高压甲铵泵轴端密封系统故障原因分析及对策
2012-12-13 03:47:30邰建新尤文卿单来民李亚军
化工装备技术 2012年4期
邰建新尤文卿 单来民 李亚军
(塔里木油田公司石化分公司)
高压甲铵泵轴端密封系统故障原因分析及对策
邰建新*尤文卿 单来民 李亚军
(塔里木油田公司石化分公司)
高压甲铵泵机械密封动静环、O形圈易失效,通过对密封冲洗水和缓冲水、介质、O形圈材质以及操作参数等方面的分析计算,论证了机械密封失效的原因。在保证密封水的压力、流量符合设计要求的前提下,提高密封水供应的可靠性,可以避免介质在密封腔内结晶,有效地解决机械密封过早失效问题。
高压泵机械密封密封圈动静环压力故障原因
中国石油塔里木石化分公司熔融尿素装置高压甲铵泵采用美国圣达茵公司HMP 5000型双级高速卧式离心泵。该高压甲铵泵转速10 826 r/min,流量102 m3/h,进口压力1.77 MPa,出口压力15.5 MPa,介质温度79℃。该泵的一级密封腔内压力约1.8 MPa,二级密封腔内压力约8 MPa,一级轴端采用双端面平衡型机械密封,中间引入从二级级间出来经限流孔板降压至大约2.25 MPa的缓冲水。一部分缓冲水经限流孔板降压后引入介质侧机械密封腔内,用于内冲洗,防止介质在动静环端面上结晶;另一部分缓冲水直接就地排放。外侧机械密封用于密封甲铵液,内侧机械密封用于密封缓冲水。二级轴端采用双级平衡型机械密封并串联布置。为缓解高压密封困难,机械密封级间引入4.75 MPa的缓冲水,用于降低动静环端面内外侧的压差,同时向叶轮侧(非齿轮箱侧)机械密封动静环内端面通入略高于密封腔内压力的内冲洗水,防止甲铵液在腔内和动静环端面之间结晶,损坏动静环。齿轮箱侧的机械密封用于密封级间引入的缓冲水。整个轴端密封系统所需的密封冲洗水和缓冲水由2台(一开一备)高压往复泵提供。油封由最早的碳环节流式密封改为机械密封。该泵的结构如图1所示,泵的轴端密封结构如图2所示。冲洗水的工艺流程如图3所示。
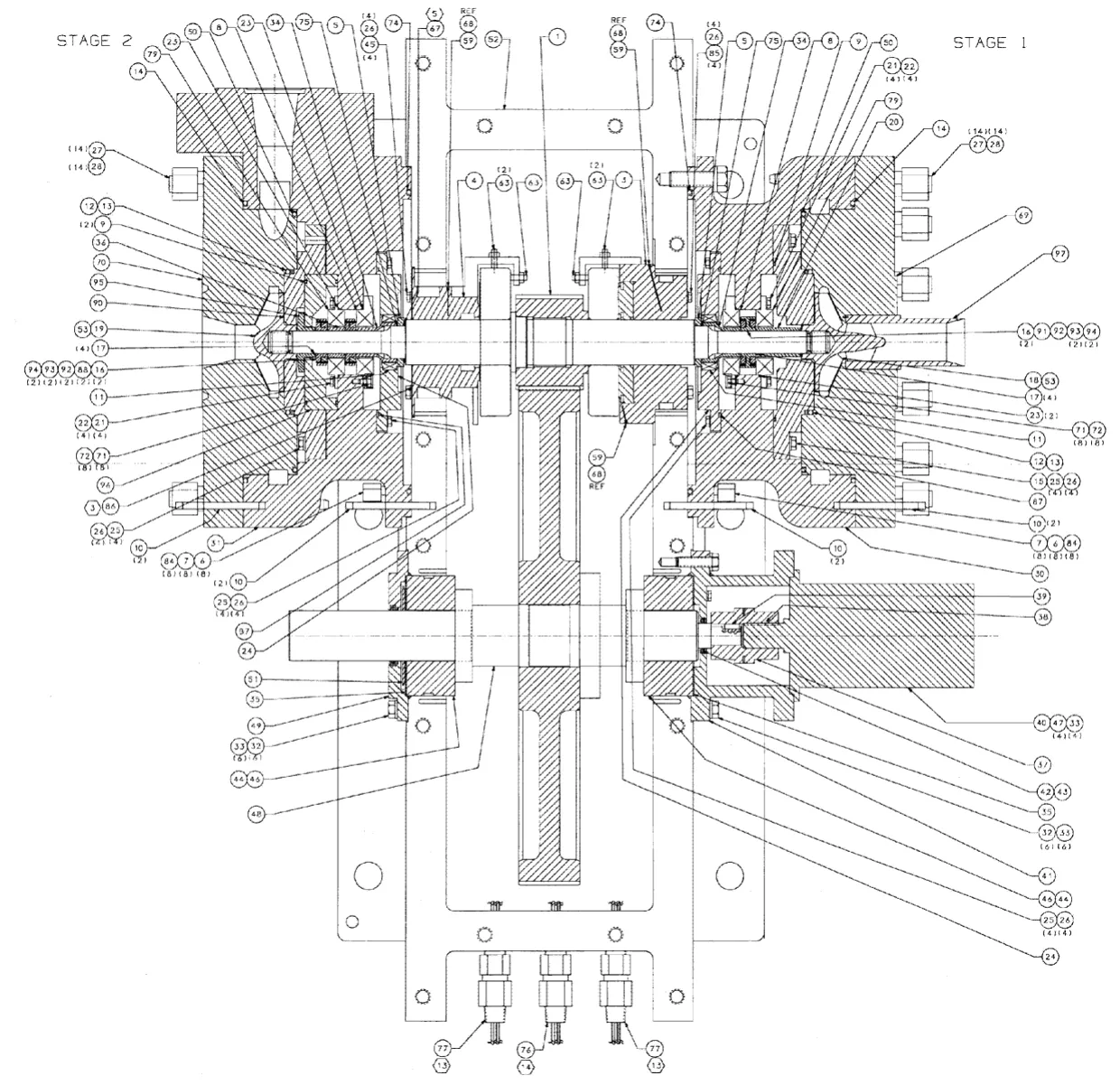
图1 高压甲铵泵结构
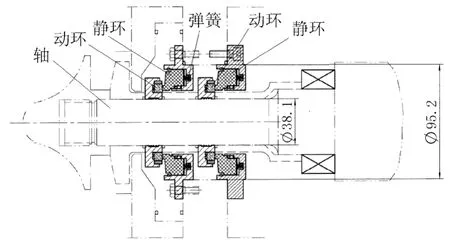
图2 泵的轴端密封结构
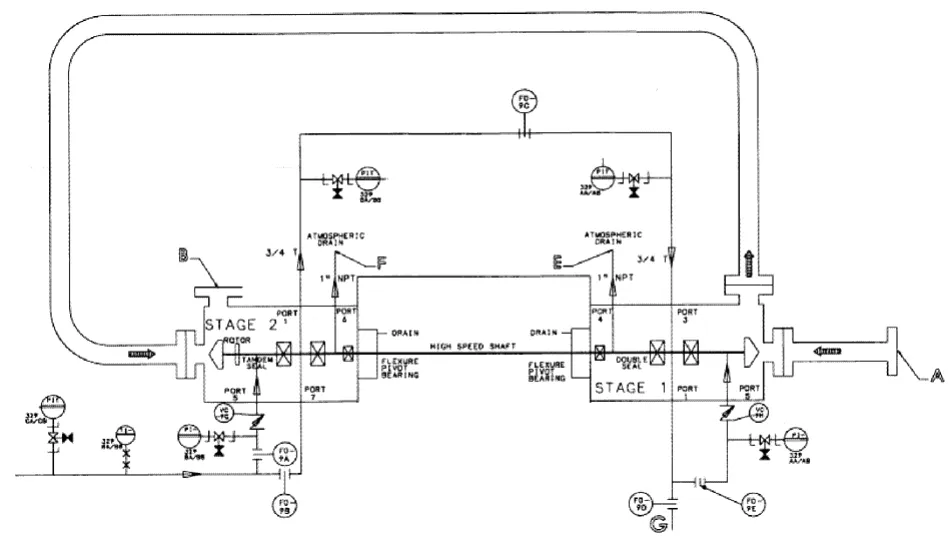
图3 密封冲洗水/缓冲水工艺流程图
该泵从2009年11月试车以来,机械密封损坏泄漏多次,频繁出现早期失效,采取了一系列措施和提高维护水平后,机械密封的可靠性和使用寿命大大提高。
1 甲铵泵机械密封主要问题
(1)二级介质侧机械密封端面腐蚀磨损严重,尤其是静环更为严重,动环与轴套之间辅助O形圈、补偿环(静环)组件内O形圈溶胀、失弹。
(2)甲铵液、密封缓冲水窜入轴承箱,润滑油乳化。
2 机械密封损坏原因分析
(1)密封水管线堵塞,密封冲洗水压力、流量不足,使得介质侧机械密封腔内甲铵液介质在内端面得不到有效冲洗。端面配对软、硬材料分别是石墨和碳化钨,石墨环对5~20 μm的颗粒极其敏感。甲铵液进入端面间结晶,石墨环极易被磨损失效,同时甲铵液具有腐蚀性,腐蚀加剧磨损,磨损又加剧腐蚀。密封水压力、流量不足还会导致机械密封的冷却、润滑效果差,从而引起密封端面过热,使得端面液膜汽化及热应力过大,辅助O形圈过早老化失效。
(2)密封端面比压过大。密封端面上的总载荷力Fg可以用下式表示:

式中Ff——流体压力载荷,N;
Fsp——弹簧预加载荷,N。
密封面上的总承载能力W由下式表示:

式中Wf——流体膜承载能力,N;
Wc——微凸体承载能力,N;
Wst——流体膜静压承载能力,N;
Wdyn——流体膜动压承载能力,N。
要达到稳定密封,须满足Fg=W。若Fg>W,液膜受损,密封失效。密封端面比压过大主要是密封装配时补偿环的弹簧预紧比压Fsp或密封腔内压力Ff升高所致。前者可以基本排除。密封冲洗水/缓冲水总管压力(测点压力变送器代号为PIT329C)、冲洗水压力(测点现场压力表代号为PI329B)均曾超过10 MPa(压力升高是管线堵塞导致),超过设计值8.38~9.90 MPa,缓冲水压力(测点PIT329B)超过5MPa(管线堵塞或介质侧机械密封泄漏导致),这些因素的影响会使端面比压超过设计值,引起密封端面过热、液膜汽化,密封提早失效。
(3)辅助O形圈设计材质为丁晴橡胶,该材质在甲铵液环境下容易溶胀失效,导致O形圈卡涩补偿环(静环为补偿环),失去追随性和浮动性。此外,主泵备用时密封冲洗水全部停止,而密封腔内仍有甲铵液,会加速辅助O形圈的溶胀失效。
(4)密封冲洗水/缓冲水泵多次损坏,密封水压力、流量多次供应不足,使得密封冲洗水/缓冲水总管压力低于6.0 MPa,主泵联锁跳车,一定程度上降低了机械密封的使用寿命。
(5)因二级介质侧机械密封失效,使得级间密封腔内缓冲水压力(PIT329B)升高,齿轮箱侧机械密封的端面压力增大,从而使得齿轮箱侧机械密封提早失效。若此时泄漏量增大,又因泄漏排放口F(如图3所示)冻堵,沿轴向泄漏的水或甲铵液与水混合物在齿轮箱侧机械密封与油封(结构型式也为一简易机械密封)之间憋压,同时油封组件中的O形圈老化失效(在油封组件背面有烧花、积炭现象,表明润滑油出现超温,温度高使得O形圈提早老化失效),沿轴向泄漏的水或甲铵液与水混合物将窜入轴承箱。
3 采取的措施
(1)更换损坏的机械密封各零部件,严格控制检修质量,确保机械密封各部件的轴向位置与间隙合适。
(2)修复密封冲洗水/缓冲水泵,加大维护保养力度,确保该泵可靠。
(3)将进机械密封前冲洗水管线断开,启动密封水泵,对管路再次进行全面冲洗,避免颗粒杂质进入机封内。
(4)将原密封水管线的蒸汽伴热改为电伴热,同时加强密封水总管上的温度监测,确保冬季密封水管线不冻堵。
(5)主泵启动之前,先启动密封水泵运行一段时间,避免密封腔内沉积的结晶甲铵液在启泵瞬间损坏密封端面。
(6)操作上确保润滑油温度、轴承温度在正常范围内,避免超温。
(7)增大润滑油的化验频次,以便根据润滑油的各项指标判断设备的运行状况。
(8)密切关注测点PIT329C、PIT329B、PIT329A、PI329B、PI329A,根据这些测点的数值以及测点PIT329C与PI329B之间的差值、测点PIT329C与PIT329B之间的差值、测点PIT329A与PI329A之间的差值,判断各段密封冲洗水或缓冲水的流量、压力及其对机封的影响。
(9)密切关注轴两端密封排水口(工艺流程图中的E、F口)的情况。一旦排水口有水排出,说明机械密封已有泄漏。若排出的水中有氨味,说明内外两侧机械密封均已泄漏。若水中无氨味,说明仅靠近齿轮箱侧的机械密封有泄漏。
4 效果评价
通过采取以上一系列措施,高压甲铵泵机械密封的使用寿命得到了较大的提高,已累计运行16 000 h未发生一次故障,同时也解决了轴承箱润滑油进水或进甲铵液的问题。
[1] 吕瑞典.化工设备密封技术[M].北京:石油工业出版社,2006.
Shaft End Seal System Failure Analysis and Countermeasurs of HP Methylamine Pump
Tai Jianxin You Wenqing Shan Laimin Li Yajun
Rotating and stationary seal ring and O-ring of HP methylamine pump mechanical seal are prone to be failure.Through the analysis and calculation of seal flush water and buffer water,medium,material of O-ring,operation parameters and so on,demonstrates the failure causes of mechanical seal.Under the promise of that the pressure and flow quantity accord with the design requirement,raising the reliability of seal flush and buffer water supplying could avoid medium crystallization in the seal cavity,and could efficiently solve the failure problems of mechanical seal.
HP pump;Mechanical seal;Seal ring;Rotating and stationary ring;Pressure;Failure cause
TQ 051.21
*邰建新,男,1973年生,高级工程师。库尔勒市,841000。
2012-02-18)
猜你喜欢
设备管理与维修(2022年21期)2022-12-28 07:34:02
轨道交通装备与技术(2020年6期)2021-01-25 02:35:02
润滑与密封(2019年11期)2019-11-27 07:13:40
液压与气动(2019年5期)2019-05-21 07:04:44
汽车电器(2018年12期)2019-01-04 07:57:52
电镀与环保(2017年6期)2018-01-30 08:33:37
设备管理与维修(2016年6期)2016-03-16 02:21:54
制造技术与机床(2015年10期)2015-04-09 07:05:42
化工设计通讯(2014年3期)2014-07-31 13:00:14
化工设计通讯(2013年1期)2013-04-09 23:42:33