S32205双相钢管壳式换热器的制造
2012-12-13 03:52:14许矛良
化工装备技术 2012年4期
许矛良
(兰州节能环保工程有限责任公司)
S32205双相钢管壳式换热器的制造
许矛良*
(兰州节能环保工程有限责任公司)
阐述了S32205材料管壳式换热器的制造工艺,包括平盖、管板和换热管等部件的装焊工艺以及质量控制的方法。
换热器制造工艺焊接工艺质量控制S32205压力容器
在造纸生产的碱回收过程中,一些换热设备处于氯离子腐蚀介质的环境中运行,这就对设备的抗腐蚀性提出了很高的要求。因此在设计选材上采用了S32205双相钢制造管壳式换热器。由于设备的零部件加工次数多、装配要求高,且双相钢强度高、弹性大,易出现冷作硬化现象,焊接不当还会引起金属组织的变化。为了保证产品的质量,制造过程中采取了一定的工艺措施。
1 结构与设计参数
1.1 结构
该管壳式换热器由上平盖、下平盖、管束、上管箱和下管箱等部件组成,如图1所示。
1.2 设计参数
该设备管壳程的设计压力均为1.5 MPa,各项设计参数如表1所示。
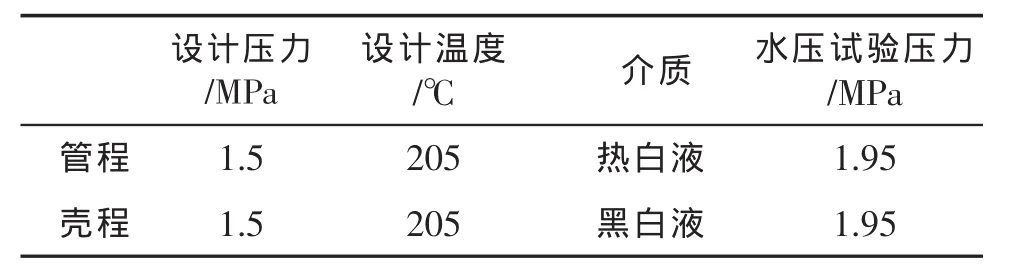
表1 管壳式换热器设计参数
1.3 主要材料的化学成分和机械性能
该设备主要材料的化学成分和机械性能如表2所示。换热器管程、壳程材料均为S32205双相钢超低碳材料,材料中加氮并控制Cr、Mo、Ni的成分,其目的就是获得较为理想的铁素体/奥氏体(F/A)两相金相组织。S32205双相不锈钢不仅有较高的强度,而且具有良好的耐腐蚀性能、较低的热膨胀性能、较高的导热性和良好的焊接性。它的屈服强度比普通不锈钢高1倍多,且具有成型需要的足够的塑韧性。用双相钢制造的设备其壳体、管壁等的厚度比普通不锈钢可减小30%~50%,有利于降低成本。
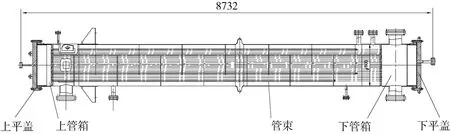
图1 管壳式换热器结构
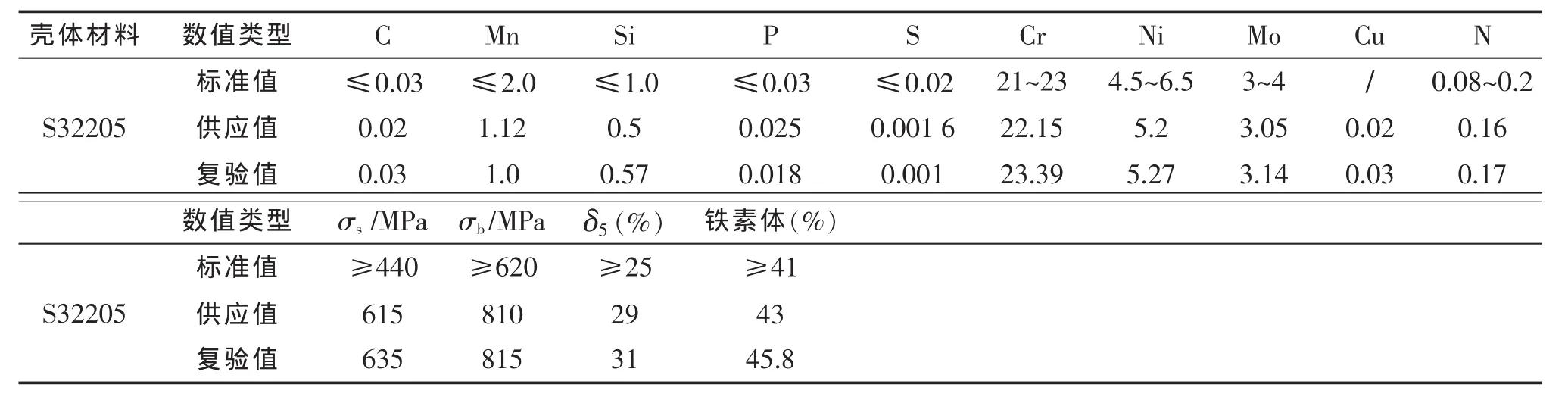
表2 壳体材料的化学成分(%)和机械性能
2 主要零部件的制造
2.1 上、下平盖
设计的管箱采用平盖结构。上、下平盖采用的材料是在Q345R基础上贴焊S32205,其中S32205材料作为耐蚀层及密封面。密封面由局部加工而成,以达到节约材料的目的。为了检查贴焊面的表面情况,采用渗透检测和气密性试验,以保证焊缝质量和贴焊后平盖的抗腐蚀性能。
平盖的结构如图2所示。
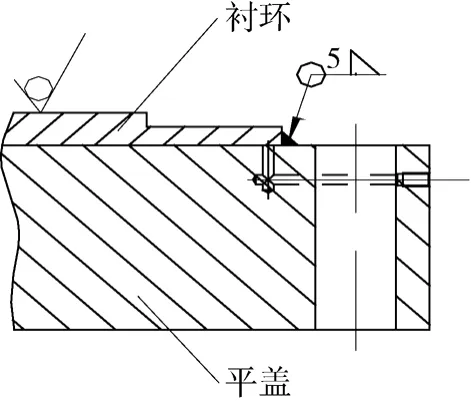
图2 平盖结构
2.2 管板和折流板
管板是换热器的主要受压元件,其制造精度对换热管与管板连接接头的焊接质量有很大的影响。为了保证抗腐蚀性,管板采用S32205材料。
折流板由于片数多,采用板面较平的整板下料,并采用数控钻床编程先钻管板后配钻折流板的工艺,以满足孔距、孔位和穿孔时的同心度要求。
2.3 换热管
换热管材料是S32205,为进口的无缝管。换热管是换热器的主要受压元件,不允许表面有裂纹和凹坑等缺陷。由于其生产周期较长,因此直接采购符合图纸要求的定尺管,并在其出厂之前做涡流检测。
3 换热管与管板装配
换热管与管板的连接是换热器制造最重要的一环,其连接采用氩弧焊焊接工艺。制造过程要求换热管与管板孔壁之间不得有杂物,否则难以保证焊接的致密性并会影响焊接的强度。
4 换热管与管板焊接
4.1 焊接方法
换热管与管板焊接采用氩弧焊焊接,不仅焊接质量稳定,且成型美观、无飞溅、焊缝不存在条渣。
4.2 控制焊接能量
双相不锈钢焊接工艺的关键要素是焊接线能量。若焊接线能量过小,则热影响区出现高比例的铁素体相;若焊接线能量过大,则金相组织粗大,甚至产生碳化物和氮化物析出,引起相不平衡,从而使材料的耐腐蚀性能下降。
4.3 焊前的清理与焊接保护
要想获得良好的焊接质量,必须做到二点:一是换热管的两端和焊丝要清洗干净,防止污物进入焊缝;二是高温熔池和高温焊道必须得到氩气保护,防止金属氧化。
4.4 分区焊接
焊接时,为了防止焊接高温引起结构变形,常分成几个区域进行焊接。
4.5 焊丝的填充
S32205材料在焊接时,需加入ER2209焊丝以提高镍含量,更好地保证焊缝金属中的相比例,从而保证焊缝金属的强度和耐腐蚀性。
4.6 焊接的工艺参数
焊接的工艺参数如下:焊材牌号ER2209,规格Ø2.4 mm,电源类型直流正接,层间温度≤100℃,电流130~150 A,电压12~14 V。
5 管束和管箱的组装焊接
5.1 管箱的组成
管箱是由16MnII的高颈法兰和高颈衬里以及筒节、衬环等组成。高颈法兰密封面采用在16MnII材料的基础上贴焊S32205材料。高颈法兰的内部采用S32205材料来衬里。这样不仅节约了制造成本,而且不影响其耐腐蚀性。由于管箱的制造需要多次加工,为了保证各条焊缝的质量,在加工之前进行100%的渗透检测,以保证焊缝表面没有不允许的缺陷(如表面裂纹、气孔等);在加工之后进行100%的渗透检测和气密性试验,以检测机械加工后各焊缝的整体质量和焊后的贴合程度。
管箱结构如图3所示。
5.2 管束和管箱的组装焊接
管束和管箱的组装是以管板作为基础,利用管板特有的结构来进行的。从设计上看,利用管板的设计结构直接进行管束与管箱的组装,不仅可使设备结构紧凑,而且占用空间小。为了使各条焊缝焊透,采用氩弧焊打底、手工焊盖面的焊接工艺。焊后采用100%超声波和渗透探伤对焊缝进行无损检测,I级为合格。
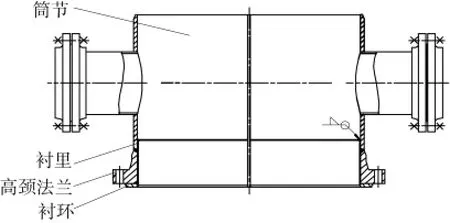
图3 管箱结构
管束和管箱组装的焊缝结构如图4所示。
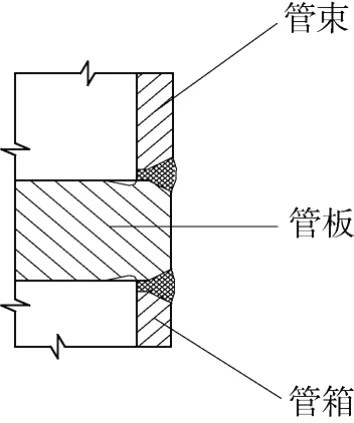
图4 管束和管箱组装的焊缝结构
6 检测方法和水压试验
管板与换热管焊接完毕后,管接头进行100%的渗透探伤检查,符合JB 4730.5—2005,I级合格。然后将上下平盖、管束、管箱进行组装,组装完毕后进行管程1.95 MPa和壳程1.95 MPa的水压试验,检查无渗漏,试压合格。
7 结语
按上述制造工艺制造的S32205材料换热器,不仅满足了造纸生产中碱回收工艺的要求,而且设备的使用寿命大大提高。这也为造纸碱回收工艺使用S32205材料制造的耐腐蚀设备提供了可供借鉴的经验。
[1] GB 150—1998.钢制压力容器[S].
[2] GB 151—1999.管壳式换热器[S].
[3] TSG R0004.固定式压力容器安全技术监察规程[S].
[4] И Я索科尔.双相不锈钢[M].李丕钟,王欣增译.北京:原子能出版社,1979.
[5] 英若采.熔焊原理及金属材料焊接[M].北京:机械工业出版社,2005.
Manufacturing of Shell and Tube Heat Exchanger Made from S32205 Duplex Stainless Steel
Xu Maoliang
The paper described manufacturing process of shell and tube heat exchanger made from S32205,including welding process and quality control methods of flat cap,tube plate,heat exchange tubes and other components.
Heat exchanger;Manufacturing process;Welding process;Quality control;S32205;Pressure vessel
TQ 051.5
*许矛良,男,1973年生,工程师。兰州市,730050。
2011-12-26)
猜你喜欢
设备管理与维修(2022年21期)2022-12-28 07:34:06
商品与质量(2021年43期)2022-01-18 05:27:42
中国特种设备安全(2021年2期)2021-07-21 08:48:22
中国特种设备安全(2018年11期)2019-01-08 02:09:12
制造技术与机床(2018年8期)2018-10-09 08:27:34
设备管理与维修(2016年5期)2016-03-16 02:20:45
焊接(2016年6期)2016-02-27 13:04:57
机电信息(2015年8期)2015-02-27 15:55:31
压缩机技术(2014年5期)2014-02-28 21:28:20
中国氯碱(2014年11期)2014-02-28 01:05:07