压铸工艺参数GA-BP网络优化
2013-09-18 05:03:08赵云龙
电大理工 2013年4期
赵云龙
辽宁装备制造职业技术学院(沈阳 110161)
对于铸造生产,由于其过程复杂、影响因素很多,很难建立一个足够精确的模型来描述这样一个系统。利用常规的控制方法很难解决该问题,近年来,人工神经网络的发展为解决这个问题提供了有效的途径。
BP神经网络有广泛的用途,并且人们对它的理论研究最透彻。目前,在神经网络的实际应用中,绝大多数的神经网络模型是采用BP网络和它的变化形式,它体现了神经网络最精华的部分[1]。BP算法的优点是寻优具有精确性,但同时存在一些缺点,最主要的是易陷入局部极小、收敛速度慢和引起振荡效应等。由于遗传算法具有很强的宏观搜索能力,且能以较大的概率找到全局最优解,所以用它来完成前期的搜索能较好的克服BP算法的缺点。本文将二者结合起来,形成GA-BP混合算法,达到优化网络的目的。
1 GA-BP的原理
GA-BP算法就是在BP算法之前,先用GA在随机点集中遗传出优化初值,以此作为BP算法的初始权值,再由BP算法进行训练,这就是GA-BP算法的原理。
用GA算法用来调整BP网的权值,采用实数编码方案,然后随机产生多组权值,组成多个种群,种群大小的设定并没有现成的公式,只能凭经验来设定[6]。由于网络规模小,因此设定种群大小在5—20之间。其参数选取为:初始群体数为20,交叉概率cp=0.5,变异概率rP=0.02,误差精度e=0.01
GA-BP算法的步骤:
step1初始化种群P,包括交叉规模、交叉概率Pc、突变概率Pm以及BP给(rsw、st、sqv、qθ)随机赋一个较小的值。
BP给(rsw、st、sqv、qθ)随机赋一个较小的值。
step2对每一模式对进行下列操作。
其中 A(k), C(k)分别表示对应第k个训练样本的网络的输入向量和输出向量
step2.1将的 A(k)值(a(k))送入到输入层(LA层)
r单元,据LA层节点激活值 ar,通过连接权 wrs送到隐含层单元,产生隐含层单元新的激活值 bs,计算输出层(LC层)单元激活值 cs依次正向计算:
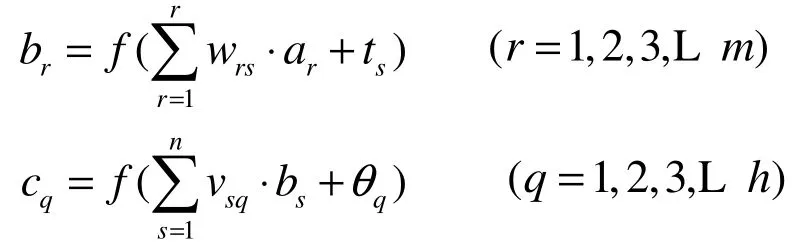
其中,)(·f为S型函数即
step2.2计算LC层节点输出与期望输出值的误差,令
step2.3采用遗传算法产生新一代群体
step2.3.1根据适应度函数定义,计算染色体(侯选解)适应度函数值
step2.3.2根据各染色体的比例信息cP选取参与产生下一代染色体的解向量。
为了加快算法的收敛速度,将每代中适应度值cF大于平均适应度值的侯选解强行复制到下一代,而不受选择过程的控制。
step2.3.3在向量中以一定的概率随机选择两向量交叉操作,保留适应度值较大的一向量,丢弃另一向量。step2.3.4从侯选解中以一定的概率随机选取某一向量中的某一分量并对其实行变异操作,同样保留适应度值较大的一向量,丢弃另一向量,得到新一代群体。step3采用BP网的误差回传方法计算网络中每一个节点的阈值

step4重复步骤step2直至K和 1K+ 代群体中适应度值最高的两解向量间的欧氏距离小于给定的一个任意小的值。
step5 用BP算法对遗传杂合算法学习所得的权值作为BP网络的初始权值,用BP算法对其进行学习,直至误差小于所给定的值。
2 混合网络模型的建立
压铸的过程是高温液态金属在高压下快速充填结构复杂、断面狭窄的金属型腔的过程。浇注速度和填充时间是浇注系统参数设计的基本参数且二者相互影响[11]。神经网络能综合考虑各个因素,因而能更好地进行参数的优化设计。本文在归纳了大量的实践经验后,建立了从平均壁厚、合金种类、内浇口位置、铸件的结构信息到浇注速度和填充时间的神经网络模型,对浇注系统的参数进行设计优化。
在遗传算法和神经网络结合的系统中,神经网络采用三层的BP网,BP网的输入层有4个神经元,分别对应4个已知参数,输出层有2个神经元,分别对应内浇口速度和填充时间。隐层神经元数目为3个[12]。其输入输出符号定义如下:
1:合金种类 0铝合金 1锌合金
2:压铸件结构 0圆盘类 1圆盖类 2圆环类 3筒体类 4缸体和壳壁厚差
3:铸件平均壁厚(mm)
4:结构复杂程度
5:铸件壁厚差(mm)
6:金属液充型长度(mm)
7:浇口形状 0环形浇口 1缝隙浇口 2点浇口
8:内浇口位置 0侧浇口 1中心浇口 2顶浇口
9:填充时间(s)
10:内浇口填充速度(m/s)
3 实验结果
网络设计时,采用了考虑壁厚差、铸件结构类型时网络输出值与不考虑上述两个设计参数进行了比较,给出了7组比较结果。从结果可以看出,考虑了铸件的壁厚差和铸件结构类型以后,对于充型时间以及内浇口速度有一定的影响,上述两个输出参数都变大。这也和模拟的结果相符。因为,其他工艺参数相同的条件下壁厚差的大、结构复杂的压铸件,金属液在充型时型腔的充型阻力变大,因而,需要较大的内浇口速度,以补偿金属液在流动过程中的压力损失;同时,由于壁厚差的存在,薄的部位先凝固,厚的部位后凝固。为了防止缺陷的出现,必然得缩短充型时间。

表1 用于训练的样本
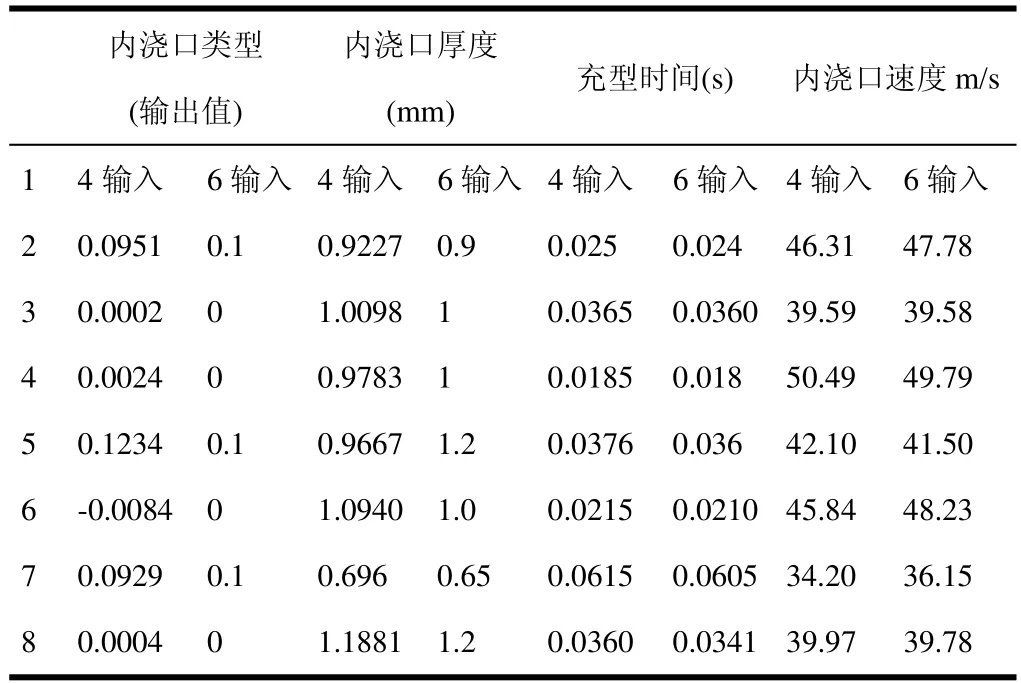
表1 4输入参数与6输入参数时输出值比较
4 结语
(1)GA-BP算法能同时对解空间内的许多点进行遗传选优,在找到优化点后,再由BP算法按负梯度方向进行搜索,既能避免BP算法在能量公式对应的误差曲面为狭长型时,算法在谷的两壁跳来跳去,影响了网络的收敛速度;同时防止BP网络陷入局部最小点;又能克服GA以类似穷举的形式寻找最优解而引起的搜索时间长、速度慢的缺点.因而,GA-BP算法是一种快速、可靠的方法。
(2)铸造工艺参数选择时壁厚差、金属液充型长度是影响充型时间和内浇口速度的因素,并且实例表明,经GA-BP网络优选的工艺参数是理想、可信的。
[1]飞思科技产品研发中心,Matlab 6.5辅助神经网络分析与设计[M].北京:电子出版社,2003.
[2]张立明,人工神经网络模型及其应用[M].北京:人民出版社,2000.
[3]陈国良,王煦法.遗传算法及其应用[M].北京:人民邮电出版社,1996.
[4]Summad E,Appleton E.Genetic algorithm for sheet metal working tool selection,using curve matching and tree sarching[J].J of Mater Process Tech,1998,80(81):505-506.
[5]Chung J S,Hwang S M.Application of a genetic algorithm to the optimal design of the die shape in extrusion[J].J of Mater process Tech,1997,72:69-74[6]高山,单渊达.遗传算法搜索优化及其在机组启停中的应用[J].中国电机工程学报,2001,21(3):46~48.
[7]刘勇,康立山.非数值并行算法——遗传算法[M].北京:科学出版社,1997.97~98.
[8]洪露,马长山,谢宗安.基于遗传算法的神经网络权值优化[J].贵州工业大学学报(自然科学版)2003,12(32):48-50.
[9]邹风山,王承志,黄勇.压铸浇注工艺参数的人工神经网络优化设计[J].铸造设备研究,2002,(6):13-16.
[10]罗 蓬,周锦进.基于BP神经网络的压铸浇注工艺参数设计[J].铸造,2000,(5):286-288.
[11]罗蓬.模糊神经网络在压铸浇注系统计算机辅助设计中的应用[J].贵州工学院学报,1996,(6):40-44.
猜你喜欢
铸造设备与工艺(2022年4期)2022-11-15 17:52:18
计算机仿真(2022年8期)2022-09-28 09:53:02
机械工业标准化与质量(2022年3期)2022-08-12 02:29:46
成都信息工程大学学报(2022年3期)2022-07-21 09:35:04
沈阳师范大学学报(教育科学版)(2021年2期)2021-02-01 07:00:46
沈阳师范大学学报(教育科学版)(2021年2期)2021-02-01 07:00:46
中国铸造装备与技术(2017年6期)2018-01-22 01:50:05
中国铸造装备与技术(2017年3期)2017-06-21 11:33:48
自动化学报(2017年7期)2017-04-18 13:41:02
中国塑料(2016年11期)2016-04-16 05:26:02