
回转窑托轮和托轮轴在热装配中应注意的一些问题
2013-03-13 10:44:47
水泥技术 2013年5期
回转窑托轮和托轮轴在热装配中应注意的一些问题
Problems of Thermal Assembling Rotary Kiln Rollers and Its Shaft
王高见,马孝直,张秀华
托轮和托轮轴是回转窑支撑装置中的重要零件,在整机运转中起到支撑回转窑筒体及耐火材料重量、托浮轮带和定位窑体的作用。托轮和托轮轴热装配质量的好环,决定了回转窑整机的运转率。本文结合产品特性和我公司在装配中的经验,对托轮和托轮轴热装配过程中应注意的一些问题进行阐述。
托轮;托轮轴;过盈;加热;热装配
1 引言
回转窑是水泥厂的核心设备,其运转率决定着全厂的总产量,因此消灭或减少机械故障,保证窑的长期安全运转,对水泥厂的生产具有重要意义。
回转窑主要由筒体、支撑、传动三大部分组成。托轮组是整个支撑装置的重要组成部分,具有承受重量、托浮轮带和定位窑体的作用。在回转窑运行过程中,托轮组还起到控制窑体上下窜动的作用。
在水泥厂常有回转窑设备在运转过程中发生托轮和托轮轴窜轴的现象,一旦出现这个问题,必须马上停止运转回转窑设备,及时更换托轮和托轮轴,这一停一换直接影响了设备的运转效率,给水泥厂造成巨大经济损失。这个问题主要是托轮和托轮轴在制造过程中因零件精度、过盈量选择不当等原因造成,本文就回转窑托轮和托轮轴在热装配工作中应注意的问题和应对措施与同仁探讨。
2 托轮和托轮轴过盈量的选择
托轮组主要由托轮、托轮轴和止推盘组成,根据使用要求,托轮和托轮轴的设计通常选择过盈配合。表1为我公司两种规格回转窑托轮轴和托轮的技术要求。从表1中可以看到,当轴外圆加工到最小、托轮孔加工到最大时其过盈量最小;反之当轴外圆加工到最大、托轮孔加工到最小时其过盈量最大。从实际工作状态来说,过盈量选择过小,托轮和托轮轴在高温下工作时容易出现松动造成窜轴,过盈量选择过大在热装过程中容易使托轮涨裂,所以在实际工作中我们要尽量避免以上两种极限的发生,选择合适的过盈量进行热装配。
3 托轮和托轮轴在装配过程中的选配
在实际机械加工的过程中,根据设计图纸的要求加工出来的托轮和托轮轴虽然都是合格品,但每个零件尺寸都不相同。所以,这些零件进入装配前,需要对其尺寸进行复查,并做好检验记录。复查的目的就是对托轮和托轮轴进行选配,我们要求两者的过盈量一般控制在0.37~0.42mm(以φ4.0m×60m回转窑为例)范围内,对选配好的零件一对一进行标记,然后进入实际装配。
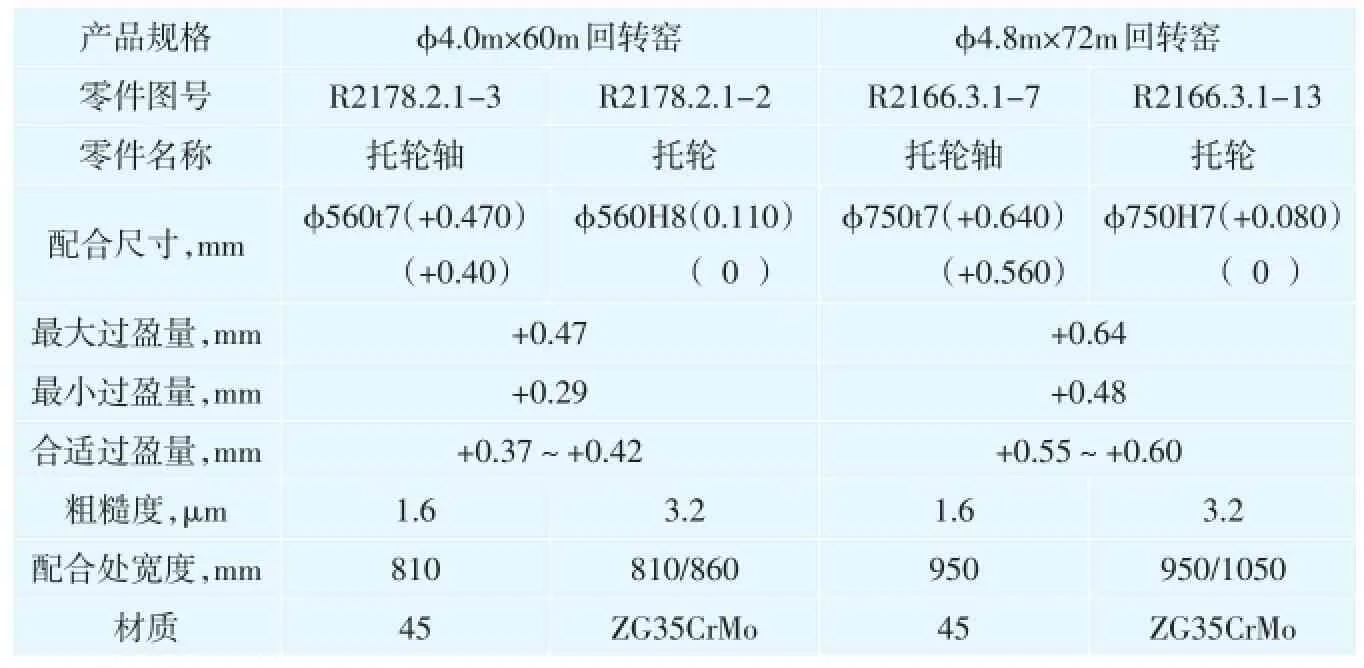
表1 两种规格回转窑托轮轴和托轮的技术要求
在实际装配过程中,对于孔轴过盈配合的装配,根据每个厂设备和工艺的不同,通常可以选择压入装配法、低温装配法(或称冷装配法、冷装法)和加热装配法(或称热装配法、热装法),目前我公司采用热装配法。
4 托轮在加热过程中的温度、时间的选择
对孔零件的加热方法有浸入油类液体加热、氧炔火焰加热、加热炉加热和电感应加热等,我厂对于托轮轴热装配通常使用加热炉对托轮进行加热。电加热炉通过将零件加热升温,利用热胀冷缩的原理使孔膨胀到一定的尺寸并且保证在安装轴时不会被擦伤。在零件装配前,确定孔的加热温度和加热时间是相当重要的,若加热温度过低,孔的膨胀太小,无法装配;而温度过高,则消耗能源且浪费时间。所以为保证零件的热装配质量,我们编制了热装配加热规范,其中加热温度t1要求按式(1)计算:
t1=(σ0+σ1)/(ad)+t0(℃) (1)式中:
σ0——实测过盈量,即轴的实际尺寸减去孔的实际尺寸,mm
σ1——使轴自由进入孔所需的间隙,取(0.1%~0.2%)d,mm
a——孔零件的线膨胀系数,查手册为1/℃
d——公称配合尺寸,即连接件的直径,mm
t0——装配场地温度,℃
其他相关参考数值见表2(此表是我公司编制的热装配加热规范中的规定)。
5 加工精度和粗糙度的控制
每个零件在设计中,根据使用要求规定了精度要求,如φ4.0m×60m回转窑托轮轴与托轮配合处尺寸是φ 560t7(+0.470)/(+0.40),公差范围是0.07,托轮φ560H8(+0.110)/(0)公差范围是0.11。为保证零件装配的最佳尺寸,在保证加工精度的同时,我们对此配合处形位公差提出要求,要求圆柱度公差控制在7级以内。
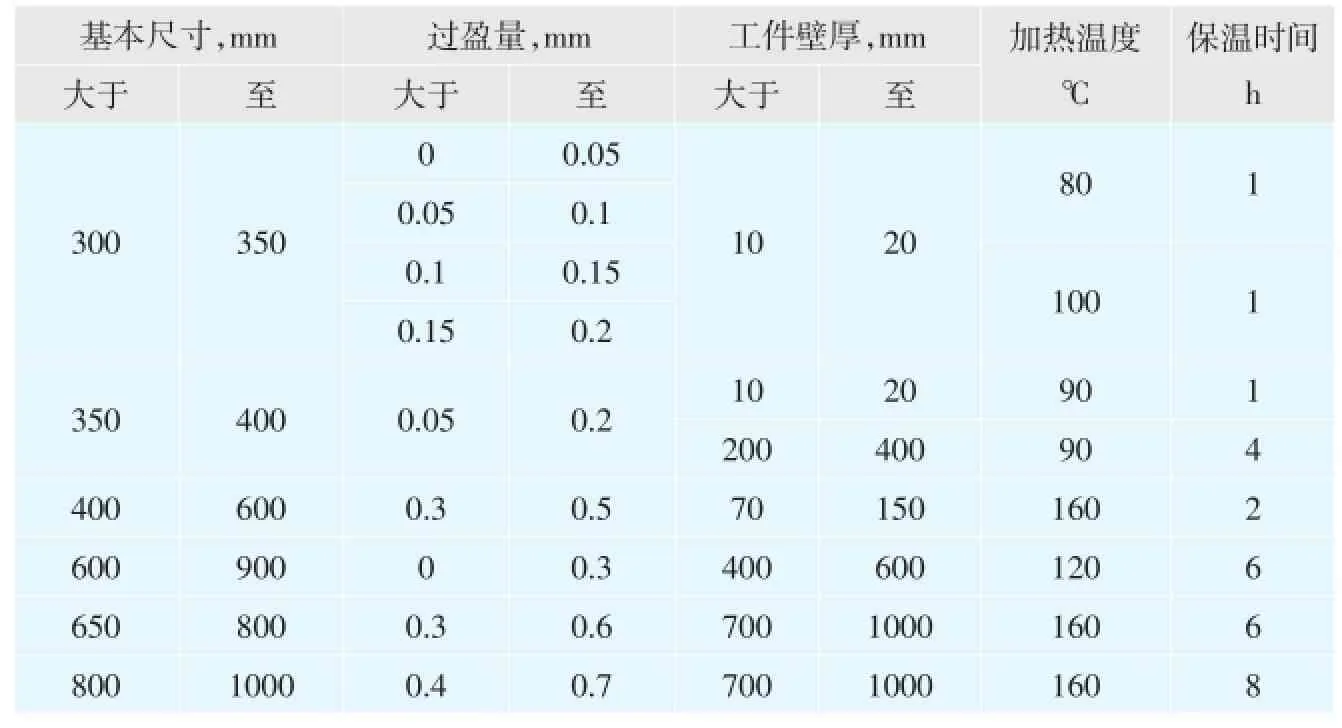
表2 我公司热装配加热规范中的相关规定
表面粗糙度也是影响配合好坏的一个重要因素,在选择公差等级时应同时考虑表面粗糙度的要求。对于托轮与托轮轴过盈配合的情况,理论上讲应该是加工粗糙度越高,托轮轴与托轮紧固得越牢,越不会出现相对滑动现象。从表1可见托轮内孔表面粗糙度设计为3.2,托轮轴表面粗糙度设计为1.6。在实际控制过程中,对托轮内孔表面粗糙度我们都尽量控制在1.6,以确保装配质量。
6 如何使托轮和托轮轴在热装过程中一步到位
要想使托轮和托轮轴在热装过程中一步到位,首先就要确保托轮的加热温度和加热时间,保证托轮受热均匀,使托轮内孔的膨胀量达到装配所需的膨胀间隙。若膨胀间隙达不到要求,则极有可能在托轮轴吊装时出现卡滞的情况,导致无法顺利装配。由此引起的重复加热或轴孔磨损,将让企业付出不小的成本。
所以,在托轮轴热装前和加热结束后,都要对托轮的内孔尺寸进行复检(各种规格产品进行1次),并与加热前的尺寸以及托轮轴的实际尺寸进行比对,确保装配间隙达到图纸设计要求后再进行装配。
为保证托轮和托轮轴在热装过程中准确到位,在托轮和托轮轴热装前,首先应将加热后的托轮放置在一个自制的水平支架上,确保深度满足托轮轴顶出的长度,同时保证托轮水平放置,轴心线与地面垂直,支架底部在吊装前放置千斤顶,当加热好的托轮放置正确后,再用起吊设备(行车)将托轮轴从一端吊起,垂直缓慢吊装入托轮。当托轮轴装入后,使用起吊设备和千斤顶配合对托轮轴在托轮两侧的伸出量进行调整,使托轮和托轮轴装配完成后其对称偏差不超过1mm。
另外,托轮和托轮轴热装配时间要求不能超过10min,加热后的托轮如果停留时间过长,膨胀量达不到装配要求,将无法进行装配,严重时当轴装到一半,就无法继续装配,造成零件报废。完成热装配待组件需待完全冷却至室温后才能进行下一步工作。至此托轮和托轮轴热装配工作完成。
[1]梁开荣,丁毅.浅谈回转窑托轮的调整[C]. 2009年中国石灰工业技术交流与合作大会论文资料汇编,2009(1).
[2]李兵,刘义伦,肖友刚.回转窑托轮与轴受强压时过盈量配合的ANSYS分析[J].水泥工程, 2004(2).
[3]陈作炳,曾芳,等.大型回转窑轮轴过盈接触有限元分析研究[J].装备制造技术,2007(4).
[4]陈作炳,曾芳,等.10000t/d回转窑轮轴过盈配合数值分析研究[J].中国水泥,2007(4).
TQ172.622.29
A
1001-6171(2013)05-0042-02
州中材装备重型机械有限公司,江苏 徐州 221006;
2012-12-30; 编辑:赵 莲
猜你喜欢
电子乐园·上旬刊(2022年5期)2022-04-09 21:48:29
水泥技术(2022年1期)2022-02-12 02:10:42
设备管理与维修(2019年12期)2019-10-26 09:20:40
重型机械(2019年3期)2019-08-27 00:58:40
现代制造技术与装备(2018年5期)2018-02-17 03:56:47
科技视界(2017年1期)2017-04-20 00:48:12
中国新技术新产品(2017年7期)2017-03-18 21:14:47
中国塑料(2015年1期)2015-10-14 00:58:42
山东工业技术(2015年14期)2015-07-16 18:16:08
微特电机(2015年1期)2015-07-09 03:45:02
