低温化学镀镍磷合金工艺
2013-06-14 06:58黄琳徐想娥汪万强
电镀与涂饰 2013年4期
黄琳*,徐想娥,汪万强
(湖北文理学院化工系,湖北 襄阳 441053)
化学镀镍是镍盐溶液在强还原剂次磷酸钠作用下 使镍离子还原成金属镍,同时次磷酸盐分解析出磷,从而在具有催化表面的镀件上获得Ni-P 合金镀层。因其镀层表面硬度高,耐磨性能好,硬化层厚度均匀,处理部件不受形状限制,具有优良的抗腐蚀性能,镀层与机体结合力高且不易剥落,表面光亮等特点,广泛应用于机械、电子、塑料、模具、冶金、石油化工、陶瓷、水力、航空航天等工业部门,是很有发展前途的镀覆技术之一。
化学镀镍过程发生的是氧化还原反应,这些反应都发生在催化活性表面,需要外界提供能量,即化学镀镍工艺普遍在较高的温度(60~95 °C)下进行,虽然沉积速率快、耐蚀性好,但高温对镀槽及加热设备要求较高,能量消耗大,镀液的稳定性能差,操作维护不方便,镀层内应力大。因此,降低化学镀镍磷温度的研究越来越受重视[1-2]。基于前期的探索实验,本文通过改变配位剂、添加剂及降低操作温度等工艺手段来提高沉积速率及镀层质量,实现了低温化学镀镍磷合金。
1 实验
1.1 材料
采用50 mm × 25 mm × 2 mm 的A3 钢片为基体。所用试剂除NiSO4·6H2O、NaH2PO2·H2O 为市售工业级试剂,其余均为化学纯。
1.2 工艺流程
砂纸逐级打磨钢片至光亮─无水乙醇除油─碱性化学除油─水洗─10%(体积分数)盐酸除去氧化膜─水洗─干燥─称重─挂片施镀─冲洗─干燥─称重─性能测试。
其中,碱性除油组成为:Na2CO335~45 g/L,Na3PO4·12H2O 15~30 g/L,NaOH 7.5~15.0 g/L,Na2SiO3·9H2O 7.5 g/L。
1.3 镀液组成与工艺
镀液基础组成与工艺由前期试验得到,具体为:NiSO4·6H2O 30 g/L,NaH2PO2·H2O 30 g/L,pH 8.5~9.5,温度30~50 °C,时间2 h。
1.4 镀层性能测试
1.4.1 沉积速率
采用增重法计算镀层的沉积速率,计算公式为:
式中:v为镀速(μm/h),Δm为基体施镀前后的质量差(g),ρ为镀层的密度(取7.8 g/cm3),A为试片的表面积(cm2),t为施镀时间(h)。试片的质量用TG328 型电光分析天平(山东中煤)称量。
1.4.2 结合强度
按照GB/T 5933-1986《轻工产品金属镀层的结合强度测试方法》,采用热震法定性检测镀层的结合强度。将施镀后的合金试样在200 °C 下烘烤2 h,取出迅速冷却,观察Ni-P 镀层是否有局部剥离、起泡、起皮等不良现象。
1.4.3 耐蚀性
将施镀后的试样先后用丙酮擦洗、水冲洗。干燥后,在室温下沿长度方向将其一半浸入浓硝酸中,一半曝露于空气中。1 h 后取出,观察表面状况,记录试样表面出现第一个变色点的时间[3]。
1.4.4 孔隙率
根据GB/T 5935-1986《轻工产品金属镀层的孔隙率测试方法》,用贴滤纸法检测。
2 结果与讨论
2.1 工艺条件的优化
本实验采用柠檬酸钠、植酸作为复合配位剂,氟化钠为添加剂。为提高沉积速率及改善镀层性能,采用正交试验和单因素试验对化学镀工艺进行优化。
2.1.1 配位剂、添加剂等对镀速的影响
以镀速为性能指标,按L9(34)正交表对配位剂、添加剂和温度等进行正交试验,试验结果和极差分析见表1。从表1极差分析可知,各因素对镀速的影响顺序为:ρ(柠檬酸钠)>ρ(植酸)> 温度 >ρ(NaF)。按均值分析可知,最优工艺组合为A2B3C3D2,即:柠檬酸钠10 g/L,植酸18 g/L,温度50 °C,NaF 6 g/L。按此最佳组合进行化学镀,测得其镀速为15.62 μm/h。
2.1.2 pH 对沉积速率的影响
采用上述确定的镀液配方,控制温度为50 °C,用氨水调节镀液pH,考察pH 对沉积速率的影响,结果见图1。在图1的pH 范围内,观察钢片上镀得的光亮Ni-P 层,镀层平整、均匀。从图1可知,当pH=9.0时镀层镀速最大,为15.82 μm/h。
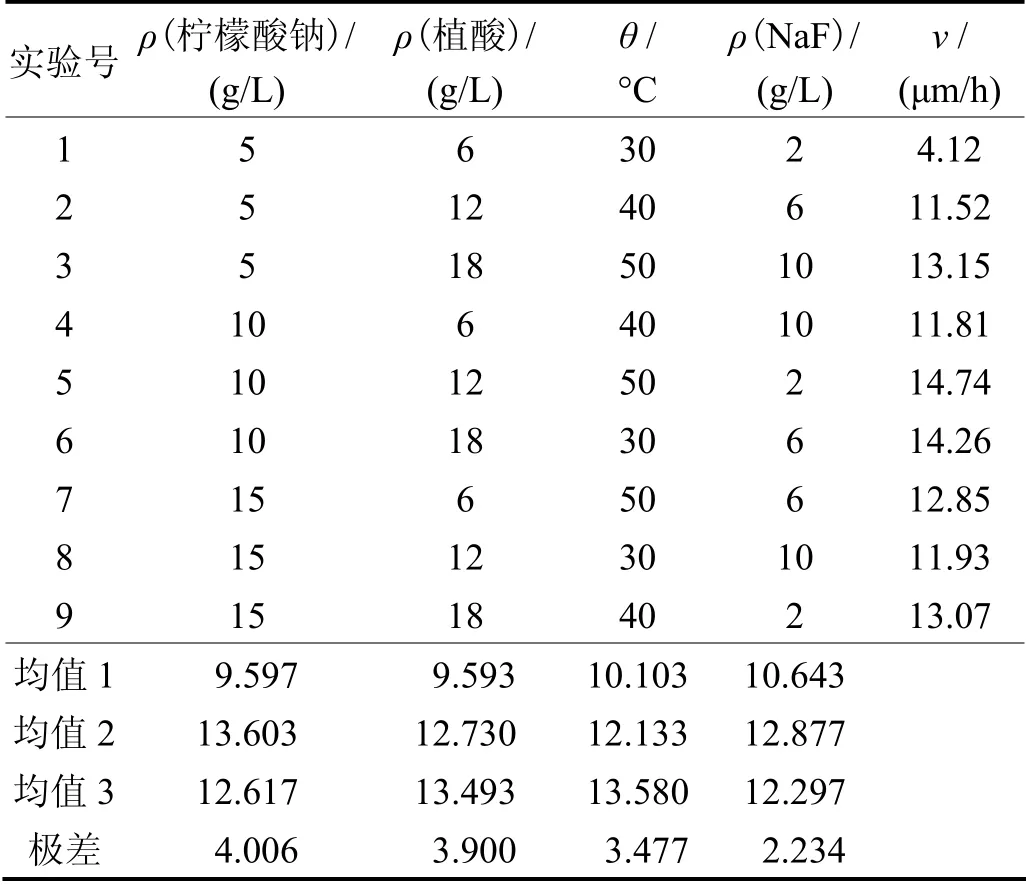
表1 正交试验结果分析Table 1 Analysis of orthogonal test results
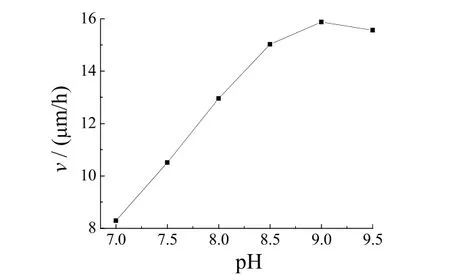
图1 pH 对镀速的影响Figure 1 Effect of pH on deposition rate
2.1.3 巯基乙酸
在上述优化的工艺基础上,添加少量的巯基乙酸,与NaF 形成复合添加剂,可加快镀液的沉积速率。巯基乙酸含量对镀速的具体影响见图2。
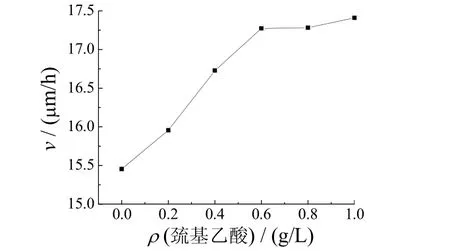
图2 巯基乙酸的质量浓度对镀速的影响Figure 2 Effect of mass concentration of thioglycolic acid on deposition rate
由图2知,随化学镀液中巯基乙酸的质量浓度增大,镀速迅速增大。巯基乙酸的质量浓度大于0.6 g/L时,镀速增大的趋势变缓。因此,巯基乙酸的较佳添加量为0.6 g/L。
综上可知,低温化学镀镍磷合金最佳工艺为:NiSO4·6H2O 30 g/L,NaH2PO2·H2O 30 g/L,柠檬酸钠10 g/L,植酸18 g/L,NaF 6 g/L,巯基乙酸0.6 g/L,温度50 °C,pH 9.0,时间2 h,适量的氨水作为缓冲液。
3 镀层性能
采用最佳工艺对A3 钢进行化学镀Ni-P 合金,其性能表征结果如下。
3.1 外观
观察所得Ni-P 合金镀层可知,镀层光亮度较好,表面均匀,没有针孔、麻点或斑点、起皮、脱落、分层等缺陷。
3.2 结合强度
对镀层进行热震试验后,用放大镜观察镀层,发现镀层无鼓泡、起皮或脱落等现象,说明镀层结合力合格。
3.3 耐蚀性
将试样用浓硝酸浸泡1 h 后,镀层表面不变色,仍有光泽,表明该镀层具有良好的耐蚀性。3.4 孔隙率
镀层的孔隙率反映了镀层表面的致密程度,孔隙率直接影响防护镀层的防护能力,孔隙率低说明镀层较厚,致密性好。根据GB/T 5935-1986,测得化学镀镍磷合金试片的孔隙率约为2 个/cm2,说明镀层致密性良好[3]。
4 结论
低温化学镀 Ni-P 合金的最优工艺条件为:NiSO4·6H2O 30 g/L,NaH2PO2·H2O 30 g/L,柠檬酸钠10 g/L,植酸18 g/L,NaF 6 g/L,巯基乙酸0.6 g/L,温度50 °C,pH 9.0,时间2 h,缓冲剂氨水适量。在此条件下得到的镀层外观良好,孔隙率低,结合力强,耐蚀性好。
[1]黄岳山,蒙继龙,李异.低温化学镀镍工艺的研究[J].电镀与环保,1998,18 (2):18-20.
[2]朱焱,孔小雁,黄锦涛.Q235 钢上中温化学镀镍磷合金工艺[J].电镀与涂饰,2011,30 (5):21-24.
[3]姜晓霞,沈伟.化学镀理论及实践[M].北京:国防工业出版社,2000:216-217.
猜你喜欢
表面工程与再制造(2019年1期)2019-05-11
电镀与环保(2016年4期)2017-01-20
电镀与环保(2016年3期)2017-01-20
电镀与环保(2016年3期)2017-01-20
电镀与环保(2016年2期)2017-01-20
电镀与环保(2016年2期)2017-01-20
电镀与环保(2016年2期)2017-01-20
电镀与环保(2016年2期)2017-01-20
中国塑料(2015年2期)2015-10-14
表面工程与再制造(2014年2期)2014-02-27