
工程机械铸铁件工艺特性及质量控制
2013-08-28 06:39河北钢铁集团宣工公司张家口075100常宏志
金属加工(热加工) 2013年1期
河北钢铁集团宣工公司 (张家口 075100) 常宏志
一、造型材料的选择
由于工程机械类铸件生产批量大,种类多,结构复杂,因此要求型芯砂有较高的强度。呋喃树脂自硬砂工艺成熟,其配套设备系列化、标准化,原辅材料市场广泛,其粘结剂树脂加入量1.0%以下,成本较低,旧砂再生性好,回收率可达90%,因此从工艺性、成本控制和环保性考虑,呋喃树脂自硬砂作为造型材料是最理想的选择。采用呋喃树脂砂生产的铸件,粘砂、砂眼、皮下气孔等缺陷明显降低,尤其复杂砂芯可以不用芯骨,可简化造型、制芯操作,生产效率大幅提高。
二、不同类别铸件的工艺特点
1.箱体类铸件
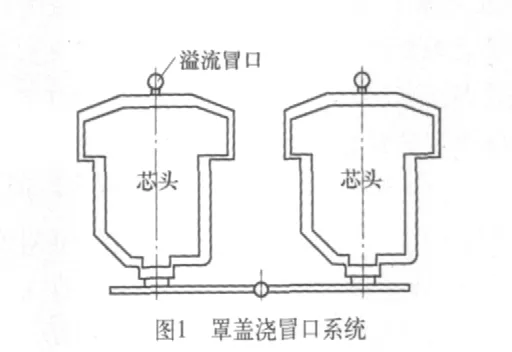
箱体类铸件壁厚一般在10mm左右,属于“皮薄馅大”类铸件,砂铁比高,容易产生气孔、冷隔缺陷。因此,在进行该类铸件工艺设计时,优先考虑“顶注”原则,采用开放式浇注系统,倾斜浇注,在浇口对面设置溢流冒口,起到排气、收集冷铁液的作用;上平面大口处尽量设计芯头,以便砂芯中的气体从上芯头排出;充分利用透孔作为砂芯的支撑点,尽量避免芯撑的使用,以减少冷隔缺陷。典型件如T165推土机的罩盖,铸造浇冒口系统设计如图1所示。
2.飞轮类铸件
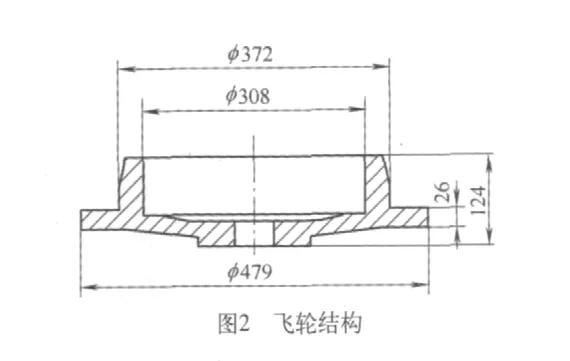
飞轮类铸件直径在500mm左右,壁厚40mm左右,此类铸件属于厚实体铸件,容易出现缩孔、缩松缺陷,因此工艺重点是进行补缩。
补缩的方式一是用冒口补缩,采用热冒口或边冒口的方式,冒口体采用方形冒口,“扁、薄、宽”的冒口颈,但对于压边冒口来说,压边宽度不可太小,依笔者的经验取12~16mm比较适合,既可有效补缩,又可防止局部过热而产生缩孔;二是加冷铁的方式,充分利用石墨化膨胀进行自补缩,这两种措施相配合,厚实的轮类铸件质量即可得到控制。但要规定冷铁的使用次数,以免由于冷铁表面氧化而导致其激冷能力下降和产生呛火缺陷,一般来说冷铁表面氧化层和石墨氧化层达到0.2~0.4mm时就应停止使用,推荐使用次数为15次。
飞轮类典型铸件结构和工艺如图2、图3所示。
3.缸体类铸件
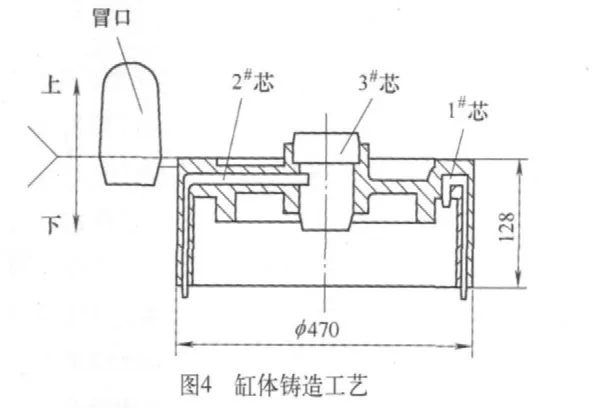
虽然缸体类铸件也属于环状铸件,但由于存在油道及环体上的切槽,铸件易产生气孔及缩松缺陷,工艺难度较大。在进行工艺设计时要充分考虑油道芯的排气,采取在油道芯中加设尼龙气道,以及加大芯头等方式进行排气;还要考虑冒口的补缩范围,根据铸件直径大小设置冒口数量。对于材质为HT250的铸件来说,不需要使用冷铁,但对于球墨铸铁来说,必须在油缸底面加冷铁才能防止缩松缺陷。难度较大的缸体零件铸造工艺如图4所示。
4.变速箱体类铸件
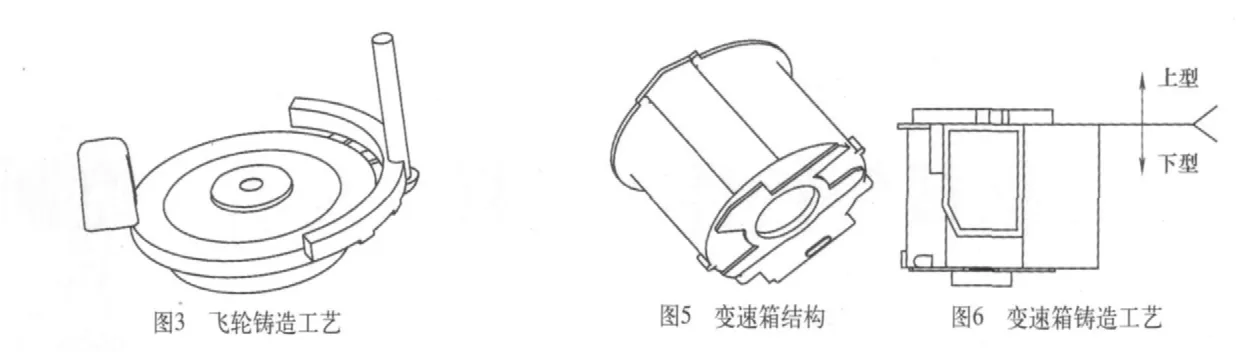
此类铸件的典型特点是高宽比大,壁厚较小,在工艺设计时依然是采取“顶注优先”的原则,便于铸型和砂芯中气体的顺利排出。对于灰铸铁箱体,铸件自补缩能力强,不用考虑补缩冒口,球墨铸铁箱体一般在上平面设置顶冒口,可对铸件下部有效补缩。在铸造工艺参数上,不同方向的收缩量要进行调整,一般长度、宽度方向为1%,高度方向为0.5%。为了克服铸件高而造成的起模困难,在制作模样时,起模斜度取正负值,芯盒斜度与模样外皮一致,保证壁厚均匀。由于铸件冷却速度快,砂芯阻碍收缩,易产生裂纹,因此在砂芯中要设置增加退让性的材料或制作中空芯筒,也可推迟打箱时间,防止铸件裂纹。典型铸件结构和工艺如图5、图6所示。
5.阀体类铸件
阀体类铸件一般来说重量在几十千克,质量要求严格,不但不能有表面缺陷,而且要求材质致密,不得有缩松、缩孔缺陷;内腔尺寸精度要求高,不得有粘砂或披缝缺陷。基于上述要求,进行阀体类铸件工艺设计时,内腔砂芯最好采用热芯盒制芯,以充分保证尺寸精度和表面质量,芯头砂型和砂芯部分要有合理的间隙,保证砂芯能自由收缩,造型时一定要采取措施保证砂芯产生的气体能排出铸型。在铸件致密度控制上,最好采用发热冒口进行充分补缩,并采用高Si/C比配方,充分利用石墨化膨胀提高致密度。在内腔清洁度控制上,可以采用电化学清砂的方式,个别阀体由于结构原因,电化学清砂易产生裂纹时,必须采用手动喷砂机进行内腔清理,确保内腔质量。
由表1可知,基本苗是处理6最高,为7.17万株/亩;依次是处理5为7.15万株/亩,处理3和处理4为7.04万株/亩;处理1最少,为6.90万株/亩。总茎蘖是处理6最高,为16.29万蘖/亩;处理1最低,为14.70万蘖/亩。有效穗是处理6最高,为10.79万蘖/亩;处理1最低,为9.25万/亩。
典型球墨铸铁阀体结构设计如图7所示。
从该件结构上看主要有两大难点:一是属于厚大件,可能存在内部缺陷;二是砂芯复杂,芯盒制作难度大。
第一个难点采用直径90mm、高150mm的发热冒口进行补缩解决。
第二个难点的解决方法如下:
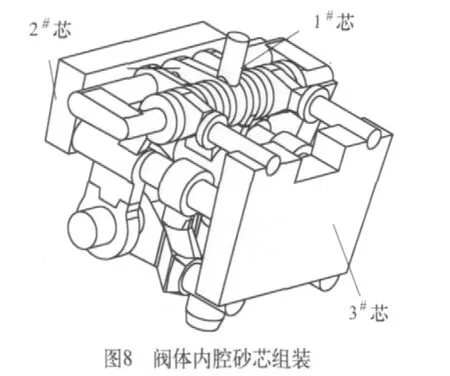
此铸件形成油道的砂芯呈空间网状结构,整体出砂很难实现,组芯是唯一的方法。根据零件使用要求及砂芯的结构特点,我们将砂芯分为三个部分分别制作。分配方案体现以下原则:
(1)尽量将尺寸要求高、功能相同的部分置于同一个芯盒中,保证尺寸精度。
(2)尽量将形状复杂、出砂难度大的部分平均分配给各个芯盒,减小操作难度。
(3)尽量将定位基准统一到一个芯盒上,保证砂芯相互之间的定位精度。

图7 阀体结构
(4)尽量增加定位面面积,保证最终粘结强度;尽量将粘结面置于靠近阀孔处,防止在阀体内部形成无法清理的披缝。
按上述原则对砂芯进行分割,如图8所示。芯盒完成后,我们对组装好的砂芯及最终铸件进行了划线检查,结果显示,重要油槽尺寸精度达到±0.5mm,各层砂芯的组装精度达到±1.5mm,完全满足了铸件的使用要求。
6.行星架类铸件
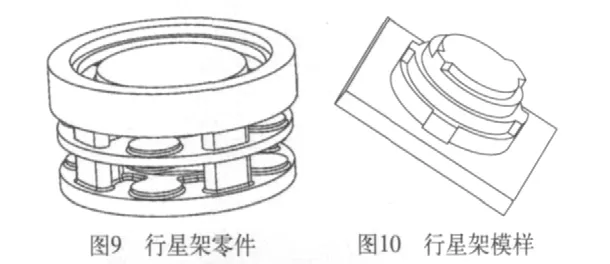
由于要求对行星架作平衡试验,对高度尺寸和径向尺寸均有很高的要求,因此芯盒和模样均采用树脂模型。为了保证尺寸精度,芯头要采用整体圆柱形式,支承柱和圆盘均在芯盒中出,模样芯头和芯盒芯头部分采用同一母模进行配翻,以提高配合精度;各支承柱用同一木模翻树脂模型;为了保证各空档的高度,考虑铸件在高度方向收缩受阻,制作时芯盒高度减小1~2mm。SD7高驱动推土机二三排行星架结构和模样如图9、图10所示。
三、适合树脂砂生产的工艺措施
1.吊砂工艺
由于呋喃树脂砂填砂时流动性好,抗拉强度高, 因此可推广应用吊砂工艺,减少箱体、轮类、轴承座类铸件的砂芯数量,提高铸件尺寸精度和生产效率,减少清理工作量,降低成本。我公司的典型箱体有特卡系列高驱动推土机的变速箱体、变速箱盖、链轮毂,以及T140—1的齿轮壳体、主离合器壳体等复杂箱体件,利用树脂砂成功实施了吊砂工艺(见图11),提高了铸件等级。

2.叠箱造型工艺
由于树脂砂强度度高,对于活塞、隔板等简单铸件,可以采用叠箱工艺,以提高生产效率,降低砂铁比,节约浇注面积,降低铸件成本。具体方法是把模样置于一带底板的木框内,造型时,首先制作平底砂型,然后在木框内填砂刮平,砂型硬化后把砂型从木框中起出,放于平底砂型上,然后将第二个叠加到第一个上面,以此类推,一般可叠加6~8个铸型,具体数量根据铸件高度而定。
由于球墨铸铁件对铸型刚度要求高,此方法不适于球墨铸铁件。
3.熔炼工序质量控制
由于铸铁件存在石墨化膨胀,虽然可以进行自补缩,但也使铸件补缩量不确定,要保证铸件内在质量,需要对铁液成分和浇注温度等因素进行系统控制,尤其对于球墨铸铁件更为重要。我公司采用质量相对稳定的山西翼城生铁和本溪生铁为原料,同时使用优质的铸造焦炭,确保稳定的铁液成分和较高的出铁温度(1450℃)。在此基础上,可以把碳当量提高到4.8%,从而在保证铁液牌号的前提下,尽可能地提高铁液的自补缩能力,熔炼工艺采用冲入法出铁槽随流孕育。
四、结语
对于工程机械类铸件,灰铸铁件工艺和质量控制措施稳定、成熟,铸件废品率低;球墨铸铁件工艺难度较大,补缩困难,每种铸件都要经过充分的工艺验证,或使用凝固模拟软件进行调整,做到既保证铸件质量,又有最好的经济效果。
(20121020)
猜你喜欢
中国铸造装备与技术(2021年6期)2021-12-02
铸造设备与工艺(2021年4期)2021-10-17
中国铸造装备与技术(2021年1期)2021-02-02
金属加工(热加工)(2020年3期)2020-05-13
TMR Modern Herbal Medicine(2020年2期)2020-05-07
中国铸造装备与技术(2017年2期)2017-06-01
中国设备工程(2017年2期)2017-03-06
上海金属(2016年3期)2016-11-23
大型铸锻件(2015年4期)2016-01-12
浙江大学学报(工学版)(2015年1期)2015-03-01
