活性炭基固体酸催化合成酒用脂肪酸乙酯的研究
2017-11-17 09:41王宇鹏
中国酿造 2017年10期
李 佳,赵 华*,李 伟,李 燕,王宇鹏
(天津科技大学 生物工程学院,天津 300457)
活性炭基固体酸催化合成酒用脂肪酸乙酯的研究
李 佳,赵 华*,李 伟,李 燕,王宇鹏
(天津科技大学 生物工程学院,天津 300457)
以白酒酒糟为原料,通过浓硫酸磺化制备了活性炭基固体酸催化剂,并催化合成乙酸乙酯、乳酸乙酯、己酸乙酯和丁酸乙酯4种酒用脂肪酸乙酯。结果表明,乙酸乙酯最佳反应条件为活性炭基固体酸催化剂添加量3%,酸醇物质的量比1∶5,酯化时间4 h,酯化温度80℃,酯化率达86%;乳酸乙酯最佳反应条件为催化剂添加量4%,酸醇物质的量比1∶8,酯化时间10 h,酯化温度95℃,酯化率达76%;己酸乙酯最佳反应条件为催化剂添加量4%,酸醇物质的量比1∶10,酯化时间12 h,酯化温度98℃,酯化率达68%;丁酸乙酯最佳反应条件为催化剂添加量4%,酸醇物质的量比1∶9,酯化时间8 h,酯化温度90℃,酯化率达73%。活性炭基固体酸催化剂可以重复使用6次。
活性炭基固体酸催化剂;乙酸乙酯;乳酸乙酯;己酸乙酯;丁酸乙酯;酯化反应
白酒是我国的民族产业,是世界六大蒸馏酒之一[1]。白酒中检出的香味成分有近1 000种,但主要的香气成分是酯类物质,其中乙酸乙酯、乳酸乙酯、己酸乙酯和丁酸乙酯这4种酯占白酒总酯含量的90%以上[2]。乙酸乙酯和乳酸乙酯相互搭配协调构成了清香型白酒的主体香气[3]。己酸乙酯是浓香型白酒的主体香味成分[4-5],其含量高低直接影响浓香型白酒的质量,其中还有适量的丁酸乙酯。米香型白酒中的香气主要是乳酸乙酯,乙酸乙酯含量稍低[6]。
在传统工业生产中,这4种酒用脂肪酸乙酯的合成主要以浓硫酸及其他液体强酸作为催化剂,存在反应产物分离困难、副产物多、酸废水量大、环境污染严重等缺点[7-9]。与传统液体酸相比,固体酸催化剂活性高、容易与反应物分离、对设备无腐蚀性,对环境污染小,且容易回收、可重复使用,因此,逐渐取代液体酸催化剂,得到了广泛的应用[10-12]。炭基固体酸是一种新兴的固体酸材料,用木质纤维素类生物质作原料,经炭化和磺化制备,由于其低廉的制备成本和较高的催化活性,引起了国内外学者的广泛关注[13-15]。
该实验以白酒酒糟为原料制备活性炭,以活性炭为载体,通过磺化制备活性炭基固体酸催化剂,催化合成乙酸乙酯、乳酸乙酯、己酸乙酯和丁酸乙酯这4种酒用脂肪酸乙酯。考察了催化剂添加量、酸醇物质的量比、酯化时间和酯化温度对不同酯化反应的影响。得出反应的最优条件,同时还对活性炭基固体酸催化剂的稳定性进行了考察,为提高白酒质量提供实验依据。
1 材料与方法
1.1 材料与试剂
白酒酒糟:天津市宁河县酒厂;氢氧化钠(分析纯):天津市化学试剂一厂;氯化锌(分析纯):国药集团化学试剂有限公司;浓硫酸(分析纯):北京化工厂;冰醋酸、乳酸、己酸、丁酸、无水乙醇(均为分析纯):天津市光复科技发展有限公司。
1.2 仪器与设备
HH-4可调型恒温水浴锅:天津市中环实验电炉有限公司;WH220-Plus加热磁力搅拌器:德国WIGGENS集团;DGG-101-3电热恒温鼓风干燥箱:天津市天宇机电有限公司;SH2-D(Ⅲ)循环水真空泵:河南省予华仪器有限公司;傅里叶变换红外光谱仪:德国布鲁克光谱仪公司。
1.3 实验方法
1.3.1 活性炭基固体酸催化剂的制备
通过ZnCl2化学活化煅烧法将白酒酒糟制备成活性炭。称取制得的活性炭,研磨粉碎,与浓硫酸混合,在80℃条件下磺化24 h。反应结束冷却至室温后,用蒸馏水反复洗涤混合物至中性,在121℃条件下干燥12 h,冷却后置于干燥器中备用。
1.3.2 催化剂表征
取适量活性炭基固体酸催化剂,用溴化钾混合压片,在傅里叶红外光谱(Fouriertransform-infraredspectroscopy,FT-IR)仪中进行红外光谱扫描分析,扫描范围为400~4 000 cm-1,分辨率4 cm-1,扫描32次,得活性炭基固体酸催化剂傅里叶变换红外光谱学扫描图谱。
1.3.3 活性炭基固体酸催化酯化反应
酯化反应的影响因素主要有活性炭基固体酸催化剂的添加量、酸醇物质的量比、酯化时间和酯化温度,以酯化率为评价指标,分别考察不同酯化反应的最优条件。
1.3.4 固体酸催化酯化反应
在回流瓶中加入不同比例的乙醇、冰醋酸(乳酸、己酸和丁酸)和活性炭基固体酸催化剂,加热回流一段时间后,静置冷却至室温,倾出反应液,测定反应的酯化率。酯化率按下面的公式计算:
2 结果与分析
2.1 活性炭基固体酸催化剂红外光谱表征
利用傅里叶红外光谱仪测定炭基固体酸的结构类型。FT-IR是借助小分子物质吸附于固体酸表面这一特性,依据固体酸内部特定键的振动频率大小确定固体酸的性质和结构。对制得的催化剂进行傅里叶红外光谱表征,结果见图1。
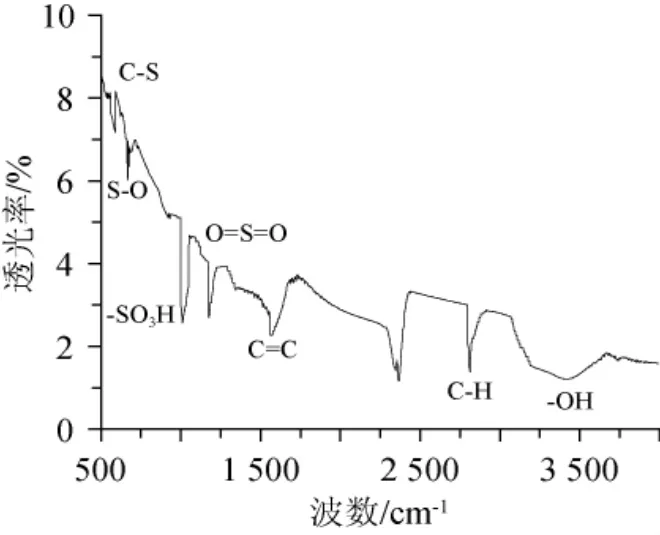
图1 活性炭基固体酸催化剂红外光谱图Fig.1 IR spectrogram of activated-carbon based solid acid catalyst
由图1可知,1 592 cm-1附近的吸收峰是由C=C伸缩振动引起的;2 850 cm-1附近的吸收峰是由C-H伸缩振动引起的;3 300~3 600 cm-1存在较宽的谱带,该处所产生的频率较低的吸收峰源于O-H的伸缩振动;在500~1 500 cm-1存在炭基活性炭基固体酸催化剂的特征峰,C-S(573 cm-1),S-O(752 cm-1),-SO3H(1 031 cm-1),O=S=O(1 185 cm-1),这些伸缩振动峰中含S官能团的存在表明了以活性炭为载体、浓硫酸磺化制备活性炭基固体酸催化剂的过程,同时也显示了活性炭基固体酸具有催化性能。
2.2 活性炭基固体酸催化酯化反应
2.2.1 活性炭基固体酸催化剂添加量对酯化反应的影响
固定乙酸和乙醇物质的量比为1∶4,酯化温度为80℃,反应时间为4 h;固定乳酸和乙醇物质的量比为1∶8,酯化温度为95℃,反应时间为8 h;固定己酸和乙醇物质的量比为1∶8,酯化温度为98℃,反应时间为10 h;固定丁酸和乙醇物质的量比为1∶5,酯化温度为90℃,反应时间为8 h。改变活性炭基固体酸催化剂的添加量,考察活性炭基固体酸催化剂的添加量(以酸质量为标准)对不同酯化反应的影响,结果见图2。
由图2a可知,随着活性炭基固体酸催化剂添加量的增加,乙酸乙酯酯化率逐渐增大。当活性炭基固体酸催化剂添加量为乙酸质量的3%时,酯化率达最大值85%,活性炭基固体酸催化剂添加量继续增加,酯化率不再上升。故乙酸和乙醇酯化时最佳的活性炭基固体酸催化剂添加量为乙酸质量的3%。
由图2b可知,随着活性炭基固体酸催化剂添加量的增多,活性基团数目增多,乳酸乙酯酯化率增加。当活性炭基固体酸催化剂添加量达到乳酸质量的4%时,酯化率达到最大值76%。继续增加活性炭基固体酸催化剂的添加量,酯化率基本保持不变。故乳酸和乙醇酯化时最佳的活性炭基固体酸催化剂添加量为乳酸质量的4%。
由图2c可知,随着活性炭基固体酸催化剂添加量的增大,己酸乙酯酯化率随之升高,当活性炭基固体酸催化剂的添加量为己酸质量的4%时,酯化率达到最大值69%,继续增加活性炭基固体酸催化剂的量,酯化率开始有所下降。故己酸和乙醇酯化时最佳的活性炭基固体酸催化剂添加量为己酸质量的4%。
由图2d可知,随着活性炭基固体酸催化剂添加量的增多,活性基团数量增多,丁酸乙酯酯化率增加。当活性炭基固体酸催化剂的添加量为丁酸质量的4%时,酯化率达到最大值73%。继续增加活性炭基固体酸催化剂的量,酯化率有所下降。故丁酸和乙醇酯化时最佳的活性炭基固体酸催化剂添加量为丁酸质量的4%。

图2 活性炭基固体酸催化剂添加量对不同酯化反应的影响Fig.2 Effect of activated-carbon based solid acid catalyst addition on different esterification reaction
2.2.2 酸醇物质的量比对酯化反应的影响
固定活性炭基固体酸催化剂添加量为乙酸质量的3%,酯化时间为4 h,酯化温度为80℃;固定活性炭基固体酸催化剂添加量为乳酸质量4%,酯化时间8 h,酯化温度为95℃;固定活性炭基固体酸催化剂添加量为己酸质量的4%,酯化时间为10 h,酯化温度为98℃;固定活性炭基固体酸催化剂的添加量为丁酸质量的4%,酯化时间为8 h,酯化温度为90℃。改变酸醇物质的量比,考察酸醇物质的量比对不同酯化反应的影响,结果见图3。
由图3a可知,随着乙醇含量的增加乙酸乙酯酯化率上升,当酸醇物质的量比为1∶5时,酯化率达到最高为85%,继续增加乙醇的量,酯化率基本不再变化。因此,乙酸和乙醇酯化时适宜的酸醇物质的量比为1∶5。
由图3b可知,当乳酸与乙醇的物质的量比为1∶2~1∶8的范围内时,乳酸乙酯酯化率随着乙醇量的增加逐渐增加。当酸醇物质的量比为1∶8时酯化率高达76%。继续增加乙醇的量,酯化率不再升高。因此,乳酸和乙醇酯化时适宜的酸醇物质的量比为1∶8。
由图3c可知,增加乙醇的量,己酸乙酯酯化率随之增大,当己酸与乙醇物质的量比达到1∶10时,酯化率达到最高68%,继续增加乙醇含量,体系中乙酸的量不足,酯化率基本不再增加。因此,己酸和乙醇酯化时适宜的酸醇物质的量比为1∶10。
由图3d可知,当丁酸与乙醇的物质的量比为1∶3时,酯化率较低。随着乙醇量的增加,酯化率逐渐上升。当丁酸和乙醇的物质的量比达到1∶9时,酯化率达到最大值72.7%,再继续增加乙醇的量,反应达到平衡,酯化率几乎保持不变。因此,丁酸与乙醇酯化时适宜的酸醇物质的量比为1∶9。
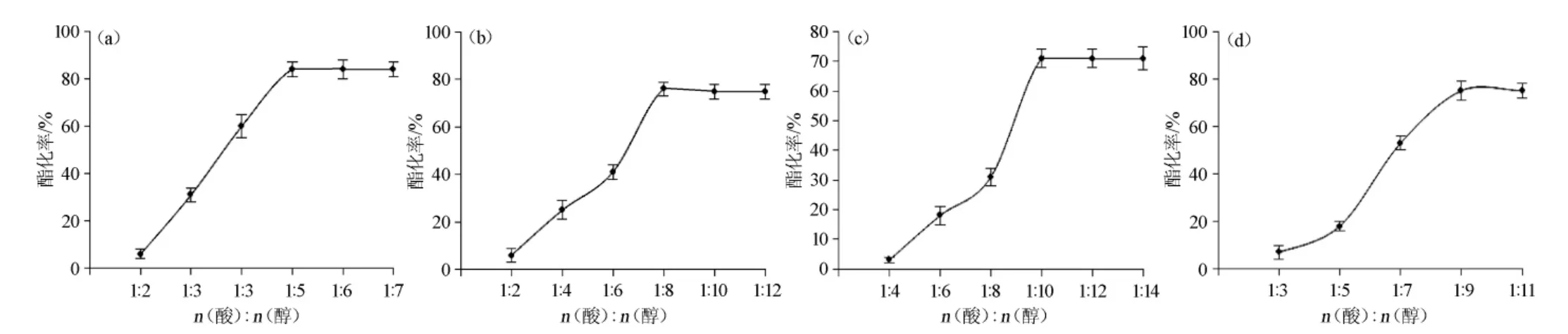
图3 酸醇物质的量比对不同酯化反应的影响Fig.3 Effect of acid to ethanol ratio on different esterification reaction
2.2.3 酯化时间对酯化反应的影响
固定乙酸与乙醇物质的量比为1∶5,活性炭基固体酸催化剂添加量为乙酸质量的3%,酯化温度为80℃;固定乳酸与乙醇的物质的量比为1∶8,活性炭基固体酸催化剂添加量为乳酸质量的4%,酯化温度为95℃;固定己酸与乙醇物质的量比为1∶10,活性炭基固体酸催化剂添加量为己酸质量的4%,酯化温度为98℃;固定丁酸与乙醇物质的量比为1∶9,活性炭基固体酸催化剂添加量为丁酸质量的4%,酯化温度为90℃。改变反应时间,考察酯化时间对不同酯化反应的影响,结果见图4。
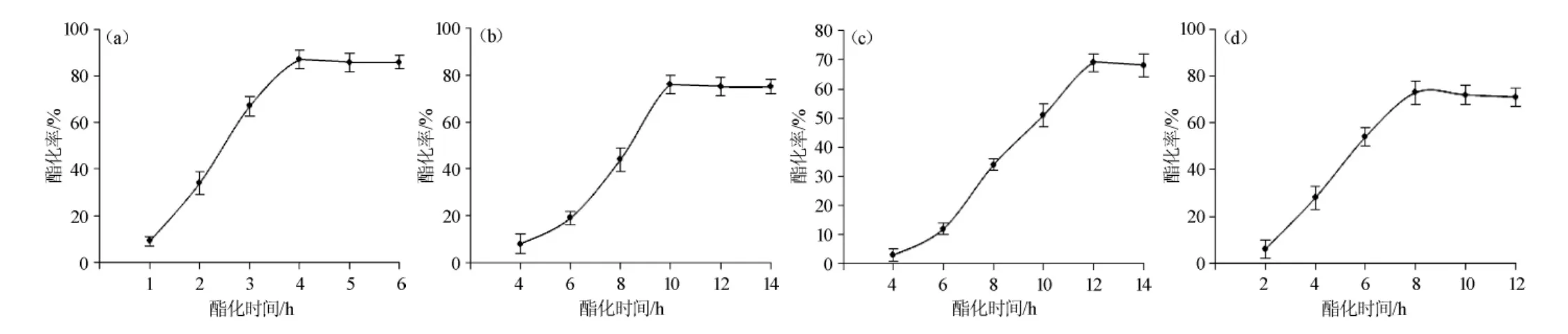
图4 酯化时间对不同酯化反应的影响Fig.4 Effect of esterification time on different esterification reaction
由图4a可知,酯化时间较短时,乙酸乙酯酯化率低。随着反应时间的延长,酯化率不断增加。当酯化反应进行到4 h时,酯化率最大为86%。时间超过4 h后,反应体系达到动态平衡,酯化率不再增加。因此,乙酸和乙醇酯化时合适的酯化时间为4 h。
由图4b可知,随着酯化反应时间的延长,乳酸乙酯酯化率迅速升高,当反应达到10 h时,酯化率达到最大值76%。继续延长反应时间,酯化率基本保持不变并有下降趋势。因此,乳酸和乙醇酯化时合适的酯化时间为10 h。
由图4c可知,酯化反应4 h时,己酸乙酯酯化率只有3%左右,随着反应时间的延长,酯化率逐渐升高,当反应达到12 h时,酯化率达到最大值69%左右,继续延长反应时间,酯化率基本保持不变并有所下降。因此,己酸和乙醇酯化时合适的酯化时间为12 h。
由图4d可知,酯化反应初始阶段,随着反应时间的延长,丁酸乙酯酯化率迅速升高,当反应达到8 h时,酯化率达到最大值73%。继续延长反应时间,酯化率基本保持不变并略有降低,因此,丁酸和乙醇酯化时合适的酯化时间为8h。
2.2.4 酯化温度对酯化反应的影响
固定乙酸和乙醇物质的量比为1∶5,活性炭基固体酸催化剂添加量为乙酸质量的3%,酯化时间为4 h;固定乳酸和乙醇物质的量比为1∶8,活性炭基固体酸催化剂添加量为乳酸质量的4%,酯化时间为10 h;固定己酸和乙醇物质的量比为1∶10,活性炭基固体酸催化剂添加量为己酸质量的4%,酯化时间为12 h;固定丁酸和乙醇物质的量比为1∶9,活性炭基固体酸催化剂添加量为丁酸质量的4%,酯化时间为8 h。改变酯化温度,考察酯化温度对不同酯化反应的影响,结果见图5。
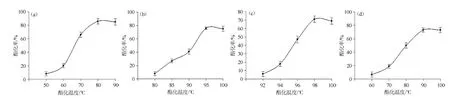
图5 酯化温度对不同酯化反应的影响Fig.5 Effect of esterification temperature on different esterification reaction
由图5a可知,随着反应温度的升高,乙酸乙酯酯化率迅速上升,酯化温度达到80℃时,酯化率最大为86%。继续升高温度,酯化率反而降低。因此,乙酸和乙醇酯化时酯化温度控制在80℃为宜。
由图5b可知,在一定温度范围内,乳酸乙酯酯化率随着反应温度的升高逐渐增大,当酯化温度升至95℃时,酯化率最大为76%。继续增大反应温度,酯化率下降。因此,乳酸和乙醇酯化时酯化温度控制在95℃为宜。
由图5c可知,当酯化温度为92℃时,己酸乙酯酯化率只有6%左右,随着温度的升高,酯化率增大。当酯化温度上升至98℃时,酯化率最大为68%。继续升高温度,酯化率略有降低。因此,己酸和乙醇酯化时酯化温度控制在98℃为宜。
由图5d可知,随着温度的不断升高,丁酸乙酯酯化率也迅速增加,当酯化温度达到90℃时,酯化率达到最高值73%,继续升高温度,酯化率开始下降。因此,丁酸和乙醇酯化时酯化温度控制在90℃为宜。
2.3 活性炭基固体酸催化剂的重复使用
用以上确定的最优实验条件进行酯化反应,每次实验结束后,将活性炭基固体酸催化剂分离,不经任何处理直接用于下次实验,考察活性炭基固体酸催化剂使用次数对酯化反应的影响,结果见图6。
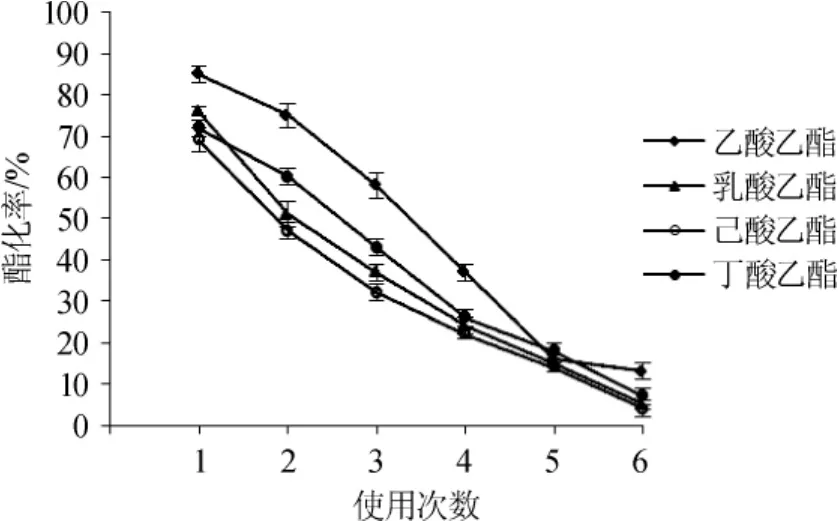
图6 活性炭基固体酸催化剂的重复使用性能Fig.6 Test of activity stability of activated-carbon based solid acid catalyst
由图6可知,随着活性炭基固体酸催化剂的使用次数增加,酯化率逐渐下降。主要是由于每次反应过程中,载体吸附的活性基团发生流失,当活性炭基固体酸催化剂使用6次时,酯化率很低,固体酸不再适合使用。可以回收载体,重新磺化制备高催化效率的活性炭基固体酸催化剂。
3 结论
用白酒丢糟为碳源制备的活性炭基固体酸具有较高的催化活性,不污染环境,是环境友好型催化剂。催化合成乙酸乙酯最佳反应条件:固体酸添加量为3%,酸醇物质的量比为1∶5,酯化时间为4 h,酯化温度为80℃,此时乙酸乙酯酯化率达86%;催化合成乳酸乙酯最佳反应条件:固体酸添加量为4%,酸醇物质的量比为1∶8,酯化时间为10 h,酯化温度为95℃,此时乳酸乙酯酯化率达76%;催化合成己酸乙酯最佳反应条件:固体酸添加量为4%,酸醇物质的量比为1∶10,酯化时间为12 h,酯化温度为98℃,此时己酸乙酯酯化率达68%;催化合成丁酸乙酯最佳反应条件:固体酸添加量为4%,酸醇物质的量比为1∶9,酯化时间为8 h,酯化温度为90℃,此时丁酸乙酯酯化率达73%。同时,以酯化率为指标分析活性炭固体酸催化剂的稳定性,得出实验中制备的活性炭基固体酸催化剂可以重复使用6次。
[1]黄 海,杨官荣,张楷正.浅析中国白酒的科学指标[J].酿酒,2013,40(1):18-23.
[2]李 莉,王秋叶,盛 夏,等.白酒中酯类对酒质的影响[J].食品安全导刊,2016(36):124.
[3]王文阳,肖冬光,杜丽平,等.利用醋酸发酵液提高清香型白酒中酸酯含量的研究[J].中国酿造,2012,31(1):40-43.
[4]赵 爽,杨春霞,徐 曼,等.白酒生产中酿酒微生物进展[J].中国酿造,2012,31(4):5-10.
[5]孙宝国,吴继红,黄明泉,等.白酒风味化学研究进展[J].中国食品学报,2015,15(9):1-6.
[6]谢方安.谈白酒香气成分和作用[J].酿酒,2006,33(5):52-55.
[7]LIU Y,LOTERO E,Jr GOODWIN J G.A comparison of the esterification of acetic acid with methanol using heterogeneous versus homogeneous acid catalysis[J].J Catal,2006,242(2):278-286.
[8]NI J,MEUNIER F C.Esterification of free fatty acids in sunflower oil over solid acid catalysts using batch and fixed bed-reactors[J].Applied Catal Gen,2007,333(1):122-130.
[9]DAS S K,BHUNIA M K,SINHA A K,et al.Synthesis,characterization,and biofuel application of mesoporous zirconium oxophosphates[J].Acs Catalysis,2011,1(5):493-501.
[10]ZENG D,SU M,MA Y,et al.Recent developments in biomass carbonbased solid acid catalyst[J].Petrol Process Petrochem,2012,43(11):63-68.
[11]杜欲杰,陈建军,高文艺,等.磷钨酸/SnO2固体酸催化油酸甲酯化反应研究[J].石油炼制与化工,2013,44(8):13-18.
[12]陈同云,赵静霞,林宇霖,等.固体酸SO42-/TiO2-La2O3催化合成乙酸正丁酯[J].安徽工业大学学报:自然科学版,2012,29(4):349-352.[13]GENG L,WANG Y,YU G,et al.Efficient carbon-based solid acid catalystsfortheesterificationofoleicacid[J].Catal Communicat,2011,13(1):26-30.
[14]SHU Q,GAO J,NAWAZ Z,et al.Synthesis of biodiesel from waste vegetable oil with large amounts of free fatty acids using a carbon-based solid acid catalyst[J].Appl Energy,2010,87(8):2589-2596.
[15]LOU W Y,ZONG M H,DUAN Z Q.Efficient production of biodiesel fromhighfreefattyacid-containingwasteoilsusingvariouscarbohydratederived solid acid catalysts[J].Bioresource Technol,2008,99(18):8752-8758.
Synthesis of fatty acid ethyl ester with activated-carbon based solid acid catalyst
LI Jia,ZHAO Hua*,LI Wei,LI Yan,WANG Yupeng
(College of Biotechnology,Tianjin University of Science and Technology,Tianjin 300457,China)
UsingBaijiuvinasse as raw material,activated-carbon based solid acid catalyst was prepared with concentrated sulfuric acid by sulfonating.Fatty acid ethyl ester used forBaijiusuch as ethyl acetate,ethyl lactate,ethyl caproate and ethyl butyrate was catalyzed and synthesized.Results showed that the optimal reaction conditions of ethyl acetate were activated-carbon based solid acid catalyst addition 3%,acid to alcohol ratio 1∶5,esterification time 4 h,temperature 80℃.Under this condition,the esterification rate of ethyl acetate reached 86%.The optimal reaction conditions of ethyl lactate was activated-carbon based solid acid catalyst 4%,acid to alcohol ratio 1:8,esterification time 10 h,temperature 95℃.Under this condition,the esterification rate of ethyl lactate reached 76%.The optimal reaction conditions of ethyl hexanoate was activated-carbon based solid acid catalyst 4%,acid to alcohol ratio 1∶10,esterification time 12 h,temperature 98 ℃.Under the conditions,the esterification rate of ethyl caproate reached 68%.The optimal reaction conditions of ethyl butyrate was activated-carbon based solid acid catalyst 4%,acid to alcohol ratio 1∶9,esterification time 8 h,temperature 90℃.Under the conditions,the esterification rate of ethyl lactate reached 73%.The activated-carbon based solid acid catalyst could be reused for 6 times.
activated-carbon based solid acid catalyst;ethyl acetate;ethyl lactate;ethyl caproate;ethyl butyrate;esterification reaction
TS262.3
0254-5071(2017)10-0087-05
10.11882/j.issn.0254-5071.2017.10.019
2017-07-01
李 佳(1992-),女,硕士研究生,研究方向为现代酿造技术。
*通讯作者:赵 华(1963-),男,教授,博士,研究方向为现代酿造技术。
猜你喜欢
当代水产(2022年1期)2022-04-26
当代水产(2022年2期)2022-04-26
山西化工(2022年1期)2022-03-08
能源化工(2021年6期)2021-12-30
中国饲料(2021年17期)2021-11-02
酿酒科技(2021年5期)2021-06-06
当代水产(2021年2期)2021-03-29
上海理工大学学报(2020年5期)2020-11-21
中国酿造(2020年1期)2020-03-28
酿酒科技(2018年10期)2018-10-30