
一种带有装配断口的大型冲压窗形保持架
2013-07-21 08:23:40雷晓敏刘致文陈愚
轴承 2013年2期
雷晓敏,刘致文,陈愚
(1.洛阳LYC轴承有限公司,河南 洛阳 471039;2.洛阳成邦轴承有限公司,河南 洛阳 471000)
大型及特大型圆锥滚子轴承价格昂贵,所以多年来针对大型及特大型圆锥滚子轴承,国内许多厂家除生产外,还相继开展以旧翻新工作,由此带来了可观的经济效益。由于此类轴承生产批量小,每生产一个品种均不能离开装配模具对轴承进行组装,往往有时一套或几套轴承的生产(或维修)也必须要有能安装大型装配模具的大型压力机,因此增加了轴承的成本,装配模具的费用甚至相当于轴承的整个制造费用。
圆锥滚子轴承中所使用的冲压窗形保持架通过在其小端和孔梁处开设断口,在轴承组装后将断口焊接恢复原状,使组装轴承过程省略了保持架生产过程中的扩张工序。断口特征及要求如下。
(1)当保持架孔梁较窄时,在窗口小端按180°等分切2个断口;当保持架较大时也可按120°等分切3个断口。实践证明小端切口弹性较小,不便于装配(图1)。

图1 断口在窗孔小端
(2)当保持架孔梁较宽时(多为特大型保持架),只需要在一个孔梁上切断口即可,这样能使保持架直径扩大,弹性好,便于装配(图2)。
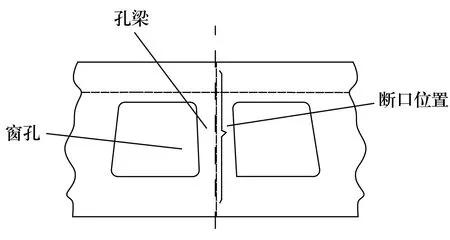
图2 断口在孔梁上
(3)两种形式的断口均须加工成“V”字形,即“坡口形”,以保证保持架焊接后有足够的强度。焊接时需对轴承套圈和滚子做适当保护,焊接后需对焊缝表面进行手工光饰处理,但对表面要求并不高,允许有可显见的焊接痕迹。
关于焊接的强度问题,我国早在20世纪50年代末就已成功编制出大型及特大型窗形保持架焊接成形的成熟加工工艺。在该工艺下生产的轴承经长期使用后证明,保持架强度是可靠的,故不用作强度检查。为了节省材料,目前仍采用板条经卷筒、焊接、冲压成形等工序制造大型保持架的方法。焊接设备最好选用直流电焊机,手工操作焊接,焊后须手工锉削光饰。为证明焊接是否可靠,可用板条焊后作对比拉伸试验。
为使保持架保持原始精度不变,应采用线切割加工断口,线切割的切缝窄对保持架精度没有影响。采用上述工艺解决了小批量生产大型及特大型圆锥滚子轴承中保持架装配模具费用高的难题。该方法简单、实用,值得我国轴承行业借鉴和推广应用。
猜你喜欢
哈尔滨轴承(2021年1期)2021-07-21 05:43:10
哈尔滨轴承(2021年4期)2021-03-08 01:00:52
哈尔滨轴承(2021年4期)2021-03-08 01:00:50
哈尔滨轴承(2020年3期)2021-01-26 00:34:54
汽车零部件(2019年7期)2019-08-14 10:56:14
轴承(2018年10期)2018-07-25 07:22:22
幸福(2016年5期)2016-04-19 03:48:10
华东理工大学学报(自然科学版)(2015年1期)2015-11-07 09:15:46
华东理工大学学报(自然科学版)(2015年1期)2015-11-07 09:15:46
视野(2015年21期)2015-02-05 05:32:34
