
40CrNiMoA钢兜孔带锁点保持架加工工艺改进
2013-07-21 08:23:40李娜胡俊卿刘友国郭晓玉
轴承 2013年2期
李娜,胡俊卿,刘友国,郭晓玉
(洛阳LYC轴承有限公司 031轴承厂,河南 洛阳 471023)
某型圆柱滚子轴承采用兜孔带锁点保持架,结构如图1所示,保持架材料为40CrNiMoA钢。保持架在加工过程中,兜孔的锁点已经形成,不需要在装配的过程中进行压印或者凿印,装配比较方便。
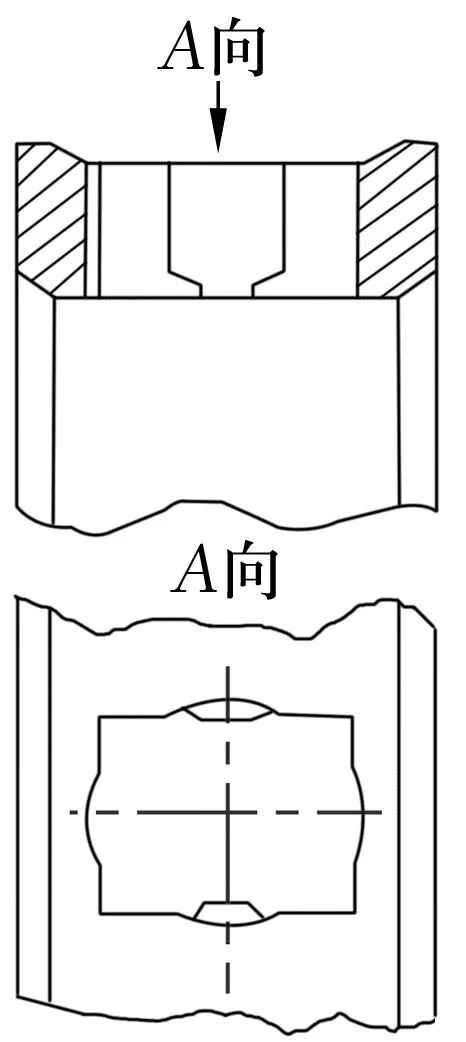
图1 保持架兜孔结构示意图
改进前40CrNiMoA材料实体保持架兜孔的加工工艺为:钻孔→镗孔→扩锁点→拉孔。钻孔的目的是加工出兜孔锁点;镗孔工序则为拉孔预留出合适的留量。拉刀设计成带有凹槽的形状(符合图纸要求锁点的宽度)。但是在进行拉孔工序时,发现由于40CrNiMoA材质黏性大、硬度高,以及底部锁点的引导长度较短,造成拉削过程不平稳,产生“甩刀”现象,致使拉刀承受的抗力过大,出现断裂,无法满足大批量生产要求。
为保证拉削过程平稳,加工时加大底部锁点引导长度,改进后的加工工艺为:钻孔→镗孔→拉孔→扩锁点,即拉孔时兜孔仍旧为直孔,拉孔完成后再进行扩锁点工序。为了避免装夹误差造成锁点大小不一,还设计了兜孔定位销配合使用。
实践证明,改进后工艺使拉刀寿命大幅延长,可保证大批量加工生产的需要,此加工方法也可应用于同材质、同结构的保持架兜孔的加工。
猜你喜欢
昆钢科技(2022年2期)2022-07-08 06:36:14
哈尔滨轴承(2021年4期)2021-03-08 01:00:50
设备管理与维修(2021年18期)2021-01-29 02:09:20
哈尔滨轴承(2020年3期)2021-01-26 00:34:54
石材(2020年4期)2020-05-25 07:08:50
建材发展导向(2019年10期)2019-08-24 06:24:30
中国科技纵横(2017年7期)2017-05-16 14:55:22
现代制造技术与装备(2016年11期)2016-04-07 02:13:47
工程建设与设计(2016年1期)2016-02-27 10:50:23
河南科技(2015年4期)2015-08-28 01:40:00
