
对三种紧固件及挂架使用情况的反思
2013-06-18 06:35:24汉川机床集团有限公司陕西汉中723003孙安治姚桂芳魏军辉
金属加工(冷加工) 2013年18期
汉川机床集团有限公司(陕西汉中 723003)孙安治 姚桂芳 魏军辉
双头螺柱、整体式T形槽螺栓、T形槽底母和钢丝绳挂架在机械加工中会经常使用。在长期使用的过程中,笔者发现了其中存在的一些问题:有的是适用范围不够广,有的是国标贯彻的问题,有些属设计上的瑕疵。下面就逐个作一阐明,以使其日臻完善,并发挥更大的作用。
1.双头螺柱
笔者所在公司的大件车间,常用的双头螺柱有M20×200mm及M24×500mm,一般和底母、压板、螺母配合使用装夹工件。但由于标准的双头螺柱(GB/T897-1988)上没有铣扁,双头螺柱使用几次后,螺纹大多有点变形,螺柱在向底母中旋进时用手拧较困难;同样拆卸也费劲,时常要拿到虎钳上拆装。有些操作者就事先用角磨机在螺柱中部磨出扁,以便装拆。如果在螺柱设计时就有扁,可省去以后很多麻烦,使拆卸方便。
考虑到不带扁的双头螺柱可用于较厚零件的联接以及不频繁拆卸的场合,所以建议将带扁的双头螺柱划归成C类(A类、B类的双头螺柱国标中已存在,都不带扁)。以适应频繁拆卸的场合,满足更广泛的需要。三种双头螺柱如图1所示。
C型螺柱中扁的长度、宽度尺寸可按标准制作,属JB/ZQ4263-1997对边和对角宽度尺寸。
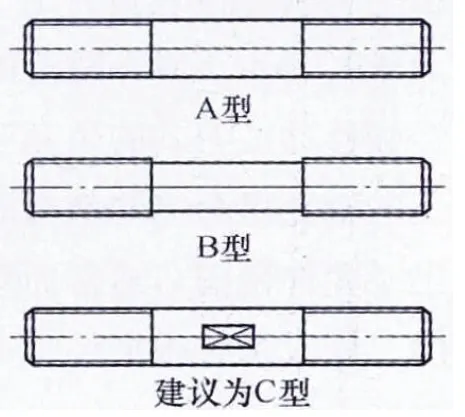
图1
2.整体式T形槽螺栓
为区别GB37-1988的T形槽螺栓和双头螺柱联接T形底母式螺栓,我们暂且将它称为整体式T形槽螺栓,如图2所示。
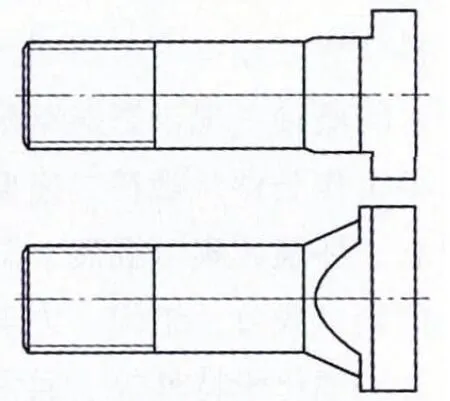
图2
作为一种特殊订货的T形槽螺栓,它比前面两种形式螺栓强度高寿命长,安装便捷,可靠性高,尤其适用对强度和高度有严格要求的场合,如立车四爪的紧固、专用工装的夹紧。如能将其纳入紧固件行业标准,则会得到广泛应用,受益更多使用者。
3.T形槽底母
原机床标准件J19-1中T形槽底母上端宽度a用h9公差,如28h9。T形槽宽度除中心槽公差是H8外,其余均为H12,如28H12。这时28h9底母和T形槽配合最小间隙是0,最大间隙是+0.262mm。如配合在最大间隙附近穿底母没问题,若在最小间隙附近时穿底母就不顺利。特别是在使用一段时间后T形槽有些划伤,穿底母很不顺利,甚至卡住。有些铣床和刨床操作者就将底母28h9尺寸两侧各铣(或刨)去0.10mm,以便能顺利使用。我们在以后的底母制作中就将宽度a变成a13级双减公差,如28 a13,并取消了两肩面处斜槽,这样底母在T形槽内滑动顺畅,制作成本也降低了(见图3)。
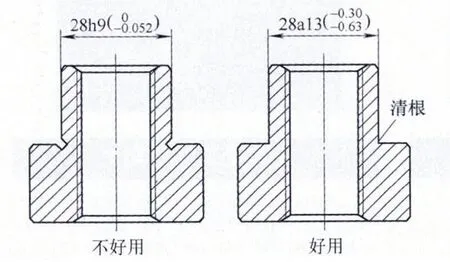
图3
直到后来新标准JB8004.11-1999中重新规定了T形底母公差,我们发现原来所给定的公差和新标准很接近。如新标准规定28mm公差为-0.3mm~-0.6mm。但从加工一线情况来看,新标准宣传贯彻力度还不够,有些地方仍沿用旧标准或自定偏差,给使用者带来了一些困扰。
4.钢丝绳挂架
这里所说的是由槽钢和角铁组焊成的挂钢丝绳或心轴的普通挂架。这种挂架呈工字形,由底座、立柱、斜筋、上框和吊钩组成。它的挂钩上端是M8外螺纹,螺纹穿过上框架的过孔后,带上螺母即可。它的弊端是钩子能旋转,向上也有串动,并且钩子在上框架的内部,挂取都有阻碍。而且大外形这种工字结构也不稳,取挂物品时架子容易晃动。
针对这两大缺点,我们逐一做了改进。首先将大结构改成梯形,上框架安在梯形顶端。这种结构很稳,用的原材料(角钢、槽钢)也少(见图4)。

图4
二是挂钩联接方式的改变。将折好的挂钩直接焊在上框架的外侧,挂起来方便省力、钩子也不转动、不串动,并避免了钻孔、攻螺纹等繁琐的作业(见图5)。
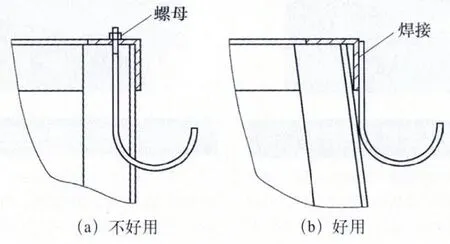
图5
按这种新结构我们做了2件挂架,用起来确实方便、结实、稳定,制作也简单。
猜你喜欢
绿叶(2023年11期)2023-04-15 08:00:19
装备制造技术(2021年4期)2021-08-05 07:39:44
阅读与作文(小学高年级版)(2021年12期)2021-02-14 21:46:16
阅读与作文(小学高年级版)(2019年12期)2019-12-26 01:54:46
液压与气动(2019年7期)2019-07-18 11:11:46
山西建筑(2016年16期)2016-11-22 09:05:26
焊接(2016年5期)2016-02-27 13:04:48
焊接(2015年4期)2015-07-18 11:02:48
液压与气动(2015年2期)2015-04-16 08:51:21
金属加工(冷加工)(2014年8期)2014-04-09 13:13:58
