
负极为钛酸锂的软包装锂电池
2014-04-23 02:22杜小红李凡群
电源技术 2014年6期
杜小红,李凡群
(浙江万向亿能动力电池有限公司,浙江杭州 311215)
目前商用锂离子电池负极材料大多采用各种嵌锂碳、石墨。但是,含碳负极材料也存在一些缺点,如在第一次循环时形成一层表面钝化薄膜,会大量消耗正极材料中的锂离子,造成很大的容量损失;碳负极的电位与锂的电位很接近,电池过充时,金属锂可能在碳电极面析出而引发安全问题[1-2];释放能量的速度不够快,不适合需要瞬间强电流的设备等。锂钛复合氧化物Li4Ti5O12是一种金属锂和低电位过渡金属钛的复合氧化物,属A2BX4系列,是具有缺陷的尖晶石结构,空间群为Fd3m,具有锂离子的三维扩散通道[3-4]。理论计算证明,对于尖晶石结构的钛酸锂,经过多次循环之后,其立方单元晶胞的体积收缩小于1%,锂嵌入引起的张力变化基本为零,所以该材料具有很好的稳定性和安全,并具有很好的电化学循环性能[5]。各种材料的电池优缺点见表1。

表1 各种电池的优缺点对比表
1 实验
以钛酸锂作为阳极活性物质,锂的其他化合物作为阴极活性物质(如钴酸锂、锰酸锂、三元材料等),所用负电极为改性钛酸锂,电解液采用专用电解液。
电池的制作与测试:单体电池按额定容量20 Ah的软包装电池,尺寸是85mm×245mm×156mm,由正极、隔膜和负极通过折叠、封装而成,其中负极和正极通过隔膜隔离。
1.1 负极极片的制作
负极活性材料钛酸锂的选配是本实验的技术关键,选用D50为0.165μm,比表面积为9.2m2/g,振实密度为 1.2 g/cm3,25℃时锂离子的扩散系数为2×10-8cm2/s,首次放电比容量为165mAh/g的材料,其SEM图如图1。
按各材料的质量比:Li4Ti5O12∶PVDF∶VGCF∶SUPER-P=87%∶6%∶2%∶5%在匀浆机中匀浆,将制备好的浆料使用专用的涂布机涂在20μm厚的铝箔上,再通过烘烤、滚压、冲片等工序完成极片的制作。
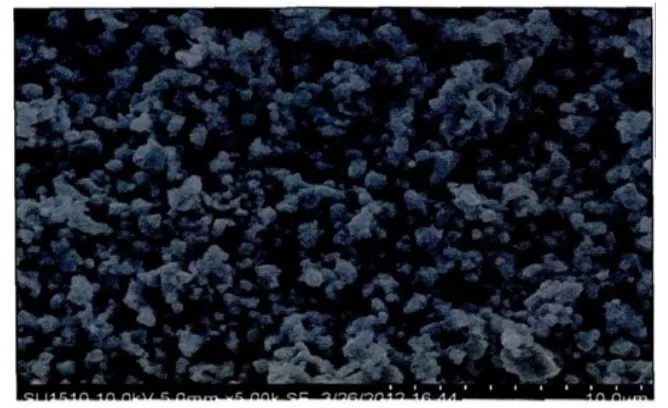
图1 Li4Ti5O12的SEM图
1.2 正极极片和隔膜
正极取车间常规的三元材料极片辊压、冲切完成,隔膜厚度为30μm。
1.3 电池半成品制作
将上述正极、负极、隔膜、采用Z字形叠片的方式叠片、再通过烘烤、焊接、包装、注液、封口等工序完成半成品的制作,具体产品结构如图2所示。
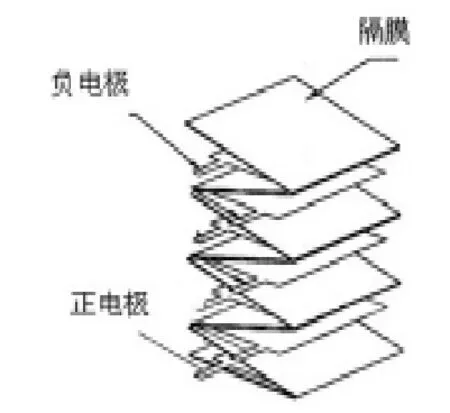
图2 产品结构图
1.4 半成品注液
电解液是本实验的关键,因为钛酸锂电池做成软包装锂电池最大的问题是气胀很厉害,本实验的关键问题之一是要解决气胀问题。在电解液中添加包括质量分数0.5%~2.0%的稳定剂和气体消除剂,稳定剂为含氟类、腈类和砜类有机化合物;含氟类、腈类和砜类有机化合物为氟化环状碳酸酯、氟化链状碳酸酯、全氟辛酸铵、丁二氰、笨砜;采用三种不同的电解液注液后采用不同的方式化成,电解液注入量为56 g,在常温下搁置3天,让电池充分浸润。
1.5 电池化成
将搁置的半成品进行化成,温度控制为-10~60℃,采用1~6次循环,化成充电采用3~6段先小后大的阶梯电流,电流区间为0.02 C~1.00 C,各阶段充电时间为1~4 h,上限电压为2.0~2.8 V。表2为不同电解液的组成和采用的化成方式。

表2 不同电解液和采用的化成方式
2 电池性能分析
2.1 首次充放电曲线
电池在常温条件下以0.5C放电。
从图3可见,电池在1 C下的放电容量为10.32 Ah,达到设计要求,视此条件下的放电容量为标准值100%(放电平台为2.1 V)。
从图4可见电池在首次充电容量达到12.15 Ah,电池首次充放电效率为84.94%,电池达到了较好的充放电效率。
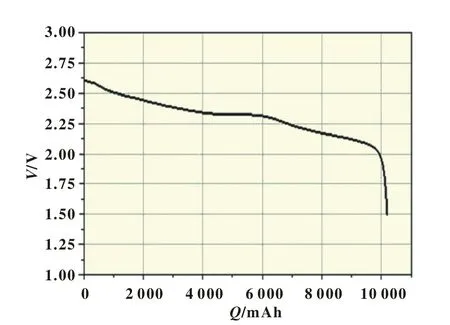
图3 电池首次放电曲线
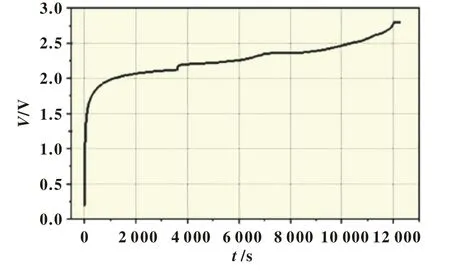
图4 电池的首次充电曲线
图5是电池0.5 C充电过程的恒压比数值。从图5可见,电池充电恒压比在3%左右,且电池可以满足6 C充电,12min可充满设计容量的96%,说明电池具有较好的倍率充电特性。

图5 电池充电恒压比
2.2 电池倍率循环性能
电池在常温条件下6C充电6 C放电下的性能如图6。从图6可见,开始第一次6 C放电容量为10.571 Ah,电池6 C充电6 C放电到900次,电池容量为9.3 Ah,容量保持率为88.6%,表现出了很好的倍率循环性能。

图6 电池倍率循环性能
2.3 电池-20℃低温放电性能
图7为10 Ah电池低温循环曲线。电池首先1 C充电到2.65V,然后在-20℃下贮存20 h,再在-20℃下1 C放电至电压1.5 V,再循环。从图7可见,电池-20℃下1 C放电容量为室温1C容量的80%,电池的低温放电性能较好。
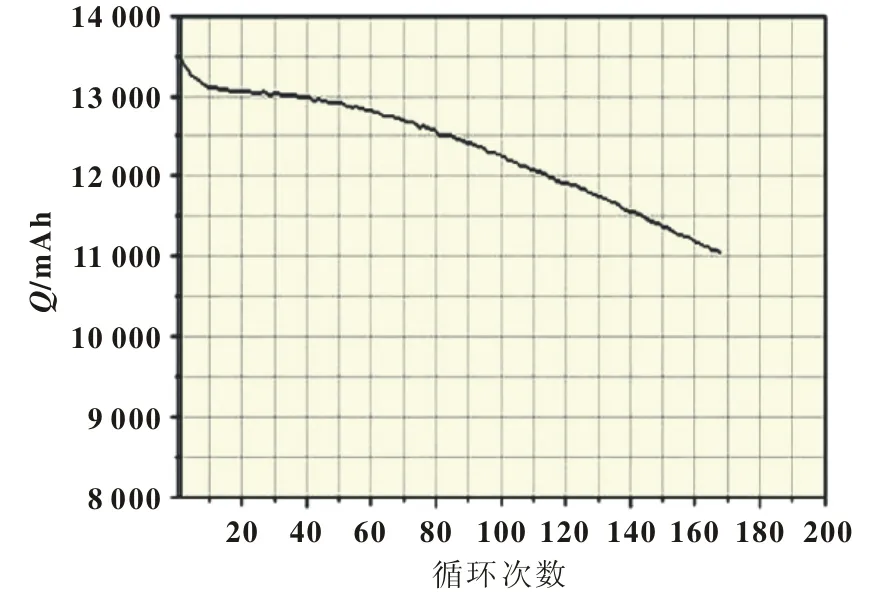
图7 -20℃6C的循环数据
从图7可见,-20℃电池6 C/6 C充放循环性能稳定,循环200次容量保持率在85%,低温倍率性能表现优异。
2.4 电池60℃高温6 C下的循环性能曲线
图8为10 Ah电池高温放电曲线,电池首次充电到2.65 V,然后60℃下贮存5 h,后在60℃环境下1 C放电到1.5 V,反复循环。从图8可见,60℃电池6 C循环性能稳定,循环413次容量保持率在98%,高温倍率性能表现优异,容量基本变化不大。
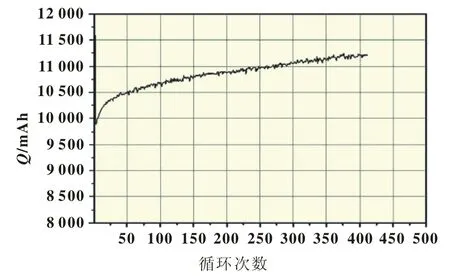
图8 电池60℃6 C循环曲线
2.5 三种不同电解液常温1 C/1 C循环性能
表3为不同化成方式和电解液组成对比。
图9为三种不同电解液和不同化成方式1 C/1C循环性能对比图。实验条件为室温环境。三种电池的首次容量分别为:11.1、9.45、9.6 Ah;循环 724 次之后,容量分别为:9.2、8.2、9.3 Ah。电池的容量保持率(与初始容量做对比):电解液1为82.8%,电解液2为86.8%,电解液3为96.8%。在电解液中加入氰化链状碳酸酯+笨砜+气体消除剂,采用化成方式为:0.1 C/1 h—0.2 C/1 h—0.6 C/2 h—1.0 C/4 h的电池,电池的循环寿命明显高于前两种电解液,三种电解液和化成方式电池均没有气胀产生。

表3 不同化成方式和电解液对比

图9 三种不同电解液循环对比
3 结论
钛酸锂电池的整体电化学性能除了电压较低的缺点外,电池的高低温性能,尤其倍率充放电性能都很优异,电池能实现12m in充满容量的96%;电池在6 C倍率的循环性能也表现优异:在常温循环900次,容量保持率为89%,高温60℃6 C循环413次,容量保持率为98%;低温循环200次容量保持率为85%;三种不同的电解液循环性能表现不同,其中电解液3中加入氰化链状碳酸酯、笨砜、气体消除剂等在电池循环到724次时容量保持率最高达到96.8%,且都无胀气现象发生。
本实验采用合理的化成工艺,在化成阶段将电池材料中的水分充分反应,生成气体排出电池外部,通过特殊的电解液添加剂阻止电解液在正极的持续分解,同时能够复合消除掉电解液分解产生的微量气体,彻底解决电池胀气问题。因为添加剂可以中和酸,可以抑制正负极基体被腐蚀,从而提高电池的循环寿命和倍率性能。
[1]NEEDHAMS A,WANG G X,LIU H K.Electrochem ical performanceof SnSb and Sn/SnSb nanosize powdersasanodematerials in Li-ion cells[J].JAlloys Compd,2005,400(1/2):234-238.
[2]LU ZW,WANG G,GAO X P,et al.Electrochemical performance of SiCeMg12composites as anodematerials for Li-ion batteries[J].J Power Sources,2009,189(1):832-836.
[3]FU ZW,WANG Y,ZHANG Y,et al.Electrochemical react ion of nanocrystalline Co3O4thin film with lithium[J].Solid State Ionics,2004,170(1/2):105-109.
[4]YANG J,TAKEDA Y,IMANISHIN,et al.Novel composite anodes based on nano-oxides and Li26Co0.4N for lithium ion batteries[J].Electrochim Acta,2001,46(17):2659-2664.
[5]WANG G J,GAO J,FU L J,et al.Preparation and characteristic of carbon-coated Li4Ti5O12anode material[J].J Power Sources,2007,174(2):1109-1112.
猜你喜欢
四川轻化工大学学报(自然科学版)(2021年1期)2021-06-09
云南化工(2020年11期)2021-01-14
陶瓷学报(2020年2期)2020-10-27
成都信息工程大学学报(2019年6期)2019-08-13
安徽电子信息职业技术学院学报(2019年2期)2019-04-26
中国有色金属学报(2018年2期)2018-03-26
制造业自动化(2017年2期)2017-03-20
电源技术(2016年9期)2016-02-27
池州学院学报(2015年3期)2016-01-05
东北电力大学学报(2015年4期)2015-11-13
