
魔术贴剪切机电气控制系统研制
2014-04-23 00:53郑鹏飞周炉兴
金华职业技术学院学报 2014年3期
王 波 ,郑鹏飞 ,周炉兴
(1.义乌工商职业技术学院,浙江 义乌322000;2.庆元县职业高级中学,浙江 丽水323800)
魔术贴是日常生活中常用的一种连接辅料,分公母两面,一面是细小柔软的纤维圆毛,另一面是较硬带钩的刺毛。随着时代的发展,魔术贴的应用越来越广泛,如被应用于服装、箱包、玩具、运动器材和电子军工产品等行业。魔术贴使用量急剧增加,并且对其形状、尺寸的要求也各异,如何提高魔术贴产量和品种已经成为魔术贴生产企业的焦点问题。
本文基于单片机研制了一套魔术贴剪切机的电气控制系统,将魔术贴剪切机从手工化作业转变为自动化作业。该电气控制系统依据魔术贴剪切机的运行流程设计,可根据消费者的需求自行设定魔术贴的形状、数量以及尺寸。该系统具有友好的人机交互界面,操作简单、功能齐全、运行稳定、安全性能高。
1 系统方案
魔术贴剪切机电气控制系统结构如图1所示。系统启动初始化后,程序提前设定了利用红外传感器判断送料装置上是否有魔术贴料带,若没有,系统就会报警提示:“魔术贴料带用完请上料带,动力装置无法启动”,这样可以减少机械设备的损耗。若有魔术贴料带,系统进入设置状态,操作人员根据要求以及液晶屏的提示进行设置,设置成功后,就可以按运行按钮,系统进入循环进行魔术贴裁剪。
为了使生产过程中设备能不间断地运行,使设备更加智能化,系统采用矩阵键盘输入和LCD12864液晶屏显示,使用人机界面降低了操作人员的操作难度;同时也使设备更加智能无需操作人员持续操作。系统还采用了数据存储芯片AT24C02,此芯片可解决掉电数据保存问题,可对所存数据保存100年以上,并可多次擦写,擦写次数可达10万次以上。系统先把采用的数据参数存储到AT24C02芯片中,操作人员只需选择使用的数据组,然后启动设备就可以正常运行[1]。
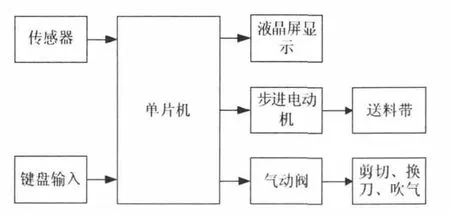
图1 系统结构
2 系统硬件设计
在满足系统要求的同时,应尽量降低系统的硬件成本。因此,系统的硬件电路以AT89S52单片机为核心,对外围电路以及电气设备进行控制。
2.1 矩阵键盘的输入电路
由于需要操作人员输入的参数数据较多,所以本系统采用行列式矩阵键盘,使用该键盘输入提高了单片机I/O口的使用效率,矩阵键盘接口如图2所示。Key1设置键、key2加键、key3减键、key4确认键和key5返回键,其余的是键备用。

图2 矩阵键盘接口
2.2 液晶屏电路
系统采用12864液晶屏,该液晶屏是一种低电压、低功耗的显示器[2]。该液晶屏的性能参数如下:
(1)带中文字库的128×64是一种具有4位/8位并行、2线或3线串行多种接口方式,内部含有国标一级、二级简体中文字库的点阵图形液晶显示模块;
(2)显示分辨率为 128×64,内置 8192 个 16×16点汉字,和128个16×8点ASCII字符集,利用该模块灵活的接口方式和简单、方便的操作指令,可构成全中文人机交互图形界面。
(3)可以显示 8×4 行 16×16 点阵的汉字,也可完成图形显示。
由该模块构成的液晶显示方案与同类型的图形点阵液晶显示模块相比,不论硬件电路结构或显示程序都要简洁得多,且该模块的价格也略低于相同点阵的图形液晶模块。图3是显示电路,数据和指令分别经过74LS245(8路同相三态双向总线收发器)连接到液晶屏的数据口或指令操作口上,74LS245为液晶屏正常工作提供了足够的驱动能力。
该系统使用液晶屏的串行控制方式。当液晶屏模块中的读写操作使能是0时,才可对其控制器进行操作,因此,每次操作前都必须检测读写使能位。实际上,由于单片机的操作速度低于液晶控制器的反应速度,因此可以不进行读/写检测,或只进行简短的延时即可(实际程序设计中只进行了简短的延时)。图4是液晶屏串行读/写操作时序图。串行控制数据或指令发送均分为高4位和低4位,然后分别补零进行操作[2~3]。
2.3 步进电机电路
步进电机是将电脉冲信号转变为角位移或线位移的开环控制元件[4]。在非超载情况下,电机的转速、停止的位置只取决于脉冲信号的频率和脉冲数,而不受负载变化的影响,即给电机加一个脉冲信号,电机则转过一个步距角。这一线性关系的存在,加上步进电机只有周期性的误差而无累积误差等特点,使得步进电机在速度、位置等控制领域的控制操作非常简单[2]。虽然步进电机应用广泛,但它并不像普通的直流和交流电机那样在常规状态下使用,它必须由双环形脉冲信号、功率驱动电路等组成控制系统方可使用[5]。
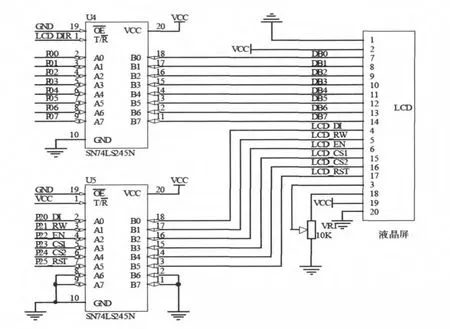
图3 液晶屏显示电路

图4 12864液晶串读/写读作时序
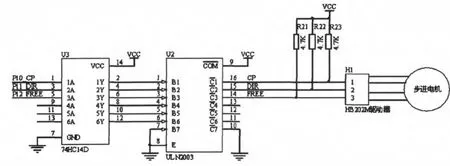
图5 步进电机驱动电路
步进电机的驱动电路如图5所示。由74HC14D(施密特触发器的六反相器)和ULN2003(高耐压大电流达林顿阵列)组成一个工作电压高,工作电流大,灌电流可达500 mA,并且能够在关态时承受50 V的电压,输出还可以在高负载电流并行运行的驱动电路。系统采用的是HB202M步进电机细分驱动器。端子接口功能表如表1所示。
2.4 气动阀电路
控制魔术贴的剪断以及转换形状刀片时,要有足够的力度和速度,系统采用气动阀来控制可以达到魔术贴的剪切要求,图6是气动阀驱动电路。气动阀1剪切用、气动阀2转换形状刀片、气动阀3和气动阀4用于吹气。

表1 电路图中端子接口功能
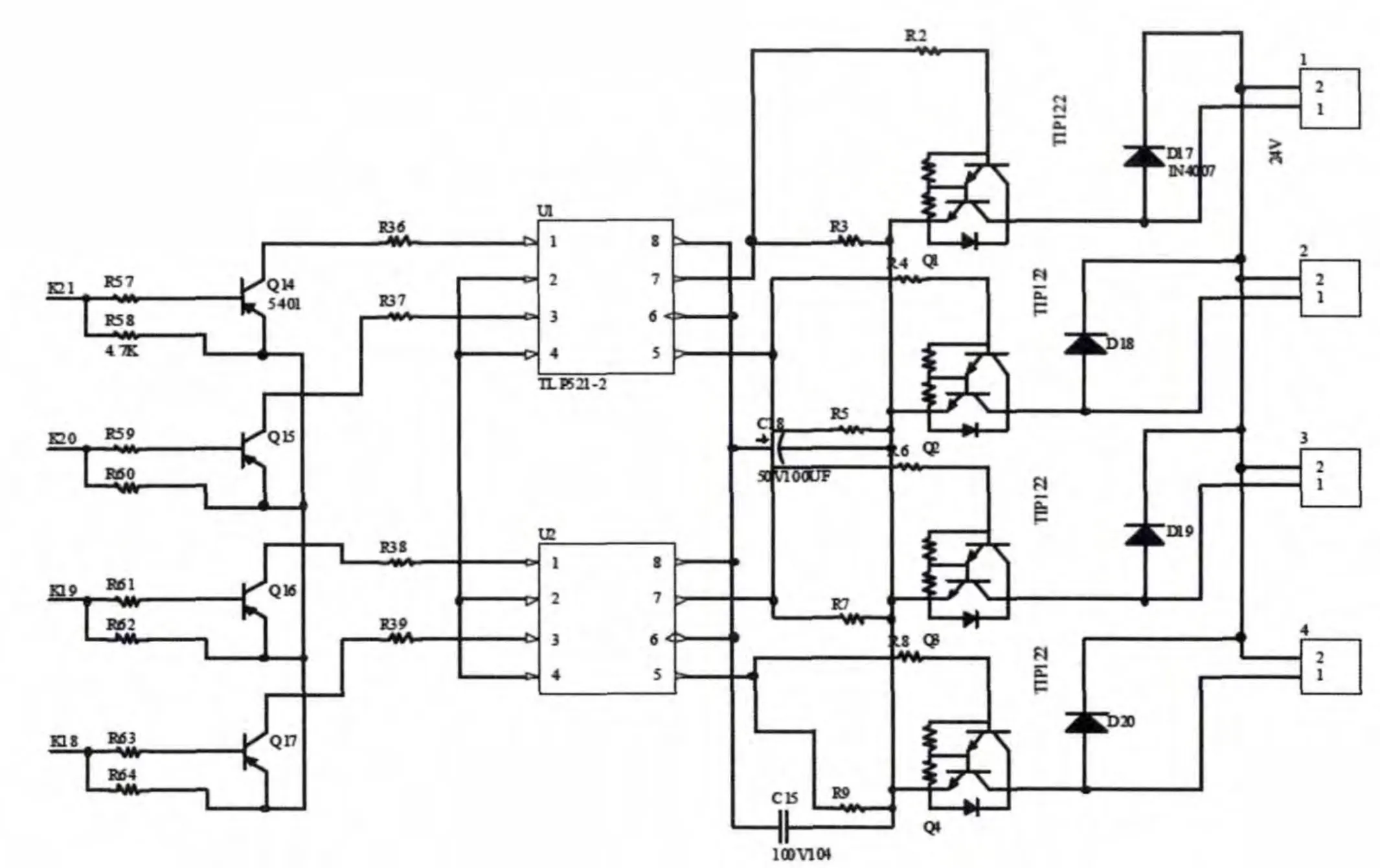
图6 气动阀驱动电路
3 系统软件设计
一套完整的系统需要合理的硬件电路,更需配合合理的程序运行流程。为了使系统运行稳定可靠,软件采用C语言模块化编程,把整个系统分成多个模块,利用主程序在一定时序下分别调用不同的模块,这样即降低了编程人员的难度,同时也增强了程序的可读性和可移值性。图7为程序控制流程图。
4 总结
本文以单片机为核心,设计了一套魔术贴剪切机的电气控制系统。通过该系统能够加工各种尺寸的魔术贴,并且可通过键盘设置加工出不同形状以及不同尺寸的魔术贴。通过大量的测试以及对软硬件不断的修改与完善,该系统能正常、稳定地运行,且具有操作简单、安装方便和工作稳定等优点,可广泛应用于魔术贴的中小型加工厂。
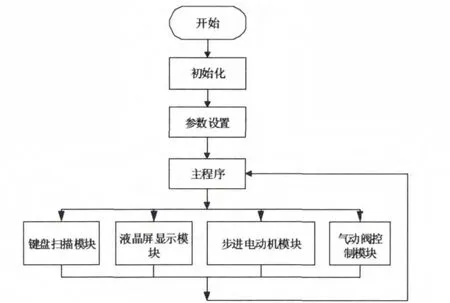
图7 程序控制流程
[1]郭天祥.新概念51单片机C语言教程——入门、提高、开发、拓展全攻略[M].北京:电子工业出版社,2009.
[2]黎云汉.光电传感自动计数仪控制系统的设计[J].湘潭大学自然科学学报,2010,32(2):70-74.
[3]王晓明.电动机的单片机控制[M].北京:北京航空航天大学出版社:2版,2007.
[4]王鹏宇,段广云,郭云峰.基于单片机的步进电机控制系统硬件设计[J].中小企业管理与科技,2012(1):287-288.
[5]章烈剽.基于单片机的高精度步进电机控制研究[D].武汉:武汉理工大学,2007.
猜你喜欢
商品与质量(2021年27期)2021-06-28
英语文摘(2020年1期)2020-08-13
液晶与显示(2020年5期)2020-05-06
商品与质量(2019年40期)2019-11-28
中国设备工程(2019年6期)2019-04-26
小朋友·快乐手工(2017年12期)2018-01-15
单片机与嵌入式系统应用(2017年4期)2017-04-25
电脑知识与技术(2016年17期)2016-07-23
少儿科学周刊·儿童版(2015年10期)2015-11-07
科技与创新(2015年4期)2015-03-31
