高应变率下AZ31镁合金焊接接头动态力学性能
2014-04-26 05:35:42毛萍莉刘遵鑫邸金南
材料工程 2014年5期
毛萍莉,席 通,刘 正,董 阳,刘遵鑫,邸金南
(沈阳工业大学 材料科学与工程学院,沈阳110870)
镁合金具有高的比强度、比刚度、减震性、导热性、可切削加工性和可回收性,因而被称为21世纪的“绿色”工程材料[1,2]。目前,国内外对镁合金需求日益增加,镁合金结构件、型材、板材的应用范围不断扩大,而镁合金的连接工艺也随之越来越重要。焊接作为金属材料连接工艺中最普遍的连接方式之一,相对于钢铁材料及铝合金,镁合金焊接性能较差,已成为制约其广泛应用的首要问题[3,4]。周海等[5]研究了不同电流下AZ31镁合金钨极氩弧焊(Argon Tungsten-arc Welding,TIG)焊接接头的显微组织及力学性能;张福全等[6],彭剑等[7]探讨了氩弧焊工艺参数对 AZ31镁合金薄板焊接接头质量的影响,并对3mm厚的AZ61镁合金薄板采用AZ31,AZ61两种焊丝进行TIG焊,探讨焊丝成分对焊接接头组织和性能的影响。Srinivasan等[8]探索了AZ31激光焊接件的力学性能及应力腐蚀断裂行为;Forcellese等[9]通过单轴拉伸和半球形穿孔实验研究了搅拌摩擦焊(Friction Stir Welding,FSW)AZ31镁合金的成型性能;Chowdhury等[10]研究了在不同应变率下AZ31双面电弧焊接和搅拌摩擦焊接接头的微观组织、拉伸性能以及加工硬化行为。
现阶段关于镁合金焊接接头性能的研究,更多地集中在常温静态力学性能及高温蠕变性能;近年来镁合金的焊接技术在汽车上的应用越来越广泛,其在高应变率下的性能显得尤为重要,因而研究镁合金焊接接头在高速冲击载荷下的动态力学性能对于镁合金在汽车关键部件上的应用具有重要意义。
为此,本工作利用Hopkinson压杆技术对AZ31镁合金TIG焊和FSW焊焊接接头进行了高速压缩实验,研究了在高应变率下两种镁合金焊接接头的力学性能,并分析了其断裂机理。
1 实验材料和方法
实验材料为轧制成型尺寸800mm×800mm×5mm AZ31镁合金板材,其抗拉强度为240MPa,伸长率为9.2%,合金化学成分[11](质量分数/%)主要为Al 2.5~3.5,Zn 0.5~1.5,Mn 0.2~0.5,Si 0.1,Cu 0.05,其余为Mg。板材分别采用钨极氩弧焊和搅拌摩擦焊进行焊接,焊丝成分与母材成分相同。焊接时采用WSE-500焊机沿板材轧制方向进行平板对接,如图1所示。焊接前,使用砂纸将板材正反面打磨光滑。图2为试样尺寸及取样位置示意图,取样时焊缝位于试样的中部。TIG焊和FSW焊的工艺参数如表1所示。

图1 AZ31镁合金板材焊接方式 (a)TIG;(b)FSWFig.1 Welding illustration of AZ31 magnesium alloy(a)TIG;(b)FSW
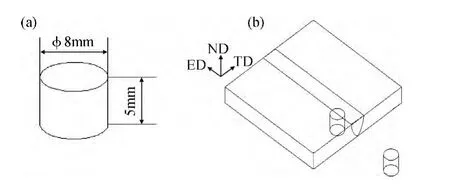
图2 试样尺寸(a)及取件位置(b)示意图Fig.2 Schematic diagram of sample size(a)and sample position(b)
采用分离式Hopkinson压杆在高应变率下对两种焊接接头进行压缩实验,应变速率为900~2500s-1。将实验后的试样沿轴线切开,经过研磨、抛光和腐蚀后在光学显微镜(ZEISS Axio Observer A1m)下观察组织变化情况,对于断裂的试件利用扫描电镜(HITACHI S-3400N)进行断口观察。

表1 TIG和FSW焊接工艺参数Table 1 Welding parameters of TIG and FSW
2 实验结果与讨论
2.1 高应变率下不同焊接接头动态压缩变形行为
高应变率实验是利用打击杆打击,在动态压缩过程中,由于材料所处的应变速率范围跨度很大,因此实验结果中给出的应变速率实际上是平均值[12]。
图3为AZ31镁合金TIG和FSW焊接接头在不同应变率下的动态真应力-应变曲线。为了对比不同焊接接头对合金动态力学行为的影响,图4示出了两种镁合金焊接接头在相近应变率下的动态真应力-应变曲线。
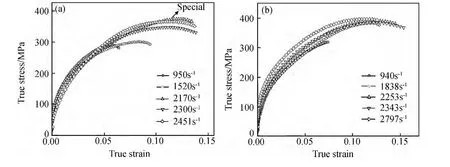
图3 AZ31镁合金焊接接头在不同应变率下的动态真应力-应变曲线 (a)TIG;(b)FSWFig.3 Dynamic true stress-strain curves of AZ31 magnesium alloy welding joints at different strain rates (a)TIG;(b)FSW

图4 AZ31镁合金焊接接头在相近应变率下的动态真应力-应变曲线Fig.4 Dynamic true stress-strain curves of AZ31 magnesium alloy welding joints at similar strain rate
图3(a)为AZ31镁合金TIG焊接接头应变速率分别在 950,1520,2170,2300s-1和 2451s-1时动态压缩的真应力-应变曲线。可以看出,动态压缩时,曲线表现出连续屈服的变形特征。随应变速率的增加,真应力-应变曲线明显上移,试样的最大应力不断增大。当应变速率达到2300s-1时,试样发生断裂,断裂强度为349MPa,断裂应变为11%。图3(b)为AZ31镁合金FSW 焊接接头应变速率分别在940,1838,2253,2343s-1和2763s-1时动态压缩的真应力-应变曲线。可以发现,曲线呈现连续光滑变化,表现出连续屈服的变形特征,未出现明显的转折台阶。随应变速率的增加,试样的最大应力不断增大。当应变速率达到2343s-1时,试样发生断裂,断裂强度为389MPa,断裂应变为12%。
由图3还可以发现,虽然应变速率从940s-1增加到2797s-1,几乎增加了2倍,但是AZ31镁合金两种焊接接头的真应力-应变曲线变化幅度不大,说明两种焊接接头对应变速率的敏感性较小。本文作者[13]在研究高应变速率下挤压态AZ31镁合金压缩变形组织时,同样观察到这一现象。
图4为AZ31镁合金两种焊接接头在相近应变率下的真应力-应变曲线。可以看出,在应变率为2300s-1时,应力-应变曲线都呈凸形,并且FSW焊接接头的变形抗力较高,表明在相近应变率下FSW焊接接头的断裂强度和屈服强度均优于TIG焊接接头。
图5为两种镁合金焊接接头的最大应变随应变率的变化,可以看出两种焊接接头的最大应变随应变率的变化曲线相似并且在同等应变率条件下FSW焊接接头εmax都略大于TIG焊接接头,这表明在高应变率下FSW焊接接头的塑形略优于TIG焊接接头。
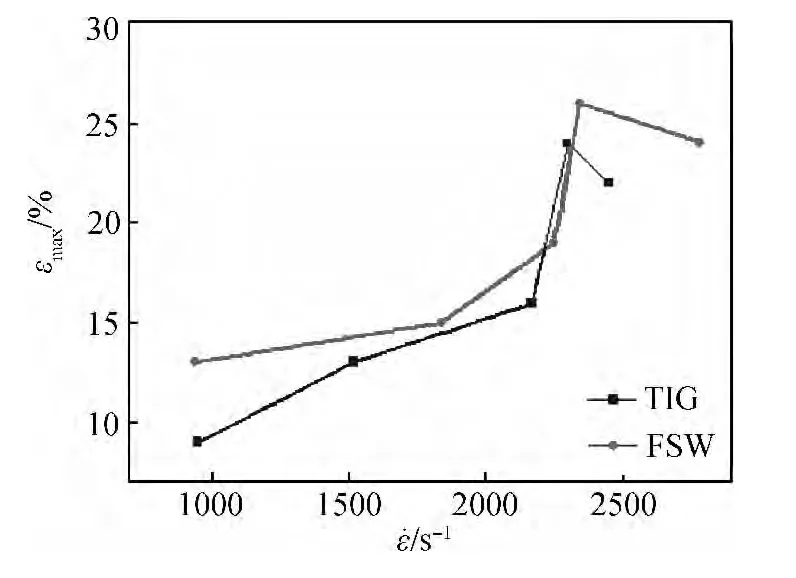
图5 AZ31镁合金焊接接头的最大应变与平均应变率的关系Fig.5 Relationship between maximum strain and average strain rate for AZ31 magnesium alloy welding joints
2.2 扫描分析
图6为AZ31镁合金板材焊接接头在不同应变率下的压缩断口形貌。AZ31镁合金两种焊接接头在高应变率下破坏的宏观表现都为剪切破坏,但是略有不同:TIG焊接接头剪切面凹凸不平,FSW焊接接头剪切面较为平滑。在断裂前,两种试样都发生了明显的塑性变形,并且断裂区域均位于热影响区的粗晶区,由图6可以发现,两种焊接接头的断裂面上都出现明显的河流花样以及较少的二次裂纹,并有清晰的解理面和解理台阶,可以断定两种焊接接头的断裂方式均为解理断裂,都具有密排六方晶体结构的镁合金的典型断裂特征。由图6(a),(b)可以看出,TIG焊接接头的断裂面有许多解理台阶所形成的撕裂棱和“凹坑”,这是发生剪切破坏时破坏方向发生变化时产生的。由图6(c),(d)可以看出,相对于 TIG焊接接头,FSW 焊接接头解理面和解理台阶较少。产生这种差异的主要原因如下:FSW所得到的焊缝质量优于TIG,FSW焊接接头内晶粒得到细化,其焊接缺陷少于TIG,并且在高应变速率下,整个试样的断裂过程发生在几十微秒的时间内,破坏前沿只能沿最近的裂纹方向发展,焊接接头内细小的组织差别,就可造成其剪切面和解理轮廓的不同。

图6 AZ31镁合金板材焊接接头在不同应变率下的压缩断口形貌 (a)TIG焊接接头低倍断口;(b)TIG焊接接头高倍断口;(c)FSW焊接接头低倍断口;(d)FSW焊接接头高倍断口Fig.6 Compression fracture morphology of AZ31 magnesium alloy welding joints at different strain rates(a)low magnification fracture of TIG welding joint;(b)high magnification fracture of TIG welding joint;(c)low magnification fracture of FSW welding joint;(d)high magnification fracture of FSW welding joint
2.3 金相显微组织分析
图7为AZ31镁合金板材原始金相组织形貌,可以发现合金板材内部晶粒大小分布不均,大晶粒尺寸可达到约20μm,小晶粒尺寸约为5μm,并且在大晶粒内部分布着孪晶(见图7中箭头所示),这主要是由于板材轧制成型以及轧制过程中的动态再结晶所导致。

图7 AZ31镁合金板材原始组织Fig.7 Original metallographic structure of AZ31 magnesium alloy
图8为两种焊接接头的原始组织形貌,可以发现,原始母材中的孪晶在焊接后已经不存在,且TIG焊接接头焊缝区组织细小,属于铸造急冷组织,并且由于晶界上的析出相使得腐蚀后焊缝的晶界不明显。热影响区(Heat Affected Zone,HAZ)的组织粗大,属于过热组织,主要由于焊接时热影响区吸收热量较多,使得该区的晶粒长大;FSW焊接接头搅拌区组织晶粒细小,这主要是因为这一区域在搅拌头的作用下,粗大的晶粒连续被打碎,再结晶晶粒来不及长大,形成了非常细小的等轴晶。其热影响区的晶粒尺寸远大于搅拌区,但比TIG焊接接头热影响区的晶粒要小。这些粗大晶粒的韧性和塑性都较差,在高速冲击下极易发生断裂。
图9为两种焊接接头在不同应变率冲击后的金相组织。由高速冲击之后的宏观断口可以看出,高速冲击下合金的断裂区域均位于热影响区的粗晶区。图9(a)~(c)为不同应变率冲击后TIG焊接接头热影响区的组织形貌,可以发现,晶粒中没有出现孪晶,并且

图8 AZ31镁合金焊接接头的原始组织形貌 (a)TIG焊接接头;(b)FSW焊接接头;(c)TIG焊接接头热影响区;(d)TIG焊接接头焊缝区;(e)FSW焊接接头热影响区;(f)FSW焊接接头搅拌区Fig.8 Original metallographic structure of AZ31 magnesium alloy welding joints (a)TIG welding joint;(b)FSW welding joint;(c)HAZ of TIG welding joint;(d)weld bead of TIG welding joint;(e)HAZ of FSW welding joint;(f)weld nugget of FSW welding joint

3 结论
(1)在900~2500s-1应变率范围内,随着应变率的增加,AZ31镁合金焊接接头的真应力-应变曲线变化不大,表明AZ31镁合金两种焊接接头对应变速率的敏感性较小。在高应变速率下FSW焊接接头的强度及塑性均优于TIG焊接接头。
(2)扫描分析表明:在高应变速率条件下,AZ31两种焊接接头的断裂方式均为解理断裂,但FSW焊接接头的断口更为光滑。
(3)AZ31镁合金两种焊接接头的显微组织均对应变率不敏感,并且在高应变率压缩下的变形方式相同,主要为滑移。
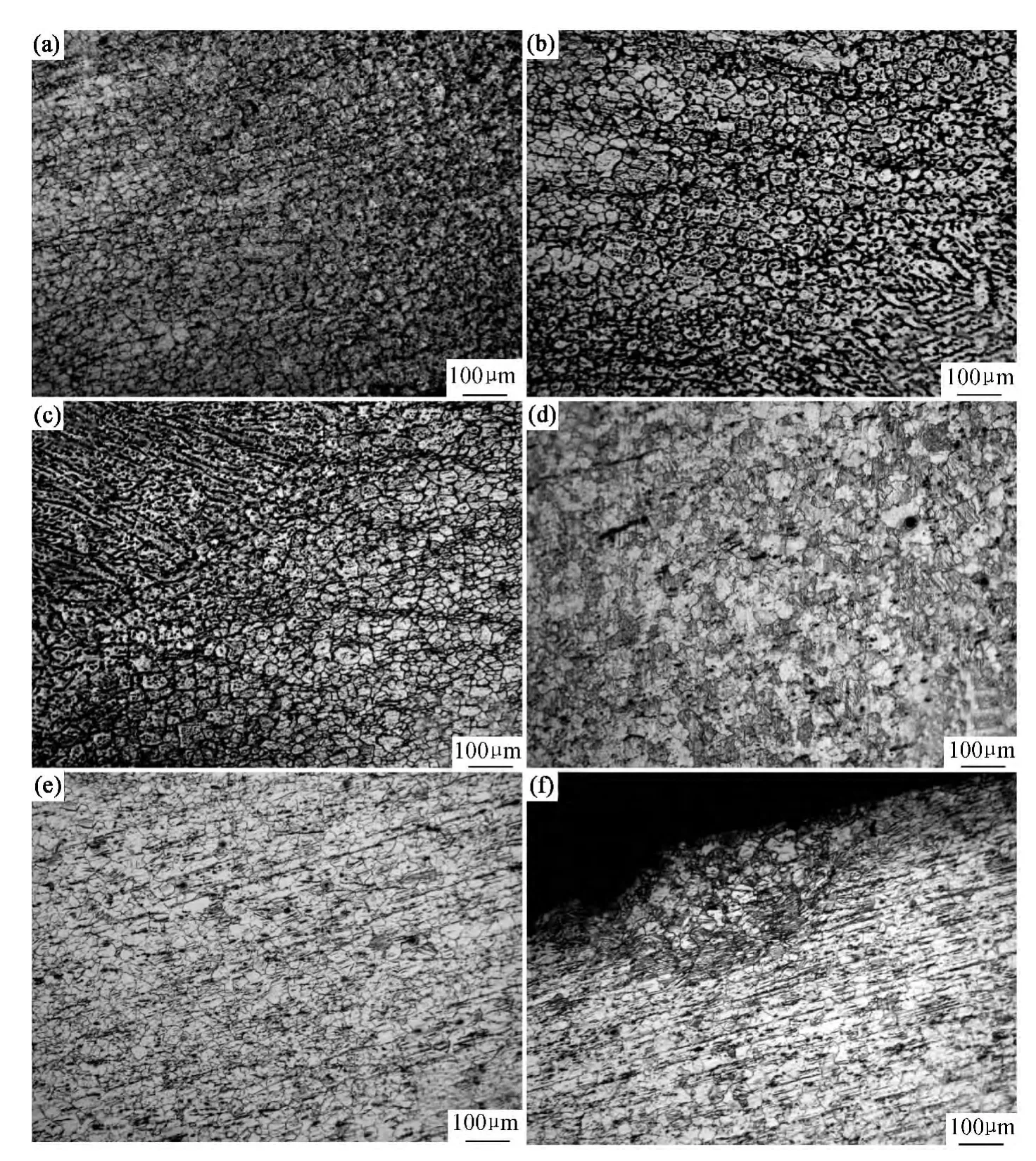
图9 AZ31镁合金焊接接头在不同应变率冲击后的组织形貌 (a)TIG焊接接头,1520s-1;(b)TIG焊接接头,2170s-1;(c)TIG焊接接头,2300s-1;(d)FSW 焊接接头,1838s-1;(e)FSW 焊接接头,2253s-1;(f)FSW 焊接接头,2797s-1Fig.9 Metallographic structure morphology of AZ31 magnesium alloy welding joints after impact(a)TIG welding joint,1520s-1;(b)TIG welding joint,2170s-1;(c)TIG welding joint,2300s-1;(d)FSW welding joint,1838s-1;(e)FSW welding joint,2253s-1;(f)FSW welding joint,2797s-1
[1] 刘正,张奎,曾小勤.镁基轻质合金理论基础及应用[M].北京:机械工业出版社,2002.31-35.
[2] LUO A A.Recent magnesium alloy development for automotive powertrain applications[J].Materials Science Forum,2003,419-422:57-66.
[3] LIU L M,WANG J F,SONG G.Hybrid laser TIG welding,laser beam welding and gas tungsten arc welding of AZ31B magnesium alloy[J].Materials Science and Engineering:A,2004,381(1-2):129-133.
[4] 陈振华,严红革,陈吉华,等.镁合金[M].北京:化学工业出版社,2004.
[5] 周海,丁成钢,胡飞,等.不同电流下AZ31镁合金交流钨极氩弧焊焊接接头的显微组织与力学性能[J].机械工程材料,2011,35(5):47-50.
ZHOU Hai,DING Cheng-gang,HU Fei,et al.Microstructure and mechanical properties of welded joint of AZ31 magnesium alloy AC-TIG welding with different currents[J].Materials for Mechanical Engineering,2011,35(5):47-50.
[6] 张福全,王响群,陈振华,等.AZ31镁合金薄板的交流钨极氩弧焊[J].湖南大学学报:自然科学版,2004,31(6):9-12.
ZHANG Fu-quan,WANG Xiang-qun,CHEN Zhen-hua,et al.Gas tungsten arc of welded magnesium alloy AZ31 plates[J].Journal of Hunan University:Natural Sciences,2004,31(6):9-12.
[7] 彭建,周绸,潘复生.AZ61镁合金薄板TIG焊接头的组织和性能[J].热加工工艺,2010,39(21):1-4.
PENG Jian,ZHOU Chou,PAN Fu-sheng.Microstructure and mechanical properties of welded joint of AZ61 magnesium alloy plates by TIG welding[J].Hot Working Technology,2010,39(21):1-4.
[8] SRINIVASAN P B,RIEKEHR S,BLAWERT C.Mechanical properties and stress corrosion cracking behaviour of AZ31 magnesium alloy laser weldments[J].Transactions of Nonferrous Metals Society of China,2011,21(1):1-8.
[9] FORCELLESE A,FRATINI L,GABRIELLI F,et al.Formability of friction stir welded AZ31 magnesium alloy sheets[J].Materials Science Forum,2010,638(1-2):1249-1254.
[10] CHOWDHURY S M,CHEN D L,BHOLE S D,et al.Tensile properties and strain-hardening behavior of double-sided arc welded and friction stir welded AZ31B magnesium alloy[J].Materials Science and Engineering:A,2010,527(12):2951-2961.
[11] 苏允海,刘政军,王玉,等.外加磁场对AZ31镁合金焊接接头组织性能的影响[J].热加工工艺,2006,35(23):4-6.
SU Yun-hai,LIU Zheng-jun,WANG Yu,et al.Effect of longitudinal magnetic field on microstructures and properties of welded joint of AZ31 magnesium alloy[J].Hot Working Technology,2006,35(23):4-6.
[12] 胡时胜.霍普金森压杆技术[J].兵器材料科学与工程,1991,(11):40-47.
HU Shi-sheng.Hopkinson pressure bar technology[J].Ordnance Material Science and Engineering,1991,(11):40-47.
[13] 毛萍莉,刘正,王长义.高应变速率下AZ31B镁合金的压缩变形组织[J].中国有色金属学报,2009,19(5):816-820.
MAO Ping-li,LIU Zheng,WANG Chang-yi.Deformation microstructure of AZ31B magnesium alloy under high strain rate compression[J].The Chinese Journal of Nonferrous Metals,2009,19(5):816-820.
[14] WATANABE H,ISHIKAWA K.Effect of texture on high temperature deformation behavior at high strain rates in a Mg-3Al-1Zn alloy[J].Materials Science and Engineering:A,2009,523(1-2):304-311.
[15] YANG Y B,WANG F C,TAN C W,et al.Plastic deformation mechanisms of AZ31 magnesium alloy under high strain rate compression[J].Transactions of Nonferrous Metals Society of China,2008,18(5):1043-1046.
猜你喜欢
理化检验(物理分册)(2022年11期)2022-11-22 10:08:16
宁夏电力(2022年1期)2022-04-29 03:49:18
贵金属(2021年1期)2021-07-26 00:39:14
科学中国人(2017年35期)2017-06-08 06:12:33
电镀与环保(2016年2期)2017-01-20 08:15:25
国际木业(2016年4期)2017-01-15 13:54:26
当代化工研究(2016年6期)2016-03-20 16:21:48
国际木业(2016年6期)2016-02-28 10:26:55
印制电路信息(2015年6期)2015-12-30 12:57:48
中国质量与标准导报(2015年2期)2015-02-28 22:27:11