
汽车发动机缸盖柔性生产线综合应用技术
2013-09-27 01:30李玉荣
制造技术与机床 2013年7期
李玉荣
(宁夏小巨人机床有限公司技术部,宁夏银川 750002)
缸盖是内燃机的重要部件,为发动机较难加工部件之一。其通常材质有铸铁件和铝合金,铸铁件一般用于传统的小汽车或卡车发动机,铝合金一般用于现代新颖的小汽车发动机和赛车发动机。随着汽车新品开发周期大大缩短,日益发展的多样性需求,使车型数量急剧增加。为了满足变品种、变批量的需要,汽车发动机生产线多采用更为灵活的加工中心组线。宁夏小巨人机床有限公司多次承担多家汽车厂家缸盖生产线交钥匙项目,现简要阐述缸盖生产线工艺设计特点及应用情况。
1 缸盖产品结构及主要技术指标
1.1 缸盖产品结构
汽车发动机种类较多,可以根据进气系统、气缸排列方式、气缸孔数、冷却方式等区分。缸盖为发动机一部分,其结构亦根据不同发动机形式发生变化。其作为组成发动机燃烧室一部分,主要功能是一致的。本文以铝合金直列4缸16气门水冷缸盖为例进行相关阐述。其零件外形为六方体,长、宽、高尺寸基本约为400 mm×200 mm×200 mm的多孔薄壁件,内部铸有冷却水套及进排气通道,其他各面主要分布气门座圈孔,气门导管孔,挺杆柱孔、凸轮轴孔、火花塞孔、润滑油孔、定位销孔及螺纹孔等(表1)。其铝合金材质在加工设备具备一定功能前提之下,选用相应刀具即可实现高速加工。
1.2 缸盖主要技术指标
缸盖作为发动机进排气通道以及燃烧室组成部分,其功能部位相关尺寸要求即为关键尺寸(表2)。
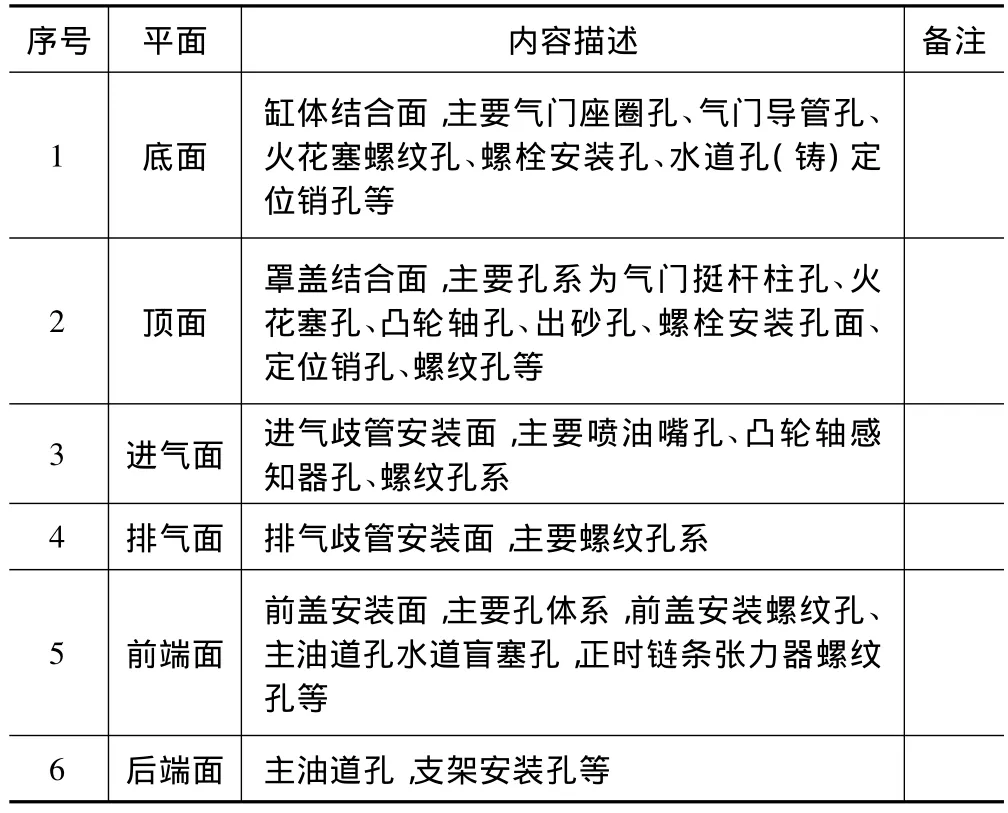
表1 缸盖各面主要内容分布描述
2 缸盖生产工艺流程规划
缸盖生产线根据其相关加工内容一般分为粗加工线与精加工线,二者线体以压装座圈前加工为界。主要影响因素是座圈与座圈底孔为过盈配合。一般发动机气门座圈与缸盖座圈底孔的配合过盈量为0.072~0.122 mm,此过盈量将造成压装座圈与导管后缸盖将发生相关变形,影响缸盖总长及关键孔圆度等变化,即以此为界将缸盖生产线分为粗加工线与精加工线。
粗加工线主要内容:半精铣缸体结合面、罩盖安装面、进排气面、前后端面以及相关面上螺纹安装孔系,其中包括座圈底孔、导管底孔、挺柱孔半精加工、火花塞孔、凸轮轴半圆孔粗加工等。
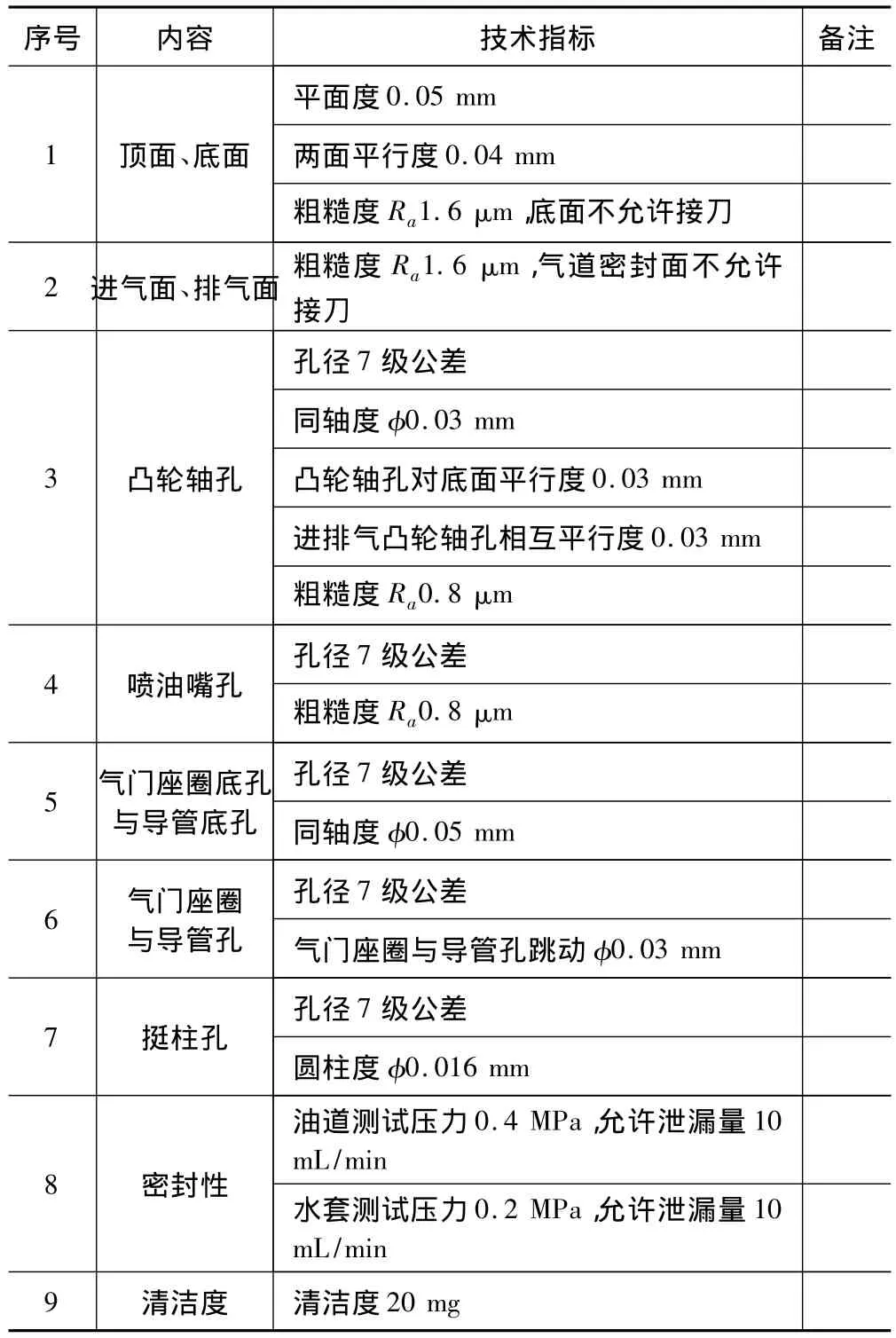
表2 缸盖主要技术要求
精加工线主要内容:精铣缸体结合面、罩盖安装面、前后端面以及进排气门座圈孔、进排气导管孔、挺柱孔、凸轮轴孔精加工。缸盖工艺流程见表3。
3 缸盖生产设备选型
3.1 设备选型
设备选型需考虑产品生命周期变化,因目前各大汽车厂家新品开发周期缩短,故此设备柔性为主要考虑因素。宁夏小巨人机床有限公司目前生产VCN、VTC、VCS三大系列立式加工中心与HCN卧式加工中心,有效组合,可完成缸盖生产线相应机加工要求。
3.1.1 立式加工中心特点
(1)主轴刀柄为BT40;(2)主轴电动机输出功率达18.5 kW,主轴最高回转速度达到12 000 r/min;(3)X/Y/Z轴快移速度达36 m/min;(4)刀库30把,刀库驱动和机械手驱动均采用伺服电动机,通过采用双伺服驱动,简化了传动系统的机械结构,提高了刀具交换系统的可靠性,刀具交换时间仅为2.9 s(屑对屑);(5)机床控制系统采用“Mazatrol MATRIX NEXUS”数控系统,具备标准刀具数据管理系统。
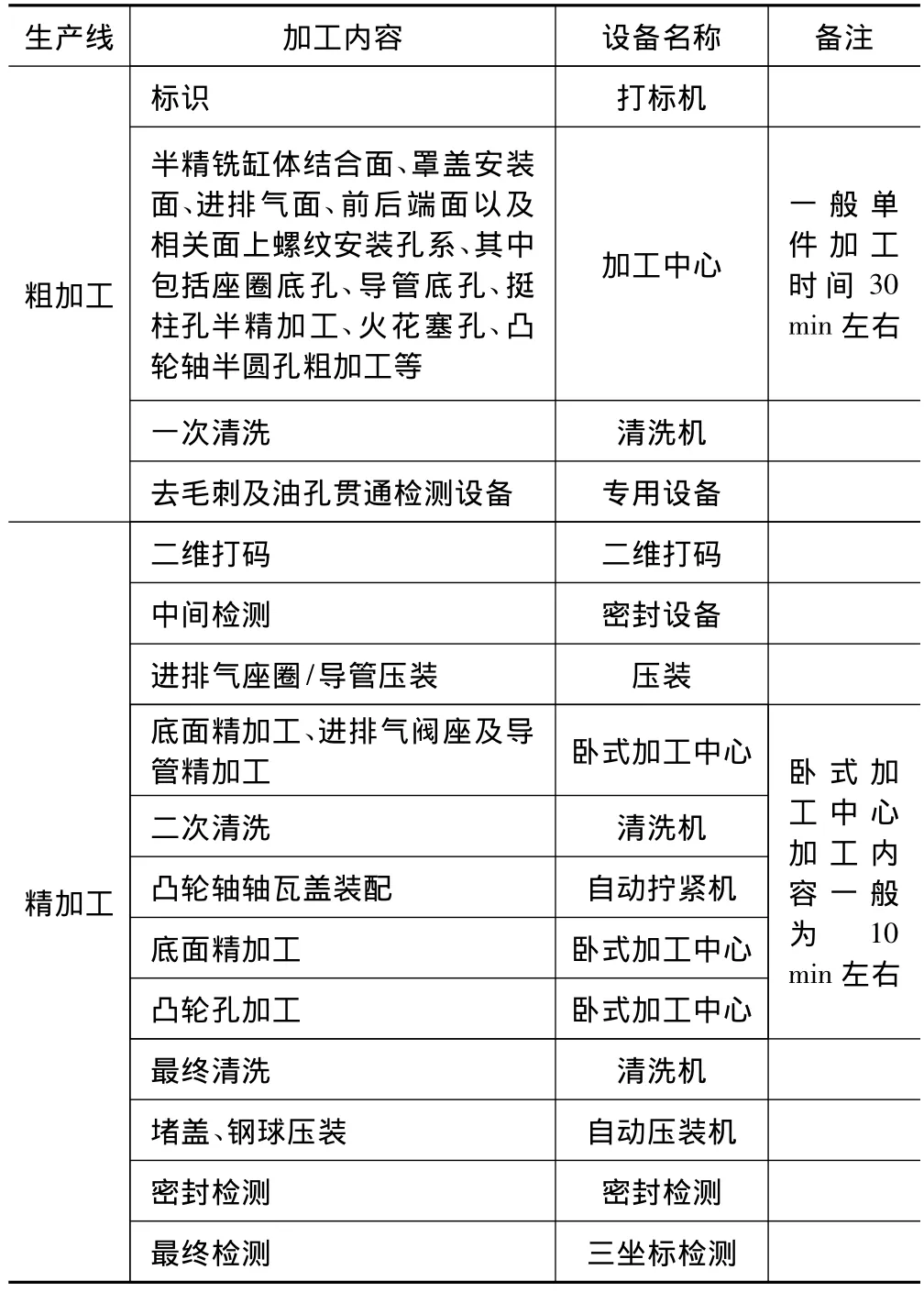
表3 缸盖一般工艺流程
3.1.2 卧式加工中心特点
进给轴快移速度达60 m/min,加速度达0.8g;刀具交换时间1.5 s;主轴加减速时间1.48 s(0~12 000 r/min);托盘交换时间仅7 s。主轴可选装BT40和HSKA63主轴,最高可实现18 000 r/min转速。
3.1.3 设备辅加功能选项
根据多次项目经验,为适应汽车行业大批量生产,相应设备在具备自身高精度情况下仍需具备以下功能以实现生产线高速、高效运行。
(1)中空丝杠冷却:由于设备在长时间运行情况下丝杠产生热位移,增加此功能可减小丝杠热位移,提高精度稳定性。
(2)高压贯通(15 kg、30 kg或70 kg):增加刀具内冷,实现高速钻削功能,可提升切削效率,提高孔加工品质。螺纹孔类钻削加工采用15 kg冷却压力,主油孔加工设备采用30 kg,导条类刀具孔加工采用30 kg或更高。
(3)冷却液温度管理功能:铝合金热膨涨系数大,切削过程存在热变形。主要热变形能量来源于切削产生热量,此热量95% ~98%传给切屑,而切屑最终传导于切削液,切削液进行多次循环后温度多接近于室温(30~40℃),但零件检测环境温度要求在20℃,因此铝合金工件冷却液需要进行冷却处理,使冷却液温度控制在一定温度范围,即由于温度引起铝合金工件孔间距热变形控制在0.01 mm以内。
(4)冷却液过滤高精度过滤系统:由于采用主轴贯通内冷方式,如切削过滤精度不高,亦造成在刀柄与主轴锥孔面间切屑存在,影响切削精度。一般采用30 μm过滤精度。同时设备采用大流量外围防护冲屑,减少操作人员停机。
(5)刀具折损检测:缸盖加工主要以孔加工为主,小于φ12 mm直径刀具占有相当比例,此类刀具由于直径小,刚性自身不足,由于铸件工件材质不良,易产生刀具折损。小直径刀具采用拔杆式破损检测,防止由于刀具折损产生不良品流入下序。
3.2 夹具系统
采用液压夹具,主要考虑工装引起工件变形,要求定位可靠性,夹具具有良好排屑性。
3.2.1 夹具动作控制
由于工件特点,在三点支撑情况下存在增加辅支撑等增加工件刚性问题。在夹具设计时存在优先动作,如采用顺序阀进行,动作不易调整且顺序阀为故障高发点,不易控制。故此夹具设计时各油路独立形成,油缸的先后动作采用电磁阀控制,此方式易于控制动作时间而且实现对各油路压力检测。
3.2.2 夹具定位检测
夹具定位面增加气密检测小于φ1 mm孔,通过气密检测设备进行工件着支到位检测,精定位可检测0.02 mm以内。采用此方法可避免由于定位面残留铝屑等引起工件加工不合格。可选用FESTO SOPA检测仪器,该检测装置可进行常开气吹功能,在工件与定位面接近时形成气面,清洁定位面与工件支撑面。
3.2.3 夹具定位冲屑
夹具存在部分角落排屑问题,夹具增加切削液冲屑装置,通过独立水泵控制实现实时冲屑,减少人工清理。此方式为实现机械手或机器人上下料提供支持。
3.2.4 缸盖拖架落销结构
缸盖生产线一般上料方式采用推入形式,夹具增加导向托架结构,由油缸控制其升降,升起时可进行上料亦可将缸盖工件与定位元素间脱离,下降时实现落销定位,而后夹具锁紧。
夹具以上结构及功能设计,不仅使人工上下料时便捷可靠,同时也为工件实现机械手或机器人上下料提供相应清理、检知等功能,保证如采用自动上下料方式的可靠性。
3.3 刀具系统
铝合金缸盖为铸造件,常用材料Al-Si合金,其具备优良铸造性能、抗腐蚀性能和机械性能。其材料特性在设备具备相应功能(高精度、高转速主轴、主轴贯通强力内冷)前提下,选用相应刀具系统满足高速切削之需,同时刀具选择兼顾切削效率、经济性和加工成本等原则。
3.3.1 刀具材料
铣削刀具:铣削加工铝合金最好办法是采用PCD材质刀具进行高速切削加工。在高速切削中,95%~98%的切削热都传给了切屑,大大减小了切削力和产生积屑瘤的可能性。
孔加工刀具:孔加工可分为一般精度和7级精度孔加工,一般精度孔加工采用内冷TiC(N)基硬质合金直槽钻头钻削,7级精度孔在钻削之后采用内冷PCD材质铰刀进行精加工。
3.3.2 复合结构应用
加工中心在切削过程中的换刀时间(切屑到切屑)宁夏小巨人机床有限公司相应设备一般为3.8 s,相应15把刀具即需要在57 s时间,相当于按年工作日251天、每天三班制、每天工作23 h、85%开动率计算年产30万产能为纲领单件加工节拍。因此减少换刀时间可压缩单件加工时间,途径主要是多件装夹或根据孔加工内容进行相应复合。复合刀具一般可实现3~5级复合,可省2~4把刀具,节省换刀时间7.6~15.2 s,同时可降低单件加工整体刀具成本。
3.3.3 刀柄夹持系统
高速加工时要求刀具具备很高动平衡性。一般采用热涨刀柄系统或液压刀柄系统,保证高精度孔加工要求以及刀具与夹具最小干涉直径。
3.4 辅助工序及设备
3.4.1 打标
生产线要求对工件具备可追溯性,需要对工件进行标示,打标机可采用气动打标或激光打标。气动打标机由打印针在压缩空气的作用下作高频振动冲击,实现在工件平面或曲率微小的弧面上打印标识,此方式工件需要进行夹具固定。激光打标机由激光器发出高能激光束,通过光导系统传输到激光打标头上,由激光头根据软件设定轨迹运动,在工件平面上光刻出清晰、规范、美观的标识,此方式工件无需要进行夹具固定。此两种方式可根据生产线要求进行选择,一般此设备缸盖工件采用通过式。
3.4.2 密封性检测
密封性检测,其设备可采用干式或湿式两种方式。湿式检测无法实现自动化由人工进行目测判断且工件带水需要清理干燥,成本低。干式检测即通过空气差压检测,可实现自动化检测,提高检测精度,泄漏量可以定量化同时实现数据的统计分析。相应干式检测设备要求具体液晶显示、加压保持、泄漏报警、误差校正、自检等功能。
3.4.3 压装机
缸盖线压装设备主要有座圈、导管压装设备,堵盖压装设备以及油孔钢球压装设备。设备一般要求:
(1)采用油缸为动力,实现自动压装;
(2)堵盖压装设备,排料由电磁振动装置上送料实现,采用自动离心涂胶技术,压装时有行程控制及压力检测,压力不合格时报警,压头压力可调。堵盖压装时有辅助支撑和夹紧装置。压头内抽真空、镶磁环,将碗形塞吸附定位。
3.4.4 拧紧机
拧紧机轴瓦盖安装时使用,采用工件通过方式,主要由工件输送滚道,瓦盖接合面及螺纹孔清理装置,人工装配瓦盖,人工或自动装配瓦盖定位销、人工装配瓦盖螺栓、瓦盖螺栓预拧紧,拧紧装置、扳手变位装置、顶起装置、检测装置、刻印等。设备具备扭矩控制、转角控制、屈服点控制、自动认帽、识别假扭矩以及剔除不合格品滚道通道。
3.4.5 清洗机
缸盖生产线根据需求可进行三级清洗,其中二级清洗可省略,粗加工后进行一级清洗,进行压装与轴瓦盖安装,完成精加工后进行最终清洗。清洗机采用多工位通过式清洗机,对工件进行定位清洗、翻转清洗、紊流清洗、漂洗、吹干、真空干燥以及冷却卸载。机内工件输送方式采用机械抬起步伐式输送,驱动采用液压缸,并利用定位销定位,保证定位准确。
3.5 测量检测
检测是对工件几何形状、尺寸公差、形位公差、表面粗糙度、材质的化学成分及硬度等,根据缸盖零件相应部位精度等级区分,适应生产线大批量生产检测。缸盖生产线相应量具如表4,具体量具数量可根据工序进行配置。
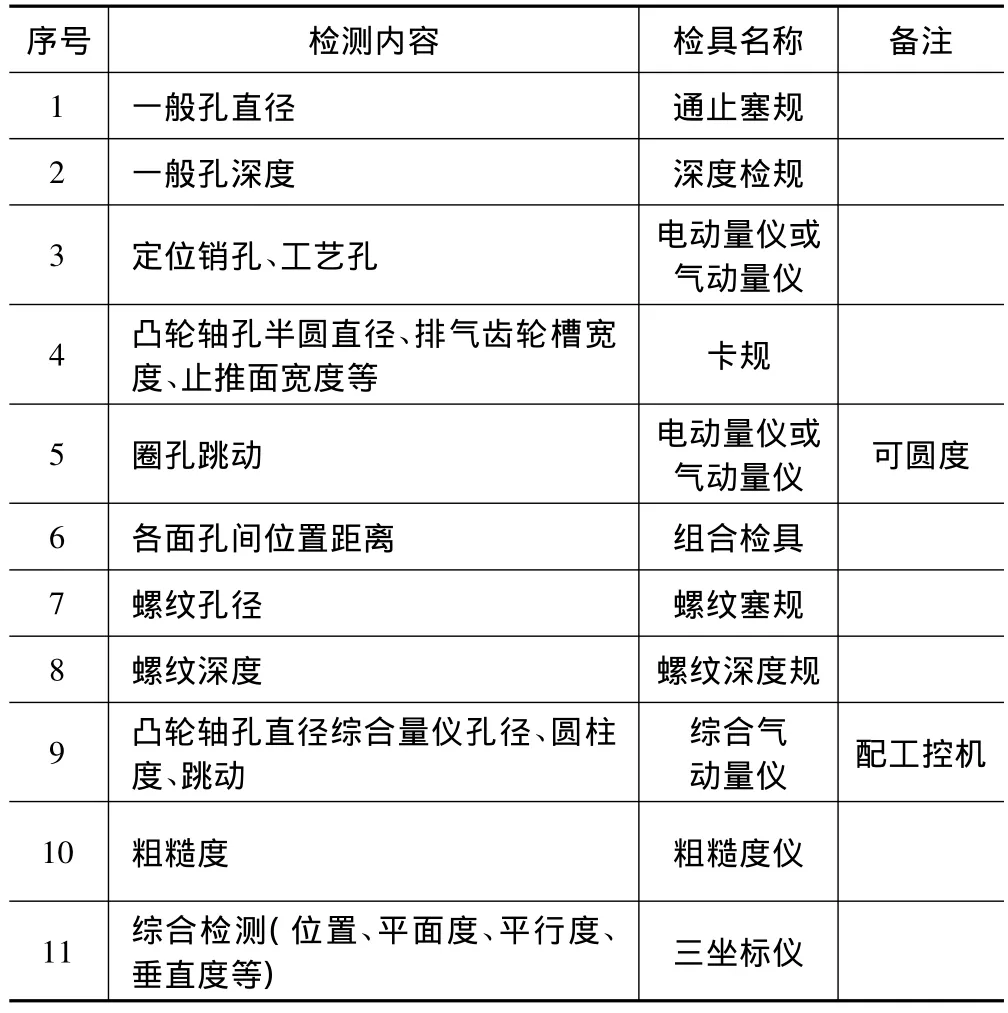
表4 检测工具配置表
4 缸盖关键工序
4.1 气门座圈与导管加工工艺
4.1.1 气门座圈与导管主要功用及技术要求
发动机工作时,由于可燃气体是在缸盖燃烧室压缩后进行点燃,致使气门座圈承受很高的热负荷和机械负荷。这既要求座圈具有很高耐磨性,还要有很好的密封性。如果阀杆工作时中心发生偏移除了会导致有害的热传导和阀杆及导管孔的很快磨损外,还会造成耗油量的增加。因此,对气门座圈和导管孔的加工精度提出了很高的要求,特别是对气门座圈工作锥面与导管孔的相互间的同轴度规定了很严的公差。座圈多选用高温耐热合金,硬度在60 HRC左右,且气门座圈与导管孔同轴度允差一般为φ0.015~0.05 mm。
4.1.2 主要影响加工因素
(1)工件自身特点:座圈与导管底孔、座圈与导管孔径差异(4倍),而且导管孔为细长孔,长径比为8倍左右;座圈材质为高温耐热合金(>60 HRC)。
(2)其他因素:座圈与导管目前通用工艺采用缸盖底孔加工后压装工艺,压装后进行精加工,因此存在压装座圈与导管后装配误差、导管与座圈自身加工柱度误差在φ0.02~0.05 mm,压装后相互跳动在φ0.05~0.1 mm。
4.1.3 工艺解决方案
(1)气门座圈和导管孔的底孔
气门座圈和导管孔的底孔精度是直接影响气门座圈和导管孔精加工精度的重要因素。因为底孔的同轴度误差会造成气门座圈和导管孔精加工余量的分配不均,精加工时刀具校直结果不佳,从而影响到精加工精度。因此导管与座圈同轴度应小于φ0.02~0.05 mm。
(2)为保证座圈底孔和导管底孔的同轴度公差,采用专用复合刀具,并分钻扩、半精镗(复合)、精铰三道工序进行加工。半精镗刃部为PCD材质,主要作用加工孔口部分,目的为修正钻削偏移问题,同时对进排气孔口腔体进行刀检修正。精铰刀采用多刃PCD复合刀具,为增强细长导管底孔加工刀杆的刚性,采用硬质合金条支撑,刀具进行分级设计,刃部为PCD材质,切削时导管底孔刃部切出(但支撑导向仍与孔壁配合),之后座圈底孔刀具进行切削。通过以上工步设计,可保证座圈底孔与导管底孔同轴 φ0.01~0.03 mm。
(3)气门座圈和导管孔
保证气门座圈和导管孔同轴要求,座圈与导管需同时加工方可保证,即采用专用复合刀具。分粗加工导向、精加工二工步进行加工。导向刀具座圈刃具选用CBN材质,复合3角度,角度高低可以调节,导管刀具刃部选用硬质合金多刃刀具,主要作用修正导管自身精度以及压装后精度问题。精加工刀具,导向刀具座圈刃具选用CBN材质,复合3角度,导管刀具刃部选用PCD单刃或多刃铰刀,刀杆部采用合金支撑条,不仅加强刀具刚性,而且切削中起支撑作用。精加工刀具复合时考虑到导管与座圈直径差异很大,故此刀具设计时需要考虑导管切出后座圈开始加工,避免由于直径差异加工抗力不同对加工影响。
4.2 凸轮轴孔加工工艺
4.2.1 凸轮轴孔技术要求
主要形位公差,凸轮轴与底面平行度φ0.03 mm,相互平行 φ0.03 mm,圆柱度0.009 mm、跳动 φ0.03 mm、粗糙度 Ra0.8 μm。
4.2.2 主要影响加工因素
(1)工件自身特点:孔长度总长为380~420 mm,直径为φ22~28 mm,长径比大于12;
(2)设备因素:主轴300~500 mm端高速运转时径跳误差,通用设备多在0.003~0.005 mm之间,机床重复定位误差多在0.005 mm;
(3)材料因素:此孔加工前,需装轴瓦盖,轴瓦盖与缸体材质不同,切削性质不同,而且通常多为断续切削;
(4)其他因素:夹具夹压变形、工序基准公差、冷却液品质、断续切削问题等。
4.2.3 工艺解决方案
(1)工艺方面:根据孔部特点,此孔加工采用三工步,即粗加工、半精加工、精加工;
(2)刀具方面:粗加工,加工凸轮孔第一档。半精加工间余量可以控制,刀片可调节,加工凸轮轴第一二档,半精加工主要起导向作用。精加工刀具复合凸轮轴所有直径,保证相互同轴要求,刀具增加合金支撑条,加工凸轮孔依次起支撑作用,降低高速运转时径跳影响。根据实践,导向孔直径大于精镗刀直径0.004 mm为最佳,精镗刀采用定向进刀;
(3)夹具方面:夹具确认可靠夹压点,在支撑面进行精加工后,定位面亦采用三点支撑,选取可靠压点,避免不必要变形;
(4)其他方面:冷却液选用油性性质,除冷却外关键作用起到润滑,通过程序参数不同变化,尽可能避免材质、断续切削影响。
座圈与导管跳动要求,凸轮轴相关公差要求,根据以上措施,在项目实施批量切削验证,完全满足图纸要求。
5 生产线布局模式
缸盖生产线采用柔性更强的加工中心组线,加工流程可进行分散工艺,也可进行集中工艺。分散工艺,根据生产纲领,每一台设备对应相应加工内容,工件通过所有加工设备方可完成相应加工,而其生产线布局一般以“一”字形布线或“U”形布线,投资需要按设计最大产能投入,其最大缺点为单机故障则全线停产。
集中工序,根据生产纲领,将同一姿态加工内容分配于同一工序,就缸盖六面体而言,采用立式加工中心增加A轴系统或卧式加工中心基本可以由三种姿态完成相关内容,主要工序工作对加工内容根据工艺性及各序平衡进行分配。集中工序优点:
(1)缩短工序数目及工艺路线,一次装夹完成多面内容加工,利于保证加工内容相互位置精度,减少了多工艺装夹造成的装夹误差;
(2)缩短工序数目,集中工序相应单件加工总节拍(含人工装卸)相比工序分散相应单件加工总节拍时间(含人工装卸)按工序缩减人工装卸时间,可相应减少操作人员及设备;
(3)工序集中利于实现上下料自动化,同一工序由多台设备完成,工件姿态相同且加工时间相对较长,利于机器人或桁架机械手抓取。
6 结语
总之,目前国外缸盖加工生产线,多采用全卧式加工柔性线,但综合成本高,一次投资大。根据实践经验,可以根据缸盖零件选用多型号设备组线,以粗精生产线区分,采用立卧结合,可优化资源配置,减少投资,以集中工序单元化或“一”字形或“U”布线,实现人工或自动上下料生产线,结合工厂实际情况及投资预算进行相应规划。
猜你喜欢
陕西水利(2022年2期)2022-04-20
兵工学报(2021年9期)2021-11-01
河南科技(2021年12期)2021-09-13
内燃机与动力装置(2021年4期)2021-08-03
装备制造技术(2020年11期)2021-01-26
中国水利水电科学研究院学报(2020年6期)2021-01-25
陶瓷(2020年12期)2021-01-21
装备制造技术(2020年1期)2020-12-25
制造技术与机床(2017年6期)2018-01-19
中国铸造装备与技术(2017年3期)2017-06-21
