
带法兰盲孔轴套零件的粉末冶金制作方法和控制
2013-12-11 05:08符乃科李志红陆冠华
材料研究与应用 2013年1期
符乃科,李志红,陆冠华
广东省工业技术研究院(广州有色金属研究院)粉末冶金研究所,广东 广州 510650
随着经济的发展,科学技术的不断进步,粉末冶金结构零件在各行各业获得越来越多的应用,同时市场对结构零件性能的要求也越来越高、形状越来越复杂.可是形状复杂的多台阶结构件的生产离不开高性能的成形设备或整形设备,这就给目前还没有类似设备的中小型企业对此类产品的开发带来了一定困难.然而,只要合理分析产品结构,正确设计模具和辅助结构,同样可以开发并生产多台阶复杂的粉末冶金结构件[1].
盲孔轴套类零件作为常见的一种机械零件,它的应用范围越来越广.由于其功用不同,零件的结构和尺寸差别很大,工艺差别也很大,尤其是带台阶盲孔的轴套零件与普通的轴套零件在模具设计和工艺方法上有较大的区别.本文所介绍的是以冲床作为生产设备,通过对产品结构进行分析,优化模具结构和工艺设计,解决了用冲床无法生产带法兰盲孔轴套零件的问题,且所生产的产品质量稳定、尺寸可控、生产效率高、成本低.
1 零件的结构特点
图1为一带法兰盲孔轴套的剖视图.该零件有一外径为Φ15×1.80的台阶法兰和一个直径为Φ8.00×6.5的盲孔.如果采用传统的粉末冶金工艺,直接作上、下冲头来压制成型,在压制过程中会遇到很大麻烦.由于粉末无法实现位移,导致压制密度不均匀,甚至无法成型或模具损坏,从而无法满足生产需要.
2 工艺分析
在粉末冶金产品的生产过程中,通过上、下一对或多对模冲,在一定的速度和压力下将金属粉末压制成压坯.其中在多台阶零件的压制过程中,通过控制各台阶处多个模冲的压制速度,使压制速度比与各台阶高度比相等,可实现各区域压制密度的均匀性[2].
因为所生产的零件是带外法兰台阶的盲孔结构,所以不宜采用简单的上、下冲模具.为了提高生产过程中产品的稳定性,用下冲和芯棒作为分体,利用芯棒加弹簧来实现压制过程中粉末的位移,从而实现压坯密度的均匀性和尺寸的稳定性.
2.1 模具的结构特点
异形结构件的模具设计、压制与脱模是比较复杂的.生产粉末冶金制品的关键是制品的密度分布、横截面变化处是否有裂纹以及如何顺利脱模等.一般带台阶的制品应按各台阶分别设计模冲,当相邻台阶的高度差不超过压坯较高台阶高度的25%时,采用整体模冲来压制,也可保证压坯密度的分布均匀.否则就必须设计成组合模冲,以保证各横截面上的粉末填装系数和压缩比相同或相近[3].图2为模具的阴模、上冲、下冲、芯棒和芯棒座.阴模为带内台阶(Φ15.0)和小模腔(Φ12.50)的联体结构,上冲为带凸台(Φ8.00)结构,下冲和芯棒(Φ8.00)均为独立结构;阴模台阶用于法兰的成型,芯棒通过弹簧,调节盲孔处的粉末量和成型.

图2 轴套的模具结构Fig.2 Structure of sleeve mold
2.2 压制过程的工作原理
在粉末的压制过程中粉末的流动方式,除了与粉末的流动性、装粉方法及粉末与模壁间的摩擦等因素有关外,还取决于上、下模冲设计和压坯横截面的形状.在粉末压制的不同阶段,粉末的流动方式是不同的,并直接影响压坯的密度分布[3].
图3为生产轴套过程中的装粉状态和压制状态.装粉时,模具处于自然态,芯棒通过芯棒座固定在下模板上,在弹簧的支撑下,高出下冲,可调节粉末松装量,确保在压制过程中各阶段有相同的粉末压缩量.压制时,上冲凸台(Φ8.00)进入阴模,在压力的作用下,芯棒和粉末向下移动;当上冲整体进入阴模时,在粉末与模壁间的摩擦力以及粉末间摩擦力的作用下,阴模整体向下运动,形成双向压制,粉末受压力的作用而形成所需的坯件;这时上冲停止向下运动,而向上运动,阴模和芯棒在弹簧力的作用下也向上运动,下冲在顶出力的作用下也向上运动,最后将坯件顶出.同时,送粉斗向前运动,将坯件推出,整个模具恢复到原来的装粉状态,完成一个循环.每次压制完成后,又进入下一循环.
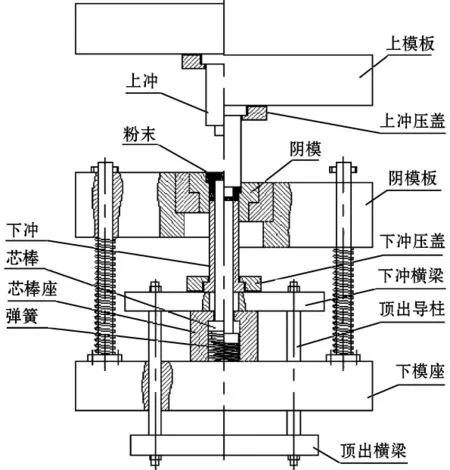
图3 轴套的生产过程Fig.3 Sleeve production process
2.3 芯棒尺寸的确定
压坯密度分布的均匀性主要取决于装粉高度.因此,在装粉时要保证各横截面的粉末装填系数相同或相近(粉末装填系数:装粉高度与该横截面上的压坯高度的比例系数即K=H粉/h压=d压/d粉).当压坯各横截面上的粉末受压缩的先后或程度不同时,先受压缩或受压缩程度大的横截面上的粉末填装系数应大一点[3].
根据该零件的工艺特点和尺寸要求确定芯棒尺寸,芯棒尺寸的长短将直接影响产品盲孔处的成型质量和模具的使用寿命.芯棒过长,装粉量太少,无法成型盲孔;芯棒太短,装粉量过多,在压坯横截面变化的分界处,粉末可能对相邻截面产生很大压力而形成滑动面,导致产生裂纹、芯棒被压弯,甚至整个模具被夹死而损坏.为了确保装粉量和压缩量一致,芯棒高出下冲的长度取决于产品的高度和整体的装粉高度,一般粉末冶金类轴套的装粉量为产品高度的1.8~2.2倍,而芯棒高出下冲的尺寸一般为装粉量的1/3左右,具体情况要根据产品的工艺要求和尺寸精度来确定,合理地设计芯棒尺寸对压制成型至关重要.
3 结 论
用冲床生产带法兰盲孔轴套类零件时,通过对产品结构进行分析,将下模冲和芯棒设计为独立结构,并采用弹簧浮动芯棒控制粉末位移,是一种行之有效的工艺措施,可实现带法兰盲孔类轴套的批量化生产.
[1]郭正军,庞国辉,裴学宏.粉末冶金多台阶结构件的制造[J].汽车科技,2005,5(3):49-51.
[2]吴成义,张丽英.粉体成形力学原理[M].北京:冶金工业出版社,2003:1-156.
[3]孙立江.带台阶及带凸(凹)槽制品的设计[J].硬质合金,2003,6(3):98-99.
猜你喜欢
湘潮(上半月)(2022年7期)2022-12-06
钢管(2021年5期)2021-03-09
装备制造技术(2020年4期)2020-12-25
钢管(2020年4期)2020-10-29
中南大学学报(自然科学版)(2020年11期)2020-01-10
测井技术(2019年4期)2019-12-25
现代冶金(2018年6期)2018-02-20
汽车文摘(2017年6期)2017-12-06
现代工业经济和信息化(2016年4期)2016-05-17
印制电路信息(2015年6期)2015-12-30
