
基于CCD与红外的导爆管检测中的信息融合方法
2013-07-03 08:59李九灵高全杰
制造业自动化 2013年9期
李九灵,高全杰,冯 维,代 新,彭 磊
(1. 武汉科技大学,武汉 430081;2. 湖北工业大学, 武汉 430068)
0 引言
导爆管[1]是导爆管雷管的重要组成部分,其在爆破工程中应用广泛,而爆破工程对爆破器材的质量要求很高,因此,提高爆破器材的检测质量非常重要。传统的导爆管检测手段仅仅依靠落后的人工方式以及精度有限的红外方式[2],不仅劳动强度大、精度低,而且检测项目有限。机器视觉的快速发展和信息融合技术的逐渐兴起为导爆管的高速高精度检测创造了条件,研究多传感器的信息融合技术,对于促进导爆管的自动化检测具有重要的意义。
当前,信息融合技术主要应用于军事领域,民用还比较少。美国是信息融合技术起步最早、发展最快的国家,它开发了一系列的C4ISR系统及IW系统[3]。在国内,赵龙等[4]使用Matlab 6.1中的模糊逻辑工具箱编辑模糊推理系统,提出了一种基于模糊逻辑的像素级多传感器图像融合算法,通过与其他融合算法的比较,性能评估结果显示该算法具有更好的效果。王明辉等[5]提出了一种通过优化跟踪门的方法提高多目标多传感器跟踪系统实时性,实验表明在强杂波或者虚警的环境中,该方法的效果尤为明显。
为了实现高速和高精度检测导爆管的药量、黑点以及管径,本文设计了一种基于CCD与红外的导爆管自动检测系统,填补了图像处理在导爆管检测领域的空白,并提出了一种基于决策层的导爆管缺陷信息融合方案,实现了CCD与红外双传感器的信息融合,促进了导爆管检测的自动化。
1 导爆管自动检测系统总体方案设计
1.1 感器的选择方案
在导爆管检测中,常用的传感器有CCD、红外等。由于导爆管需要检测黑点缺陷,单独使用一个传感器检测可能会出现盲区(如图1所示),因此,本检测系统采用双传感器同步检测。传感器选择方案如表1所示。
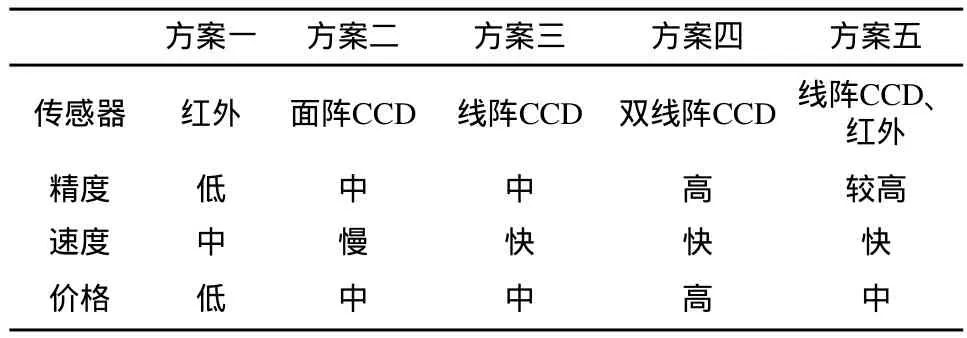
表1 传感器组合方案
表1中,红外检测的精确较低,面阵CCD检测的速度较慢,因此放弃方案一和方案二。单线阵CCD检测速度虽快,但其检测中存在的盲区会导致较高的黑点漏检率。方案四检测精度最高、检测速度也最快,但其价格昂贵;方案五在保证检测精度较高的前提下,检测速度也是最快的,价格也并不昂贵。因此,在保证精度兼顾成本的前提下,方案五是最优的。鉴于此,本系统采用CCD与红外同步检测的方式,其空间位置如图1所示。
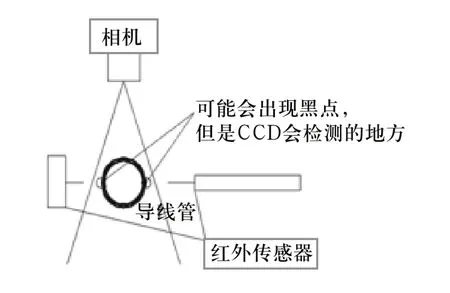
图1 CCD与红外的空间位置示意图
1.2 系统总体方案设计
导爆管自动缺陷检测以CCD为主,红外为辅,并且需标示不合格产品。整个系统的工作流程如图2所示。
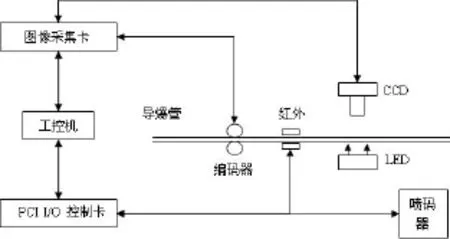
图2 导爆管检测系统的工作流程图
变频器控制电动机启停,电动机控制导爆管运动,CCD传感器和红外传感器采集导爆管表面信息,并将这些信息传递给图像采集卡和工控机,图像处理软件对这些信息进行分析处理,工控机控制喷码器根据分析结果进行喷码处理。
2 多任务下的信息融合技术
如前所述,本系统的运行任务繁多,应采用多线程编程技术创建各种任务,而在多线程管理多任务的过程中,实现多传感器的信息融合是其难点,本文为此提出了一种基于决策层的导爆管缺陷信息融合方案,实现了CCD与红外双传感器的信息融合。
2.1 多传感器决策层信息融合模型
由于采用了CCD与红外配合进行导爆管质量检测,产品出现缺陷的时候,双传感器可能都检测到此缺陷。对于多传感器的信息融合,主要有三种研究方法:数据层融合、特征层融合和决策层融合。由于红外传感器可以很容易的输出开关信号,因此本系统选择方法3进行信息融合。
2.2 CCD与红外信息融合过程
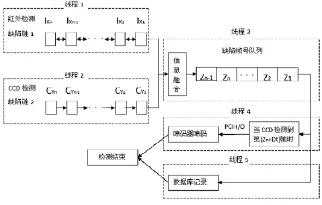
图3 CCD与红外信息融合过程
如图3所示,CCD与红外所采集的图像均以图像帧来度量,X1~Xn代表红外传感器检测到的缺陷图像帧号,Y1~Yn代表CCD检测到的缺陷图像帧号,Z1~Zn代表信息融合后存放缺陷图像帧号的队列,Dt代表图像传感器到喷码器的距离。
系统创建线程1管理红外传感器采集到的缺陷信息,并将红外传感器采集到的缺陷信息按图像帧号Xn存储到双向缺陷链1中;创建线程2管理CCD检测到的缺陷信息,并将CCD检测到的缺陷信息按图像帧号Yn存储到单向缺陷链2中;创建线程3融合线程1和线程2的缺陷信息。
管理信息融合的线程3需要不断的访问线程2中的数据Yn,对于数据链2的访问采用的是互斥体方式。通过锁定和取消锁定资源控制对缺陷链2的访问。线程3对数据Xn的访问也采取同样通信方式。
缺陷链1和缺陷链2的缺陷经过融合以后,线程3要求占用临界区,然后将缺陷数据写入临界区的队列Zn中,最后释放对临界区对象的占用。队列Zn被修改完毕后,线程4和线程5就可以同时读取Zn。线程4读取Zn后,引入修正值Dt,当软件检测到第(Zn+Dt)帧图像时,通过PCI发送信号给喷码器进行喷码动作。线程5读取到Zn以后,将Zn所包含的信息全部都存储到数据库中。
通过使用互斥体和临界区编程,实现了基于CCD和红外检测的决策层融合,保证了多任务的协调高效运行。
2.3 数据遍历比较算法设计
当CCD检测到的缺陷图像帧帧号Yi时,在CCD检测缺陷链2中单向查找,如果缺陷链2中存在缺陷帧号Yj=Yi时,则需舍弃Yj,以保证当同一帧图上有多个缺陷时,只标定和记录一个帧号;如果经查找后,没有找到有与Yi相同的帧号时,则将Yi依次放入检测缺陷链2中,如此循环,即可得到CCD检测缺陷链2。红外检测缺陷链1亦是如此。如图4所示。
线程3访问线程2中缺陷链的链尾CY1,并提取Y1,将Y1与缺陷链1中的帧号Xn进行双向遍历比较,遍历的过程如下:如果X1<Y1<Xn,说明短时间内红外先检测到了部分缺陷,而CCD只检测到了其中的一个,在双向链1中进行双向查找,如果能找到数据值等于Y1的元素Xk,取X1~Xk依次压入队列Z中,Y1不再重复压入;如果不能找到数据值等于Y1的元素Xk,则在在缺陷链1中单向逐一查找,直到能满足Xi<Y1<Xj条件的两帧号Xi和Xj,此时将X1~Xi和Y1依次放入队列Z中;如果Y1≤X1,说明短时间内只有CCD检测到了缺陷,红外没有检测到缺陷,因此,只要将Y1压入队列Z即可;如果Xn≤Y1,说明短时间内红外检测到了导爆管前面的缺陷,CCD检测到的是导爆管后面的缺陷,因此要将X1~Xn和Y1依次放入队列Z中。
3 实验结果
取XY两种不同的导爆管,长度均为50米,在X管上标记黑点35个,在Y管上标记黑点32个。启动导爆管自动检测系统对XY进行5次重复性检测实验,每次的检测结果如表2所示。对两根缺陷导爆管进行人工复检,检查结果如表3所示。
表2 疵点检测数据
表3 人工复检结果
图4 数据遍历比较的流程图
表2中,可以计算出两组的疵点识别率分别为:Rca=96%,Rcb=98%;导爆管自动检测系统的平均识别率为 Rc=97%。表3中,人工复检的识别率为:Rea=88.6%,Reb=88.5%;复检的平均识别率为 Re=88.55%。随着对同一导爆管复检次数的增加,X管人工识别率从80%上升到了100%,Y管的识别率从78%上升到了100%。人眼复查的识别率远不及导爆管自动检测系统的识别率,虽然经过训练以后,人眼的复查率能提高到接近100%,但是人工在线识别的要求远远高于人工复查的要求,由此可见,基于CCD与红外的导爆管检测中的信息融合方法保证了检测的实时性,提高了黑点缺陷识别率。
4 结论
传统的对导爆管外观质量的检测采用的是人工方式和红外方式,本文设计了基于CCD和红外的导爆管自动检测系统,采用CCD和红外结合检测的方式极大地提高了黑点的识别率,同时,基于决策层的CCD与红外信息融合方法的应用彻底消除了重复计数。本系统实现了对导爆管外观质量的自动、实时监控,响应了工信部制定的民爆行业“十二五”规划要求,对于提高国内民爆行业的整体竞争力具有重要意义。
[1] 张正宇.塑料导爆管起爆系统理论与实践[M].中国水利水电出版社,2009.
[2] 王志刚,李国新.塑料导爆管红外无损检测技术研究[J].火工品,1996,23-25.
[3] [美]David. Hall, James Llinas.多传感器数据融合手册[M].电子工业出版社,2008.
[4] Zhao Long,Xu Baochang, Tang Weilong, Chen Zhe. A pixel-level multisensor image fusion algorithm based on fuzzy logic[J]. Lecture Notes in Artificial Intelligence(Subseries of Lecture Notes in Computer Science). 2005,3631(1): 717-720.
[5] Wang MingHui,Peng YingNing,You ZhiSheng,Tie Jun.A novel method for improving the real-time of multitargetmultisensor[J]. IEEE Nat Radar Conf Proc.2003,223-227.
猜你喜欢
山西电子技术(2021年3期)2021-06-28
网络安全技术与应用(2020年1期)2020-01-07
通信技术(2019年9期)2019-10-09
舰船电子工程(2019年7期)2019-08-05
中国听力语言康复科学杂志(2019年3期)2019-06-24
听力学及言语疾病杂志(2019年3期)2019-05-24
中国交通信息化(2018年3期)2018-06-13
火工品(2018年6期)2018-02-13
中国高新技术企业(2017年5期)2017-05-05
火工品(2012年4期)2012-10-11
