软导体用无氧铜带材的扩散焊工艺和接头性能
2013-10-21 00:56徐玉松焦雅丽林娜娜
机械工程材料 2013年4期
徐玉松,焦雅丽,林娜娜
(江苏科技大学先进焊接技术省级重点实验室,镇江 212003)
0 引言
在发电厂和变电站,两个固定电器设备之间常常采用软导体作为过渡连接,这种软导体是由多层薄铜带材(厚度不超过1 mm)层叠而成、具有导电性和挠性的层叠体。此形式的软导体也叫柔性母排,可实现短距离内大电流传输,具有安装维护简单、抗振动冲击能力强、散热性能好等优点,能有效降低导体正常工作时的温升[1]。为了保证软导体铜片层之间完全接触、降低电压损耗、提高工作效率,多数厂家采用扩散焊对铜带进行处理。多层的铜带经扩散焊处理后成为块状整体,各层铜片之间的接触电阻几乎为零。经扩散焊焊接后的铜带软导体不仅外形美观,而且具有载流量大、导电性能好、经久耐用等优点。
然而,经扩散焊处理的铜带软导体在实际应用中因铜的韧性和疲劳强度下降[2],会出现断裂破损。作者研究发现某9 MW 汽轮发电机出口连接处软导体的失效是因为扩散焊焊接质量不合格而引起的。基于结合铜片间连接面积大和层间连接强度高的特点,为了提高扩散焊接头的质量与性能,作者对无氧铜带材采用加中间层和不加中间层的焊接工艺分别在不同的加热温度和保温时间下进行了扩散焊试验研究,并对接头的界面结构和性能进行了较深入的分析。
1 试样制备与试验方法
铜带软导体扩散焊是在惰性气体或真空状态下进行的,无需添加任何焊剂,通过电流使铜片产生热量,当达到一定温度时,各层铜片完全在固态下焊接为块状。由于多层铜带材扩散焊的成型原理与热压烧结机的工作原理相似,因此采用1mm 厚无氧铜带材作为原材料,重新设计了石墨装置,在SPS-10T-5型等离子热压烧结机上进行试验。
试验用材料包括25mm×50mm×1mm 无氧铜带材、25 mm×10 mm×1 mm 镀银无氧铜带材(镀层厚度9μm)及钎料BAg45CuZn箔片(厚度为100μm)。焊前先用砂纸打磨原料表面,然后用丙酮擦洗去除油污,最后用酒精冲洗并吹干。无中间层的搭接为两块无氧铜带材直接搭接,有中间层的搭接如图1所示,中间层的填充料为镀银无氧铜带材或钎料。试样装配好之后先放入石墨块之间,再放入SPS-10T-5型真空加热炉中,加热温度范围为740~940 ℃,保温时间为2~7min,真空度为8.9×10-2Pa,升温速率为30 ℃·min-1,降温速率为30 ℃·min,压力为4~5 MPa。

图1 搭接接头试样示意Fig.1 Schematic of lap joint of sample
采用CMT5205型电子万能试验机进行拉剪试验;采用JSM-6480型扫描电子显微镜(SEM)观察接头的界面形貌和拉剪断口形貌,并用其附带的能谱仪(EDS)对接头进行能谱分析;利用HV-30Z/LCD型维氏硬度计测上层无氧铜带材的表面硬度;采用FQR7501型涡流电导率测试仪测试接头的电导率。
2 试验结果与讨论
2.1 无中间层接头的室温拉剪力及断口形貌
2.1.1 接头性能
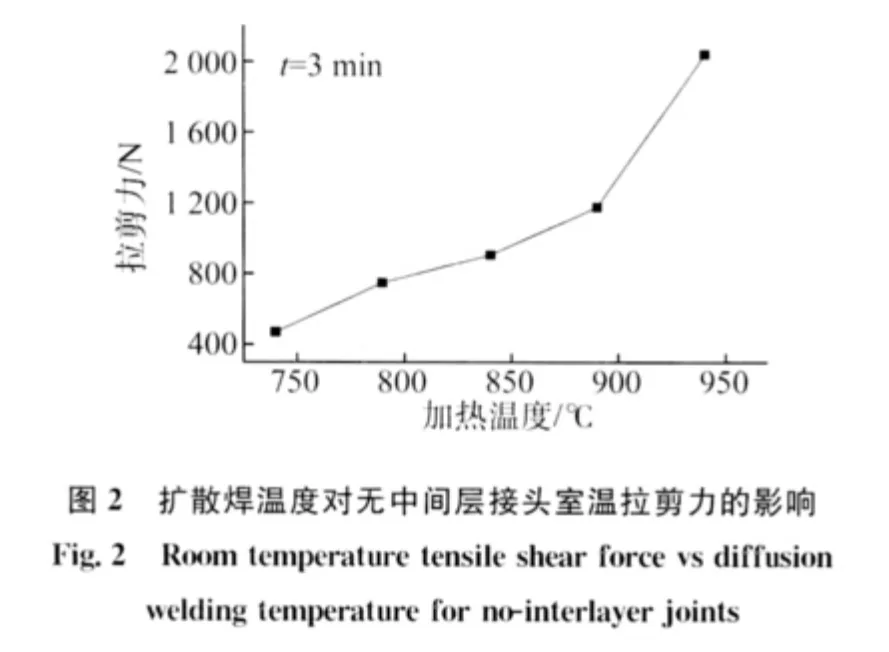
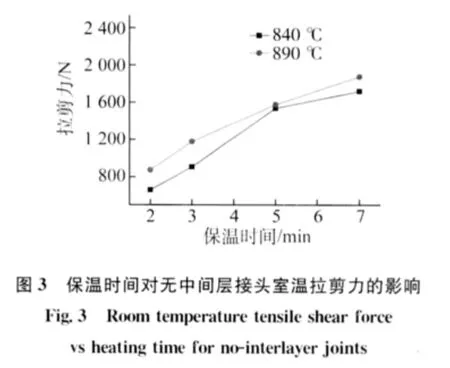
由图2可知,无中间层焊接接头所承受的拉剪力随扩散焊温度的升高而增大,并且增幅逐渐增大。由图3可知,840 ℃和890 ℃扩散焊温度下焊接接头的拉剪力均随保温时间的延长而增大,并且增幅逐渐减小。因此,在试验条件下,扩散焊温度和保温时间对接头强度的影响都较大。由图3还可知,在相同的保温时间下,890 ℃下各保温时间焊接接头的拉剪力均比840 ℃焊接接头的大。
从表1中可见,在740~940℃温度范围内保温3min,接头试样上层的表面硬度随扩散焊温度的升高呈下降趋势,其变化范围在32.09~34.75HV 之间;电导率随扩散焊温度的升高略有提高,其值介于98.5~101.71%IACS范围内。与焊前母材的硬度(57.8HV)和电导率(102%IACS)相比,焊后无氧铜带材的硬度降低了41.18%~46.37%,电导率降低了0.28%~3.43%。由此可见,扩散焊温度高于再结晶温度的真空扩散焊明显降低了无氧铜带材的表面硬度。另外由表1还可看出,在相同的扩散焊温度下,保温时间的变化对无氧铜带材表面硬度和电导率的影响不显著。
2.1.2 断口形貌
拉剪试验采用的接头形式为多层板搭接形式,在这种搭接形式下,外侧材料受力,拉伸时外侧板易弯曲,接头断裂是在拉应力和剪切力的综合作用下发生的。发生断裂的位置在受力板与其结合板的结合界面上,断口平齐。由图4可知,断口中均存在不同程度的撕裂棱,其在断口中的大小、数量以及形状与界面结合强度紧密相关。在保温时间相同,而扩散焊温度较低时,撕裂棱不明显,且数量较少,断口平齐,说明界面间连接较弱;当扩散焊温度较高时,撕裂棱的宽度增大,数量增多,说明界面间的连接较强,这与拉剪试验结果相吻合。

表1 扩散焊温度和保温时间对无中间层接头性能的影响Tab.1 Effect of diffusion welding temperature and holding time on properties of no-interlayer joints
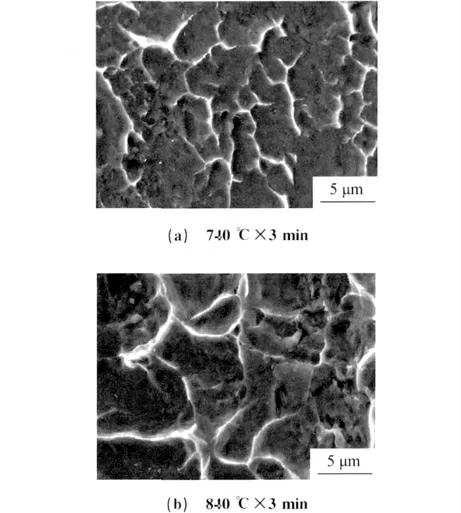
图4 不同工艺无中间层接头断口的SEM 形貌Fig.4 SEM morphology of fracture of no-interlayer joints welded by different technology
2.2 加中间层接头的组织与性能
2.2.1 拉剪力
由图5可知,三种接头中,加钎料中间层接头的强度最高,无中间层的接头强度最低,且随着扩散焊温度的升高,三种接头强度之间的差距逐渐减小。

图5 扩散焊温度对不同接头室温拉剪力的影响Fig.5 Room temperature tensile shear force of joints vs diffusion welding temperature
2.2.2 SEM 形貌及EDS谱

图6 不同工艺加镀银无氧铜中间层接头的SEM 形貌Fig.6 SEM morphology of joints welded by different technology with silver coated oxygen-free copper interlayer
由图6可知,镀银中间层在铜基体中发生了扩散,在铜银界面处的铜基体上形成了一定宽度的扩散过渡区,如图中尺寸线标识处,且呈犬牙交错状;根据银铜二元相图推测该过渡区域内可能包含有铜基固溶体和银铜共晶相。当扩散焊温度由840℃升高到940℃后,镀银层的厚度明显变窄,扩散层厚度显著增加,银镀层与母材间的相互扩散作用增强;且镀银层已残余成断续分布,说明镀银层在界面上发生了熔化扩散,此时的接头形成了扩散钎焊[3]。在加热温度为840℃时,界面上存在少量微观孔洞,这是导致接头强度较低的主要原因。
由图7可见,铜和银之间确实发生了扩散,且成分分布曲线基本具有对称性。
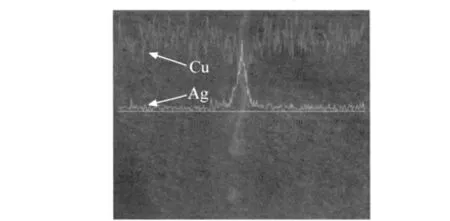
图7 940 ℃×3min制备镀银无氧铜中间层接头界面的EDS线扫描结果Fig.7 EDS line scanning results for the interface of the joint with silver coated oxygen-free copper interlayer heated at 940 ℃for 3min
由图8可知,加钎料接头中钎料与母材之间的连接为钎焊连接,钎缝与母材结合紧密,界面组织良好,无气孔、裂纹、未钎着等缺陷。由此可知钎焊连接是加钎料中间层接头较镀银中间层和无中间层接头拉剪力高的主要原因。
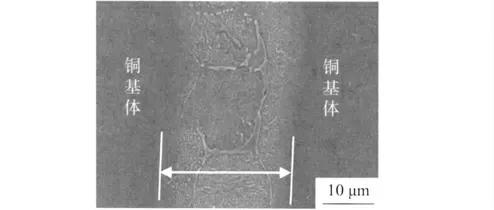
图8 940 ℃×3min制备中间加钎料中间层接头界面的SEM 形貌Fig.8 SEM morphology for the interface of filler metal interlay joint heated at 940 ℃for 3min
3 结论
(1)无中间层无氧铜带材扩散焊接头的拉剪力随扩散焊温度升高和保温时间延长而增大,且两者的影响都较大;接头表面硬度随扩散焊温度的升高而下降,电导率随扩散焊温度的上升而略有提高。
(2)在相同扩散焊接工艺下,预置镀银无氧铜中间层接头比无中间层接头的强度高,中间预置钎料无氧铜接头的连接属于钎焊连接,其接头强度最高。
[1]毛业军,彭艳华.柔性母排在电力机车上的应用与选型[J].电力机车与城轨车辆,2009,32(6):15-16.
[2]陈鹏,程芳林,甘孟必.9E 发电机出口软连接断裂原因分析[J].热力发电,2004(8):68-70.
[3]美国焊接学会.焊接新技术[M].韩洪硕,张桂清,译.北京:宇航出版社,1987:6-7.
猜你喜欢
中国钢铁业(2022年8期)2022-12-21
中国钢铁业(2022年7期)2022-12-21
中国钢铁业(2022年6期)2022-09-03
中国钢铁业(2022年4期)2022-07-06
轮胎工业(2020年4期)2020-03-01
电镀与环保(2016年3期)2017-01-20
焊接(2016年8期)2016-02-27
焊接(2016年6期)2016-02-27
中国塑料(2015年11期)2015-10-14
河南科技(2014年5期)2014-02-27