汽车用组合开关触点压力的分析和探究
2013-09-02 13:07范云琪
汽车电器 2013年7期
范云琪
(贵航股份华阳电器公司,贵州 贵阳 550006)
1 组合开关结构分析及要求
JK3073组合开关是我公司为海口海马汽车有限公司普利特、福美来等轿车配套生产的产品,如图1所示。组合开关由灯光控制部分和刮水控制部分组成,其中灯光控制 (远光、近光、超车)开关,通过操纵手柄的上、下及旋转带动两块滑块通过滑板的移动来带动顶销与滑块的位置配合,使弹簧接触片转换接通或断开,实现电路控制的目的。为了保证产品的接触可靠性和10万次的使用寿命,必须严格控制触点的接触压力,因此产品设计要求产品装配后接触座中底座与弹簧接触片之间的触点压力为75~100g, 如图2所示。
2 弹簧接触片的结构和特点
弹簧接触片利用板片的弯曲变形而起弹簧作用,主要用于载荷和变形均不大、要求弹簧刚度较小的场合,因用途各异而制成各种形状。按外形分有直片和弯片等;按板片形状分有长方形、梯形、阶梯形等。一般采用螺钉或铆钉的固定方式。由于片弹簧的结构中具有圆弧、圆孔和截面形状的变化,在这些地方会产生应力集中,当静载荷或载荷变化次数较少时,可不予考虑。JK3073产品,弹簧接触片选用直片长方形,截面形状是矩形,采用铆钉固定方式,如图3所示。
通过对产品结构的分析可以看出,弹簧接触片是通过铆钉铆接在底座上的,由于A、B两点存在一定的高度差,当铆钉铆紧时,弹簧接触片产生弹性变形,在B点形成接触压力F,因此可以看出当底座、触点、弹簧接触片等零件尺寸变化时会对接触压力F产生影响。当顶销处于未工作状态时,弹簧接触片可以看作只受接触压力F的作用,因此,我们可以作出弹簧接触片结构和受力简图。如图4所示,接触压力F受挠度fy控制。
2.1 挠度的计算
由 《机械设计手册》中查得,在A点的最大应力δmax=F×L/Z。 挠度为
式中:E——材料的弹性模量,MPa;Z——抗弯截面系数,mm3;I——惯性矩,mm4;fy——挠度,mm。
因为选用的弹簧接触片截面是矩形,则抗弯截面系数
惯性矩
式中:b——截面宽度,mm;h——截面厚度,mm。
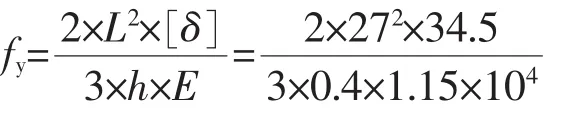
将式(3)代入式(1)得
由设计给出:b=5 mm,h=0.4 mm,L=27 mm,F=75~100g。
由 《航空机械设计手册》中查得:材料为锡青铜带QSn6.5-0.1, E=1.15×104kg/mm2,[δ]=34.5kg/mm2。所以,得出
由上可知:当弹簧接触片产生弹簧变形时,挠度fy在1.6~2.14 mm范围内即可保证接触压力F在75~100g之间。
2.2 许用弯曲应力的校核
在最大允许载荷[δ]下的最大挠度为3.65 mm,由此可知,我们可以通过调整顶销工作尺寸,控制弹簧接触片的弹性变形量在一定范围内,从而保证弹簧接触片在产品工作中不会出现早期失效的现象。
3 误差分析
通过以上对弹簧接触片的受力分析,我们对触点接触压力下的控制有了准确的理论依据。由于在实际生产过程中,各零件均会在公差范围内变化,触点接触压力也会随之变化,与理论值有一定误差,根据挠度计算公式可以看出,在弹簧接触片产生变形时,保证初始挠度fy不变的条件下,接触压力F随着L、h、b 3个变量的变化而变化。
由挠度计算公式可以看出,触点接触压力F与弹簧接触片的厚度h3成正比,因此材料厚度h的变化对触点接触压力F的影响很大。又因材料厚度是由原材料的公差决定的,故根据材料标准可以保证h在±0.02mm范围内。在产品设计时根据材料公差的极限值,对弹簧接触片的初始挠度fy1给出足够的余量,就可以保证触点接触压力下的变化在规定的合格范围内。
由挠度计算公式还可以看出触点接触压力F与L成反比,与b成正比,零件制造过程中L、b变化是很少的,可忽略不计。在生产装配过程中产生变化的主要是L,弹片在铆接中,由于铆钉的松紧,造成弹簧与底座存有一定间隙,从而使固定点A相对后移使L相对增大,由挠度计算公式中可以看出F与L3成反比,因此接触压力F会减少。为了保证铆接工艺的可靠性,我公司已取消手工铆接,改用设备铆接,选用空心铆钉,采用旋铆的工艺方法来解决这一问题。
4 检测方法
通过以上对产品结构的受力分析和误差分析,我们在生产实践中可以对零件的关键尺寸进行严格控制。但是实际生产过程管控中,零件很难做到100%的一致性,生产过程中,零件尺寸总体在设计公差内波动,因此产品在最后组装过程中,必然会出现不良品,为了保证产品的最终出厂合格率,必须对装配后的接触座组件进行触点接触压力的100%检测。
触点接触压力检测,大多数的生产厂家通常使用测克器检查,这种检测方法的优点是比较直观,缺点是由于受检查人手法的影响和零件结构的限制,测量误差较大,且检查速度也较慢,只能用于OTS交样和小批试装,不能满足大批量生产的需要。因此我公司目前使用的是设备检查,即触点压力检测机,如图5所示。
采用精密的称重传感器,使弹簧接触片测试过程中得出精确的数据,当装配工人将产品放入载具中,由气缸将其移至检测区,位移过程中载具固定板下采用双滑轨的方式,使被测产品平稳到达检测区,气缸带动称重传感器上升至检测点,称重传感器检测到的数据转到计算机,人机界面上自动显示出测试的数据,然后气缸带动传感器下降,再由气缸将产品移至起始点。当产品检测出的数据符合技术标准所需的要求,则设备上另一个气缸带动钢针在产品上打点标识产品合格,筛选出不良品,保证产品接触压力100%合格。
5 总结
综上所述,通过对弹簧接触片的弹性变形分析计算,我们可以找到零件尺寸的关键控制点及有效的检测方法,影响组合开关触点接触压力的因素有fy、L、h、b尺寸的变化,在初始挠度fy尺寸保证的情况下,h值的变化是影响触点接触压力的主要因素。
通过对触点接触压力检测方法的比对,根据生产的需要,在前期产品的交样到小批试装的初级阶段,可以使用测克器进行手工检测;当进行批量生产时,使用传感器检查方法,可以大大提高生产效率,保证产品品质。
[1]徐灏.机械设计手册 (第2版第3册)[M].北京: 机械工业出版社,2006.
[2]第三机械工业部第612研究所《航空机械设计手册》编辑组.航空机械设计手册 (第二册下分册)[M].北京:国防工业出版社,1979.
猜你喜欢
城市轨道交通研究(2022年2期)2022-11-18
小资CHIC!ELEGANCE(2022年3期)2022-01-11
交通科技与管理(2021年13期)2021-09-10
计算机测量与控制(2021年4期)2021-05-07
汽车维护与修理(2021年2期)2021-02-03
现代信息科技(2021年14期)2021-01-14
教练机(2020年4期)2020-12-29
电子元器件与信息技术(2020年9期)2020-12-10
军民两用技术与产品(2020年8期)2020-09-07
教练机(2020年2期)2020-08-17