
计数调整型抽样方案中止规则的评价及改进
2013-10-20 04:30解顺强
统计与决策 2013年24期
解顺强
(1.北京劳动保障职业学院,北京 100029;2.河北科技师范学院,秦皇岛 066004)
0 引言
抽样检验是质量检验的一种重要的方法。它是从产品的总体中抽出一部分,通过检验这一部分产品来判断总体的质量。抽样检验的用途非常广泛。从日常生活到尖端试验,从科学研究到生产,处处都可以用到。但是,使用最普遍的是在工业生产过程的统计控制和工业产品的质量检验。
抽样检验可分为计数抽样检验和计量抽样检验。在计数抽样检验中,调整型抽样检验是应用广泛的一种。
所谓调整型抽样方案,就是根据一批批产品质量变化的情况,按照预先指定的转换规则,随时更换抽验方案。当批的质量处于正常情况时,采用正常抽验方案;当批的质量变坏时,改用一个加严抽验方案;如果批的质量是稳定的好,还可以规定使用一个放宽抽验方案。由此来达到对生产方和消费方的保护。这里面的转换规则是至关重要的。
美国军标MIL-STD-105D[1]中采用的是“连续10批规则”,即在加严检查阶段,连续检查10批就中止检查。日本在制订本国标准时,将“连续10批规则”改为“连续20批规则”。文[2]对这两种规则进行了比较,结果表明“连续20批规则”比“连续10批规则”整体上更好。1971年,日本将“连续20批规则”又改为“累计5批规则”[3]。1984年,马毅林和严擎宇在文[4]中讨论了“累计5批规则”,并对“累计10批规则”进行了讨论,其结论是“累计10批规则”比“累计5批规则”更好。1987年,中国的GB2828[5]采用的也是“累计5批规则”,美国军标MIL-STD-105E[6]和MIL-STD—1916[7]采用的也是“累计5批规则”,2003年中国颁布了GB2828.1-2003[8],也采用了“累计5批规则”。本文通过计算各种抽样方案在“好”质量和“坏”质量处的中止概率,来对“累计5批规则”中止规则进行评价。然后针对“累计5批规则”的不足之处,通过对不同的方案采用不同的累计批数对其进行了改进,使得改进后的中止规则在各种方案AQL处的中止概率均控制在预先选定的水平下。以水平α=0.1、为例,给出了各种方案所采用的“累计k批规则”中的k值。其它水平下可类似求得相应的k值。
1 “累计5批规则”的评价
1.1 中止概率的计算
评价“累计5批规则”的优劣要计算中止概率。“累计5批规则”的中止概率是指:当生产过程处于统计控制状态,被提交产品的过程不合格品率为 p=1-q时,加严检查状态下,累计拒收5批产品,尚未出现连续5批产品被接收的概率。记为P*(p)。下面利用转移概率流向图方法,求出其中止概率。
图1

图2
设加严检查时批被接收的概率为PT,批被拒收的概率为qT=1-pT。T表示加严检查状态,D表示暂停检查状态,N表示正常检查状态,NK表示连续接收k批的状态,TK表示累计拒收k批状态。则T→N的转移概率流向图(TPFG)为图1,图1可分解为图2,根据分解与浓缩法则,则T→D的转移概率函数(TPF)为

所以,T→D的中止概率为
1.2 接收概率的计算
从上面可以看出,要计算中止概率,必须先求出加严检查阶段的接收概率。在求接收概率时,文[2]、[4]将接收数相同的方案,看成了具有相同的接收概率。而实际上,在设计时已经进行了近似,而这种近似在计算中止概率时往往要带来较大的误差。此外,文[2]、[4]在计算接收概率时,不论是每百单位的缺陷数情况,还是次品率情况,都利用泊松分布来近似。这种作法无疑也带来了较大的误差。为了克服上述缺点,笔者采用了以下的作法来计算接收概率。
(1)将计算分成两部分。一部分是针对每百单位产品的缺陷数情况;一部分是针对次品率情况。
(2)在对每百单位产品的缺陷数情况计算接收概率时,采用泊松分布,但此时n×AQL值不是按设计值,而是按实际给出值进行计算。
(3)在对次品率情况计算接收概率时,对N≥10n时,采用二项分布计算。
(4)当批量较小时(N <10n),如果N·p是整数,则利用超几何分布,当N·p不是整数时,为了避免取整带来的较大的误差,采用线性插值的方法。
1.3 评价的指标
一个理想的中止规则应具有:在质量好的时侯,被中止的概率应很小;在质量不好的时侯,中止概率应很大。一般把AQL质量水平的产品认为是好质量的。所以把AQL处中止概率看成质量好的产品的中止概率。对于质量不好的产品,按照菲力浦斯“SSS”标准的规定,p0.5可以解释为“好”批与“坏”批的分界线(其中L(p0.5)=0.5)。文[1]采用的就是这种对坏质量批的认识,且取了三个数值p0.5、p0.2和 p0.1作为衡量坏质量批的指标。本文也采用这种方式对坏质量批的中止概率进行评价。
1.4 计算结果
利用计算机不难计算出各种情况下的中止概率,因为篇幅限制下面只列出部分结果用以说明问题。
表1
1.4.1 AQL处的中止概率
(1)对于每百单位产品缺陷数的情况如表1。
(2)对于次品率情况如表2。
表2
1.4.2 “坏”质量处的中止概率
因为各种方案下L(p0.5)=0.5 ,所以各种方案在p0.5处的中止概率相等。同理,各种方案在 p0.2及 p0.1处的中止概率也相等。具体数值如表3:

表3
从上面的计算结果可以看出,“累计5批规则”在有些方案AQL处的中止概率偏大,而且各种方案AQL处的中止概率不统一,这些都是需要改进的。
2 “累计5批规则”的改进
为了弥补这一不足,改进的初步办法是:对不同的方案“累计k批规则”中的k取不同的值,使得各种方案在AQL处的中止概率均控制在预先给定的水平下。
2.1 “累计k批规则”的中止概率
设加严检查时批被接受的概率为pT,批被拒收的概率为qT,类似“累计5批规则”中止概率的计算,不难求出“累计k批规则”的中止概率为:
2.2 k值的选择原则
各种抽样方案“累计k批规则”中的k的选取,应使得该“累计k批规则”在该抽样方案AQL处的中止概率为不大于α的最大者。
2.3 各种抽样方案“累计k批规则”中k的值
按以上提出的“累计k批规则”中k值的选择原则,利用计算机不难计算出各种抽样方案“累计k批规则”中k的值。见表4-5。
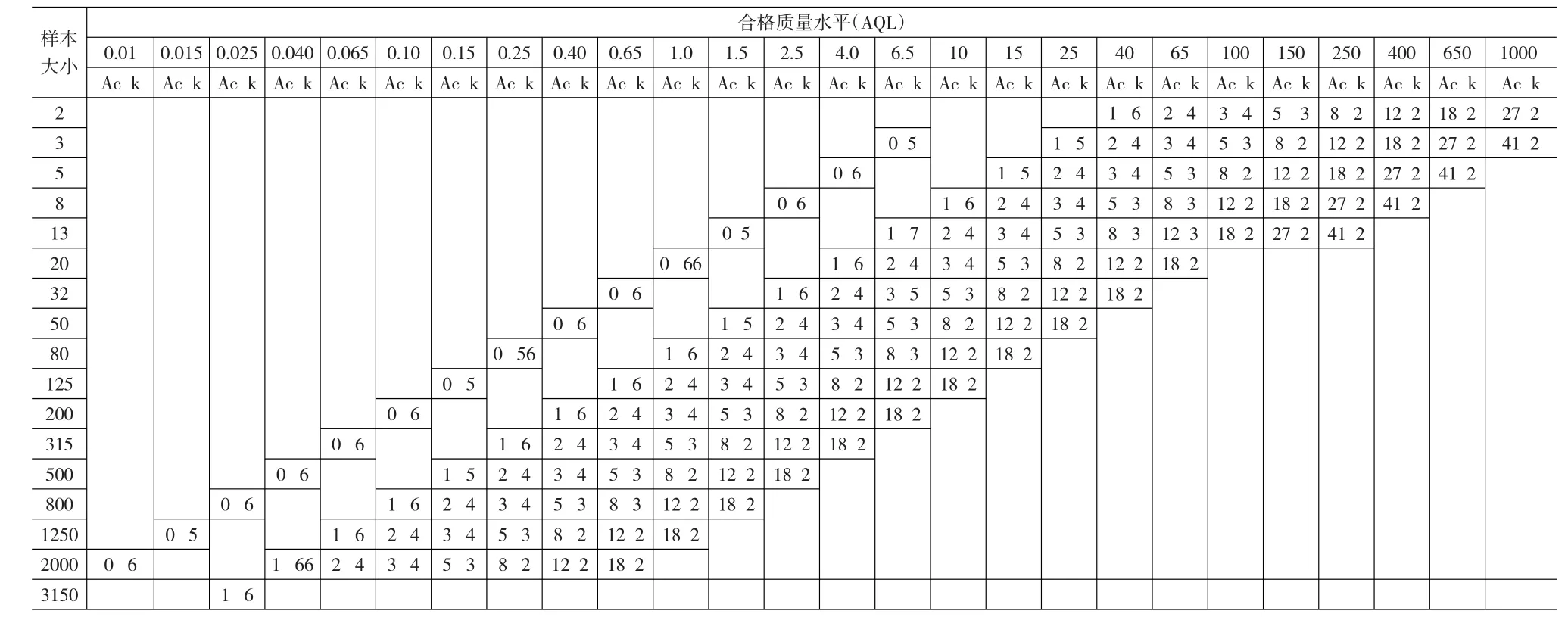
表4 加严抽样方案及其“累计k批规则”的k值(α=0.1,缺陷数情况)
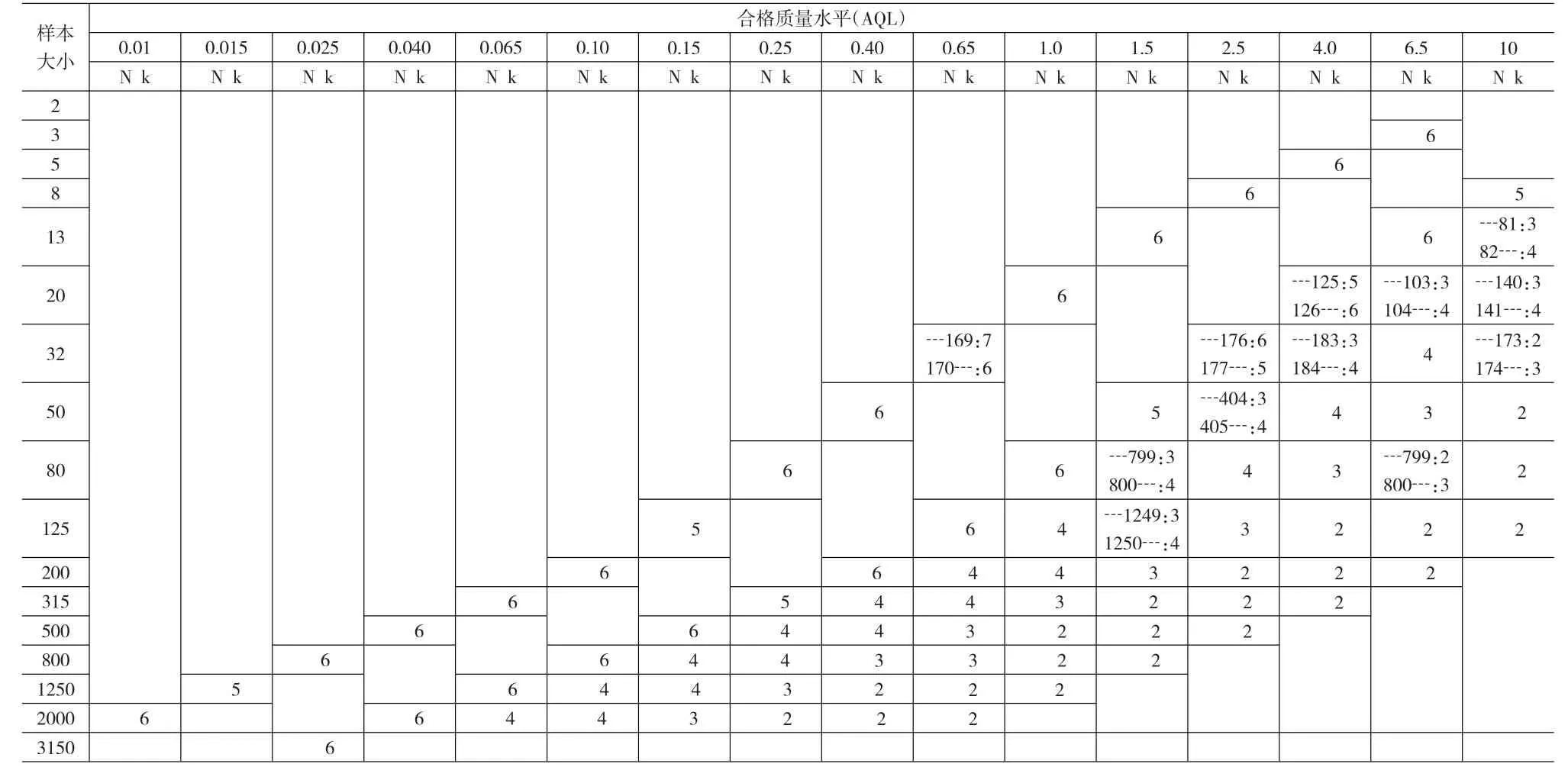
表5 加严抽样方案及其“累计k批规则”的k值(α=0.1,次品率情况)
3 结论
计数调整型抽样方案中止规则“累计5批”在几个版本的国家标准和其他国家的标准中得到使用,本文通过计算各种抽样方案在“好”质量和“坏”质量处的中止概率,可以看出“累计5批规则”在有些方案AQL处的中止概率偏大,而且各种方案AQL处的中止概率不统一。针对“累计5批规则”的这种不足之处,对其进行了改进,改进的思路是对不同的方案采用不同的累计批数作为中止规则,使得改进后的中止规则在各种方案AQL处的中止概率均控制在预先选定的水平下。并以水平α=0.1为例分别给出了各种方案所采用的“累计k批规则”中的k值。
[1]MIL-STD-105D.U.S.Governments Printing Office,Washington,D.C[Z].1963.
[2]Koyama,Takshi.MIL-STD-105D and the Japanese Modified Standard,Journal of Quality Technology,1970,2(2).
[3]“JIS Z 9015.Sampling Inspection Plans By Attributes with Severity Adjustment,Journal of Quality Technology,`1971,3(2).
[4]马毅林,严擎宇.工业产品抽样检查方法[M].北京:机械工业出版社,1984.
[5]MIL-STD-105E,V.S.Government Printing Office,Washington,D.C[Z].1987.
[6]中华人民共和国国家标准GB/T2828~2829—87[M].北京:中国标准出版社,1988.
[7]Department of Defense Test Method Standard,MIL-STD-1916,DoPreferred Methods for Acceptance of Product,United states of America[Z].1996.
[8]中华人民共和国国家标准GB/T2828.1-2003[M].北京:中国标准出版社,2003.
猜你喜欢
小学生学习指导(高年级)(2022年6期)2022-06-27
中学生数理化·中考版(2022年6期)2022-06-05
小猕猴智力画刊(2022年3期)2022-03-29
小学教学设计(数学)(2021年5期)2021-12-26
中学生数理化·中考版(2021年6期)2021-11-22
小学生学习指导·高年级(2021年6期)2021-09-10
新世纪智能(数学备考)(2021年4期)2021-08-06
新世纪智能(数学备考)(2021年4期)2021-08-06
小学生学习指导(高年级)(2021年6期)2021-06-19
数学小灵通(1-2年级)(2021年4期)2021-06-09
