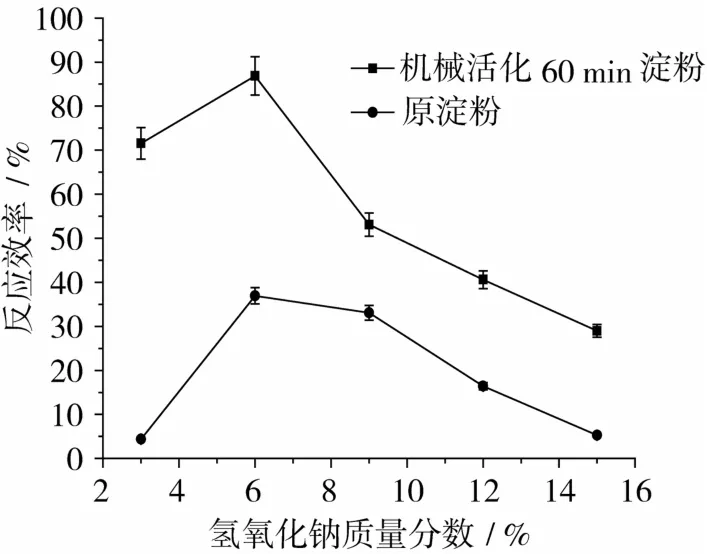
图9 氢氧化钠质量分数对反应效率的影响
由图8~图9可知,氢氧化钠质量分数3%~6%时,原淀粉和活化淀粉的取代度和反应效率直线上升,但当氢氧化钠质量分数超过6%后,2种淀粉的取代度和反应效率均下降。这是因为氢氧化钠既是催化剂又可调节物料的pH值,淀粉在低pH值的条件下,可增大晶粒的溶胀程度,有力于化学试剂作用发生反应;但随着氢氧化钠用量的增加,淀粉溶胀程度减小,反应效率降低。从图8~图9中还可以看出,机械活化淀粉的取代度和反应效率始终高于原淀粉,进一步表明活化淀粉对催化剂和pH值的依赖性降低。使用SPSS系统进行数据分析,数据在5%显著水平内,不同氢氧化钠质量分数之间淀粉取代度差异显著。因此,最佳氢氧化钠质量分数为6%。
2.1.6 淀粉含水量对酯化反应的影响
在微波功率800W、微波辐射时间5.0 min、柠檬酸质量分数45%、氢氧化钠质量分数6%条件下,以机械活化60 min木薯淀粉和木薯原淀粉为原料,考察淀粉含水量为20%、25%、30%、35%、40%对淀粉酯化反应的影响,结果如图10~图11所示。
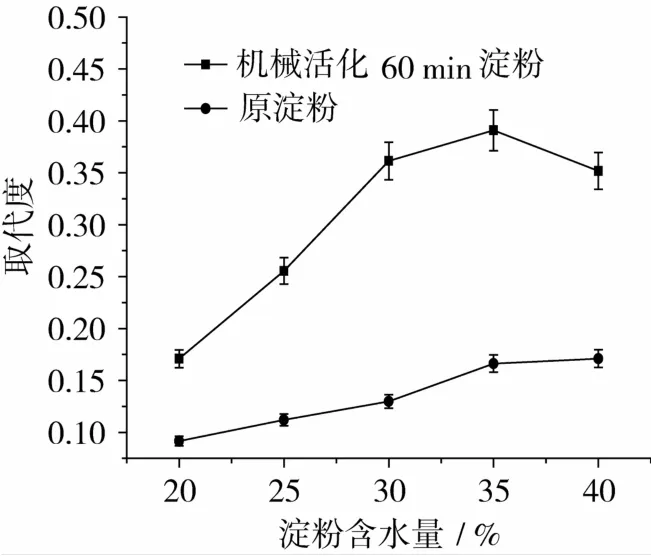
图10 淀粉含水量对取代度的影响
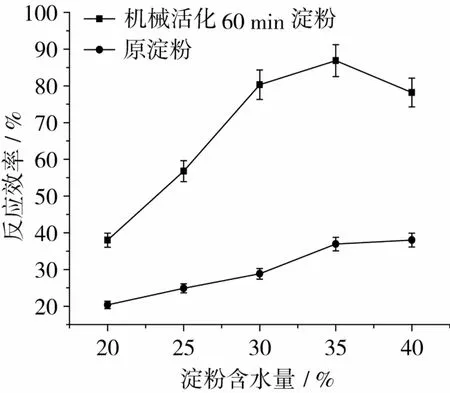
图11 淀粉含水量对反应效率的影响
由图10~图11可知,机械活化60 min淀粉的取代度和反应效率随淀粉含水量的增加而增加,但当含水量达35%后呈下降趋势,而原淀粉一直呈上升趋势,因为微波反应中物质对微波的吸收率主要是由介电常数和节电损耗正切来决定的。物料中的游离水含量是影响物料介电常数的主要因素,又因水是极性分子,易极化,所以随水分含量的增加,介电损耗大,从而促进微波加热效率的提高[19]。而经机械活化后的淀粉化学活性变大,对反应条件的依赖性比原淀粉的低,甚至会对试剂用量形成“饱和”状态。当水含量超过“饱和”状态时,氢氧化钠浓度下降,催化能力下降导致酯化反应的取代度和反应效率呈下降趋势,而原淀粉则需通过加大含水量以加大原淀粉的溶胀性,以使得试剂能够深入淀粉晶体结构中,从而进行酯化反应。使用SPSS系统进行数据分析,数据在5%显著水平内,不同淀粉含水量之间淀粉取代度差异显著。所以,活化淀粉的最佳含水量为35%。
2.2 酯化反应的条件优化
根据单因素试验结果,可知各个因素在酯化反应中相互影响,为了确定机械活化协同微波法制备柠檬酸淀粉酯的最佳工艺条件,以机械活化60 min淀粉为原料,采用淀粉含水量、微波辐射时间、柠檬酸质量分数、氢氧化钠质量分数等因素进行正交试验。根据单因素试验结果,每个因素取3水平安排L9(34)正交试验,以取代度为试验指标,见表2。
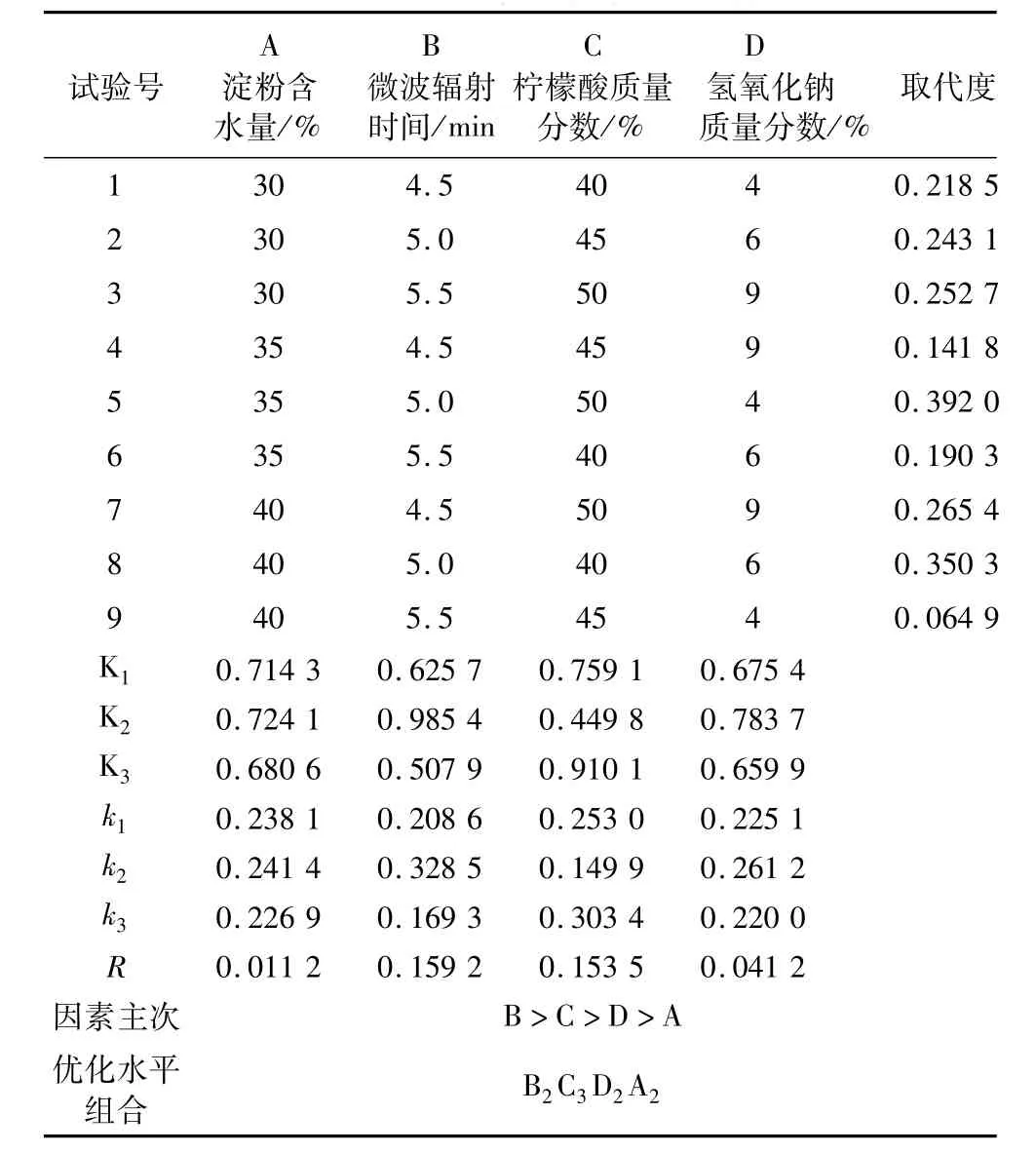
表2 L9 (34)正交试验结果与分析
从表2的极差分析结果可知,微波辐射时间和柠檬酸用量对取代度的影响较大,氢氧化钠用量和淀粉含水量对取代度的影响较小。因此,在所选择的试验范围内,各因素最优水平组合应为B2C3D2A2。确定机械活化协同微波法制备柠檬酸酯淀粉最佳工艺条件:在微波功率800 W条件下,淀粉含水量35%,微波辐射时间5.0min,柠檬酸质量分数50%,氢氧化钠质量分数6%。在该试验条件下微波法制备柠檬酸酯淀粉的取代度0.399 8,反应效率88.84%。
2.3 溶胀度分析
对于低交联度的交联淀粉,受热糊化时黏度变化比较大,可根据低温时的溶胀和较高温度时的糊化进行测定,而高交联度的交联淀粉在沸水中也不糊化,故只能测定淀粉颗粒的溶胀度。表3列出了采用机械活化60 min木薯淀粉制备的不同取代度柠檬酸酯淀粉的溶胀度。从表3中可以看到,柠檬酸酯淀粉的溶胀度要小于原淀粉,并且随着柠檬酸酯淀粉取代度的增大溶胀度反而减小。这主要是由于淀粉颗粒中交联的柠檬酸酯淀粉生成,这种键合作用要强于颗粒中氢键的作用力,阻碍了淀粉颗粒的溶胀;另外,随着取代度的增大,交联淀粉含量也随之增加,故这种键合作用将会更加明显,因而淀粉颗粒溶胀度随之减小[20]。利用柠檬酸酯淀粉溶胀度低、难于糊化等特点,将其添加到热塑性淀粉中,作为增强组分,可改善热塑性淀粉在力学性能、阻水等方面的不足。
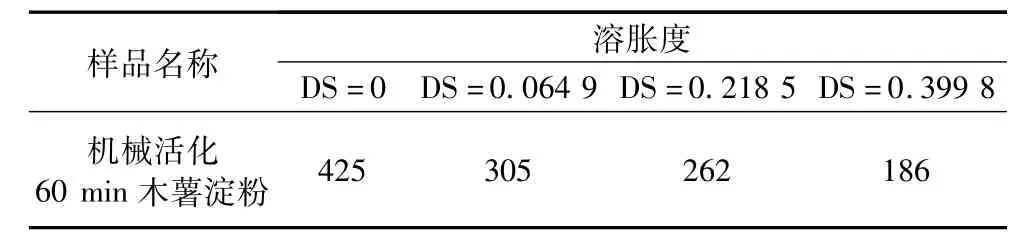
表3 不同取代度的木薯柠檬酸酯淀粉的溶胀度/%
2.4 红外光谱分析
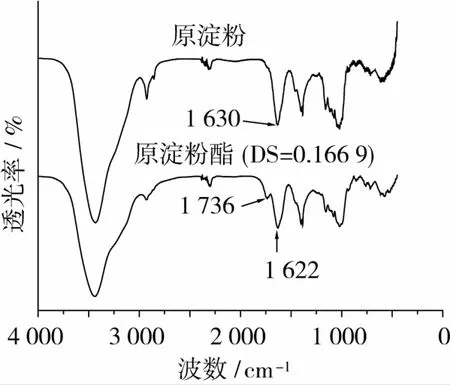
图12 原淀粉和原淀粉酯的红外图谱
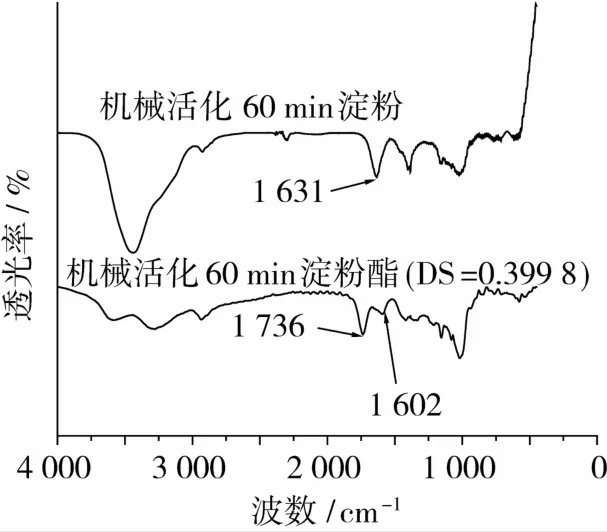
图13 机械活化60min淀粉和活化淀粉酯的红外图谱
木薯原淀粉、活化淀粉及其酯化淀粉的红外光谱如图12~图13所示与原淀粉比较,柠檬酸酯淀粉在氢键区、饱和碳氢键区、指纹区吸收峰的形状、位置基本相同。所不同的是在官能团区中,酯化后的淀粉均在1 736 cm-1处出现了新的吸收峰,这是酯键中羰基振动的特征峰,表明酯化反应确实发生,所生成的产物为柠檬酸酯淀粉[7]。
2.5 X-射线衍射分析
木薯原淀粉、活化淀粉及其酯化淀粉的X-射线衍射图谱如图14~图15所示。从图14~图15中可以看出,木薯淀粉经活化60 min后,尖峰基本消失,曲线呈现一个面包峰在19°附近,说明原淀粉在机械力作用下晶构发生变化,使得原淀粉由结晶态转变为非结晶态,其结晶程度下降。通过对比各个图谱,可以看出,木薯原淀粉在发生酯化反应后,结晶程度下降,而机械活化60 min木薯淀粉在发生酯化反应后,但由于取代度较低,特征吸收峰的位置无明显变化。主要原因是机械活化淀粉在发生酯化反应前已由结晶态转变为非结晶态,而酯化反应主要发生在非晶区。
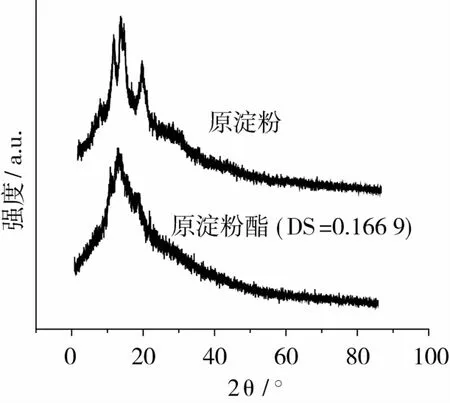
图14 原淀粉和原淀粉酯X-射线衍射图
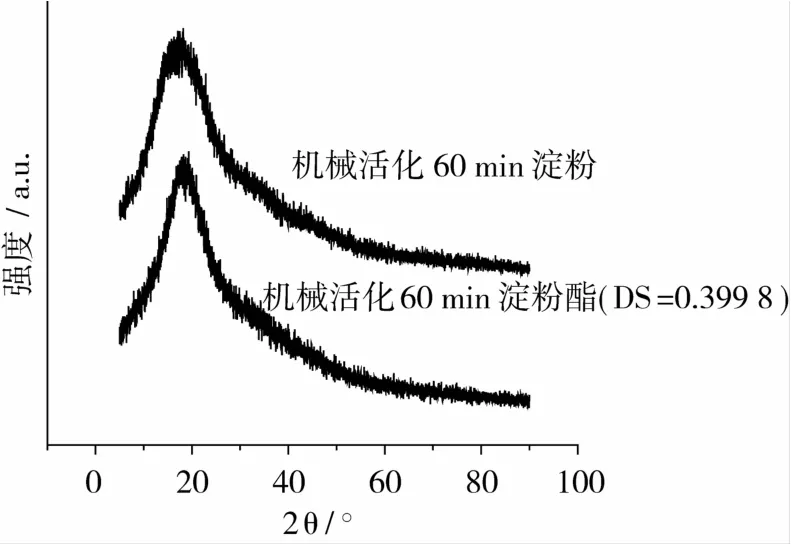
图15 机械活化60 min淀粉和其淀粉酯X-射线衍射图
3 结论
采用机械活化协同微波法制备木薯柠檬酸酯淀粉,开展了制备工艺和产物结构表征的研究。
3.1 机械活化对木薯淀粉的柠檬酸酯化反应有显著的强化作用,可在较短的时间内制备高取代度产物。其强化机理在于淀粉的机械活化预处理一方面可使其致密性的表面结构受到破坏,形成疏松的凹凸不平的表面,有利于酯化试剂的渗透与反应;另一方面使结晶结构受到破坏,产生晶格缺陷,结晶度下降,酯化试剂内扩散阻力下降,更容易渗透到颗粒结晶区域使淀粉柠檬酸酯化。
3.2 通过正交试验对工艺条件的优化,机械活化协同微波法制备柠檬酸淀粉酯的最佳工艺条件:微波功率800 W、淀粉含水量35%,微波辐射时间5.0 min,柠檬酸质量分数50%,氢氧化钠质量分数6%。在该试验条件下制得的柠檬酸酯淀粉的取代度为0.399 8,反应效率为88.84%。
3.3 交联后的木薯柠檬酸酯淀粉在淀粉颗粒内部通过键合作用阻碍了淀粉颗粒溶胀,并且随着取代度的增大,交联淀粉含量也不断增加,淀粉颗粒内的键合作用加强,颗粒则更难溶胀。
3.4 FTIR图谱显示,酯化淀粉在1 736 cm-1处出现的肩峰,是酯键— C== O的特征吸收峰,可以证明淀粉分子成功发生了酯化变性反应。
3.5 机械活化协同微波干法制备高取代度柠檬酸酯淀粉,工艺相对湿法简单,反应时间大大缩短,既经济又环保。
[1]Hood L F,Arneson V G.In vitro digestibility of hydroxypropyl distarch phosphate andunmodified tapioca starch[J].Cereal Chemistry,1976,53(2):282-290
[2]Xie X J,Liu Q.Development and physicochemical characterization of new resistant citrate starch from different corn starches[J].Starch,2004,56(8):364-370
[3]Klaushofer H,Berghofer E,Steyrer W.Stärkecitrateproduktion und Anwendungs-technische Eigenschaften[J].Starch-Stärke,1978,30(3):47-51
[4]Sang IS,Chang J L.Formation,characterization,and glucose response in mice torice starch with low digestibility produced by citric acid treatment[J].Journal of Cereal Science,2007,45(1):24-33
[5]丁密军.柠檬酸改性豌豆淀粉的研究[D].天津:天津大学,2008
[6]王恺,刘亚伟,李书华,等.高取代度柠檬酸酯淀粉的制备[J].粮油加工,2006(10):84-86
[7]王步枢,邬应龙.柠檬酸甘薯淀粉酯制备工艺优化及性质研究[J].食品科学,2012,33(24):86-91
[8]王步枢.柠檬酸淀粉酯及其复合变性淀粉制备与性质研究[D].雅安:四川农业大学,2012
[9]封禄田,曾波,王晓波.柠檬酸改性玉米淀粉的研究[J].沈阳化工大学学报,2011,25(2):105-109
[10]黄祖强,陈渊,钱维金,等.机械活化对玉米淀粉结晶结构与化学反应活性的影响[J].化工学报,2007,58(5):1307-1313
[11]黄祖强,陈渊,钱维金,等.机械活化对木薯淀粉醋酸酯化反应的强化作用[J].过程工程学报,2007,7(3):501-505
[12]陈渊,谢祖芳,朱万仁,等.机械活化玉米淀粉乙酰化反应的研究[J].食品工业科技,2009,30(3):217-219,222
[13]陈渊,李家贵,黄祖强,等.醋酸酯化对机械活化玉米淀粉微生物性能的影响[J].食品工业科技,2010,31(9):110-113
[14]陈渊,杨家添,黄祖强,等.机械活化对木薯淀粉醋酸酯化产物理化特性的影响[J].食品科技,2009,34(9):235-241
[15]金钦汉.微波化学[M].北京:科学出版社,1999:76-80
[16]Palav T,Seetharaman K.Impactofmicrowave heating onthe physicochemical properties of a starch-water modelsystem[J].Carbohydrate Polymers,2007,67(4):596-604
[17]张燕萍.变性淀粉制造与应用[M].北京:化学工业出版社,2001:48-50
[18]史巧玲,张燕萍.微波法酸解和酯化复合变性淀粉的制备及其性质的研究[J].食品研究与开性发,2006,27(1):47-50
[19]陈卫.微波食品[M].北京:中国轻工业出版社.1999:22-24
[20]Xie X J,Liu Q.Development and physicochemical characterization of new resistant citrate starch from different corn starches[J].Starch/Stärke,2004,56:364-370.
猜你喜欢
江西水产科技(2022年2期)2022-05-17
能源化工(2021年6期)2021-12-30
现代仪器与医疗(2021年1期)2021-06-09
酿酒科技(2021年5期)2021-06-06
益寿宝典(2018年8期)2018-10-22
世界热带农业信息(2018年11期)2018-01-17
中国酿造(2017年10期)2017-11-17
妇女之友(2017年8期)2017-10-24
广东第二课堂·小学(2017年5期)2017-05-27
云南中医学院学报(2015年1期)2015-07-31