
数控机床无报警故障维修一例
2014-04-25 05:15:26沈来彪
制造技术与机床 2014年1期
沈来彪
(中国电子科技集团公司第29 研究所,四川 成都610000)
1 故障现象
本单位一台数控车床(哈挺cobra42,配置FANUC 21i-TA 系统)在自动运行过程中,时常出现中断现象,此时机床冷却液打开,主轴仍在旋转,但没有进给,即X轴、Z轴不动。机床一直保持这种状态,并且没有报警信息输出。
2 故障诊断
通过对机床自动运行时的仔细观察,最终发现了一个规律:机床总是在执行换刀指令如T0202、T1111后出现该故障现象,但该故障现象并不是每次换刀都出现,出现时也并不是在固定的某把刀位。
发现上述规律后,根据经验首先怀疑刀塔锁紧的检测开关有故障,于是在故障现象出现时,调出PMC状态显示画面,查看刀塔锁紧信号X5.5 的状态,发现其状态为1,表示刀塔已经锁紧,检测开关正常,这与最初的推断想悖。
根据经验无法继续检查下去,并且没有报警信息给予提示,转而求助于系统自带的诊断功能,在机床出现故障时,调出CNC 诊断画面,发现诊断号000 为1。该诊断号的含义为:在执行辅助功能——M 功能、S 功能、T 功能、B 功能后,等待这些辅助功能完成的信号。如果该状态为1,表明程序在自动运行中中断,等待辅助功能完成信号。结合本例,可以推断程序在自动运行中中断是在等待换刀辅助功能完成的信号。为了进一步向下查找原因,调出PMC 梯形图显示画面,查找G4.3 线圈(G4.3 的含义:G4.3 为0表示执行辅助功能未完成,G4.3 为1 表示执行辅助功能完成),试图从梯形图中找到G4.3 为1 时,满足的条件。此时G4.3线圈所在行的梯形图见图1(注:本文中梯形图皆为出现故障时的状态,黑体表示接通)。
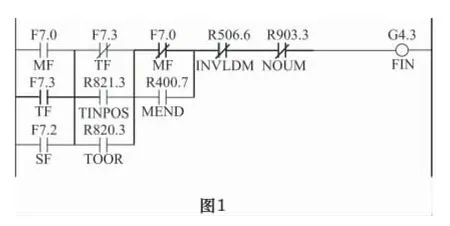
从图1 可以看出,要使G4.3 线圈接通,只需要F7.3 常闭触点、R821.3、R820.3 中任意一个接通即可。首先排除F7.3 常闭触点接通的可能性,因为F7.3 常开触点已接通,其次,通过PMC TRACE 画面分别跟踪R820.3 与G4.3 ,R821.3 与G4.3 时观察发现,机床正常运行时,执行完T0 指令后,R820.3 会接通,直到G4.3 为1 后又断开,执行完非T0 的换刀指令后,R821.3 接通,直到G4.3 为1 后又断开,而本例中,是在执行非T0 的换刀指令后出现故障,故此时的故障原因在于R821.3 未接通,于是向下查找R821.3线圈,该线圈所在行的梯形图见图2。
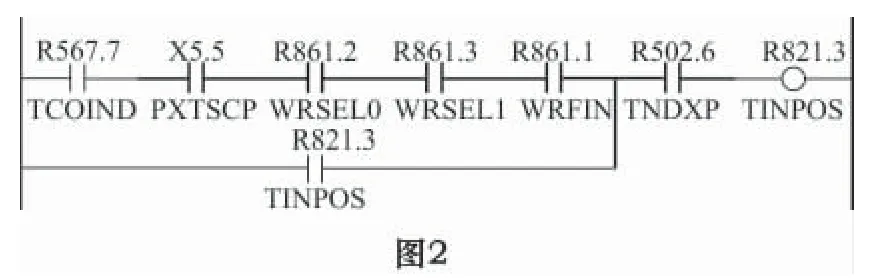
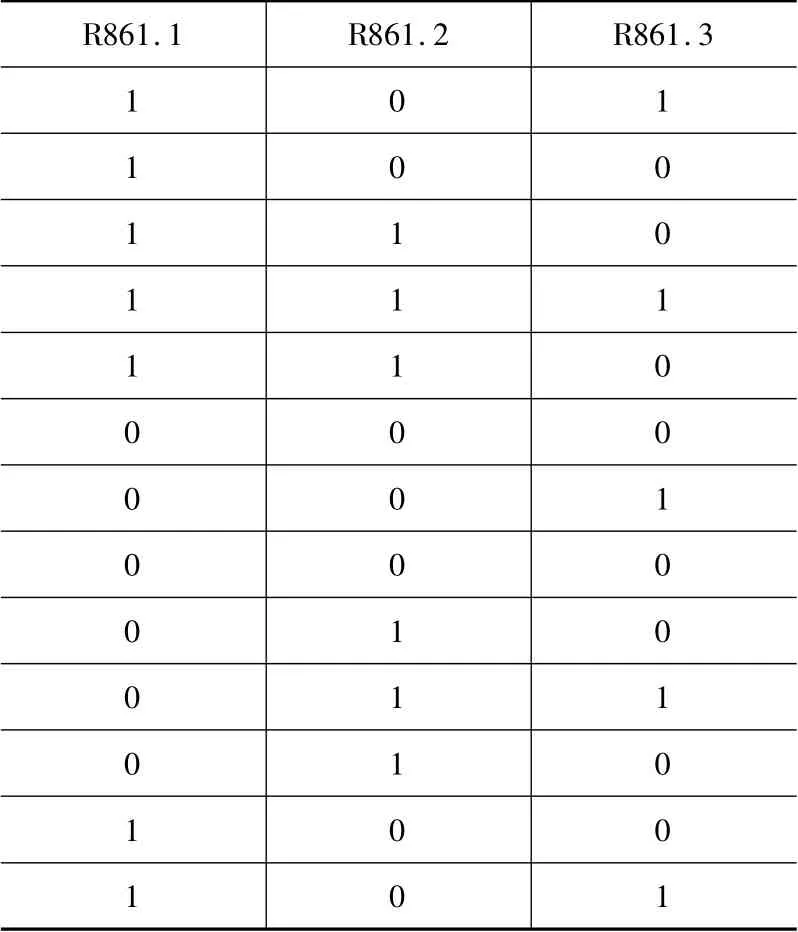
表1
在图2 中:X5.5(刀塔锁紧信号)、R502.6 已接通,R861.1、R861.2、R861.3 一直在闪烁,即状态一直在变化,通过PMC TRACE 画面,同时跟踪R861.1、R861.2、R861.3 的状态变化,其跟踪画面如表1 所示。从表1 中可以看出虽然R861.1、R861.2、R861.3 状态一直 在 变 化,但 总 有 一 个 时 刻R861.1、R861.2、R861.3 是同时为1 ,即同时接通的状态,所以R821.3线圈未接通的原因为触点R567.7 未接通,于是向下查找R567.7 线圈,该线圈所在行的梯形图见图3。
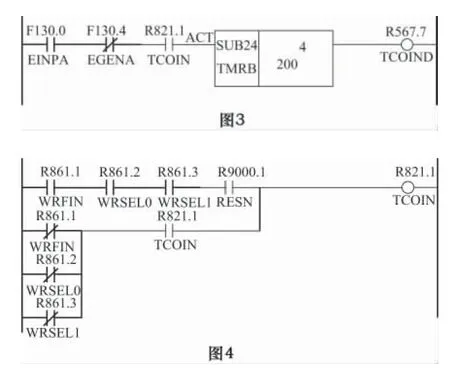
从图3 中可以看出,要使R567.7 线圈接通,只需要R821.1 触点接通。于是向下查找R821.1 线圈,该线圈所在行的梯形图见图4。
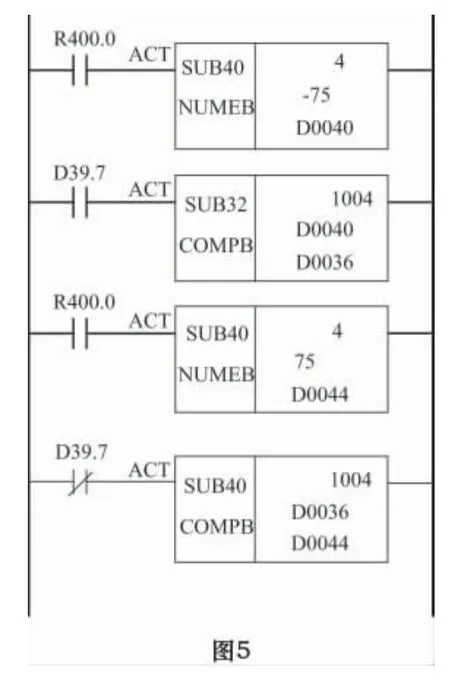
从图4 中可以看出:要使R821.1 线圈接通,只需要R9000.1 为1 即可,因为总有一个时刻R861.1、R861.2、R861.3 是同时接通的状态(理由同上)。但是R9000.1 是系统保留区,作为ADDB、SUBB、MULB、DIVB、COMPB 功能指令的运算结果寄存器,R9000.1=1 表示运算结果为负值。其状态不能通过线圈继续向下查找,也不能通过跟踪画面进行查看,而只能通过查看梯形图中R9000.1 上方最接近的ADDB、SUBB、MULB、DIVB、COMPB 功能指令的运算结果,于是在图4 的画面上向上查找最接近的相关功能指令梯形图,查找结果如图5 所示。
从图5 中可以看出,PMC 执行了将常数-75 赋给D0040、75 赋给D0044 以及D0040 与D0036,比较3 条指令,比较结果如果前者小于后者则R9000.1 =1,否则R9000.1 =0。出现故障时从PMC 数据表中查看到:D0040 = - 75,D0036 = - 90,D0044 = 75,由于D0040 = -75 >D0036 = -90,所以R9000.1 =0。
至此,故障原因归结为:因为D0040 >D0036,从而R9000.1=0,R821.1=0,R567.7=0,R821.3=0,G4.3=0,诊断号000=1,辅助功能未完成,自动运行中断。
但为什么D0040 >D0036,D0036 数据从何而来,又代表什么意思呢?通过对刀塔换刀时的仔细观察,发现D0036 的值刚好等于刀塔锁紧后其机械坐标A显示的值与换刀指令值之差,如机械坐标A为5.910,指令为6.000,其差值为-0.090,D0036 的值就为-90(单位为0.001°),而且通过观察还发现该差值并不是在刀塔伸出、旋转换刀时产生,而是产生在刀塔缩回锁紧时,由于通过鼠牙盘的啮合使刀塔精确定位,机械上使刀盘旋转了一定的角度,该角度的大小即为D0036的值。正常情况下,该值很小,如果该值偏大说明之前刀盘旋转后停止时的位置不对。造成的原因主要有:伺服驱动故障、编码器检测故障、机械传动故障等。
针对上述可能存在的故障原因逐一进行检查,结果发现通过螺纹与刀盘连接的一旋转轴有些松动,该轴末端固定了一同步齿形皮带轮,通过同步传动皮带带动编码器旋转,从而进行刀塔位置检测。该旋转轴的松动很可能就是造成刀盘旋转后停止时位置不对的原因。
3 解决故障
将该松动的旋转轴紧固,并对刀塔重新回零后,再次自动运行程序,发现每次换刀后,刀塔位置偏差的绝对值都小于0.075°,机床也再没有出现中断的现象,故障得以解决。
4 结语
在本例中需要注意的一些误区:(1)不能简单地认为刀塔锁紧信号已给出,就认为换刀已结束;(2)FANUC 21I 系统规定G5.3(TFIN)为T 功能结束信号,G5.3 为0 表示T 功能结束,而在本例中G5.3 一直为0,那是由于机床厂家未设计使用G5.3 这一地址,故不能通过G5.3 的状态来判定T 功能是否结束;(3)不能因为出现故障时机械坐标A值与指令值偏差过大就认为系统应该给出到位宽度超差报警,因为本例中A轴位置偏差过大来源于鼠牙盘的啮合,而非执行伺服指令;(4)不能通过增大D0040 和D0044 的值,使D0036 的值在D0040 与D0044 之间,来解决故障,那样会减小机床运行的安全系数,且不能从根本上解决问题。
当机床出现故障且没有报警信息提示时,仔细观察显得尤其重要。在本例中,故障出现在换刀指令时的规律,图1 中R821.3 和R820.3 谁该接通,D0036 数据的来源及含义等都是通过仔细观察加分析而得出来的。而利用系统自带的诊断功能则可以快速、准确地分析故障原因。如本例中通过NC 诊断画面的诊断号000 为“1”诊断出机床辅助指令未完成,通过PMC 梯形图对线圈G4.3 等的查询,通过PMC 的TRACE 功能对R861.1、R861.2、R861.3 的状态进行跟踪等对故障的解决都起到了不可或缺的作用。
[1]宋松,李兵.FANUC 0i系列数控系统连接调试与维修诊断[M]. 北京:化学工业出版社,2010.
[2]叶晖.图解NC 数控系统——FANUC 0i系统维修技巧[M].北京:机械工业出版社,2004.
猜你喜欢
心电与循环(2021年4期)2021-11-29 02:41:56
心电与循环(2020年3期)2020-06-18 13:43:12
设备管理与维修(2019年11期)2019-10-25 06:46:04
设备管理与维修(2019年6期)2019-07-09 06:57:46
成都工业学院学报(2017年2期)2017-06-28 14:23:15
电子制作(2016年15期)2017-01-15 13:39:28
中国眼镜科技杂志(2016年17期)2016-10-24 08:36:30
制造技术与机床(2015年10期)2015-04-09 07:06:16
制造业自动化(2014年18期)2014-12-19 01:46:38
制造技术与机床(2012年2期)2012-10-23 10:02:38
