
封头冲管嘴后冷加工余量借偏方案
2012-11-18 13:31:00陶云飞
中国重型装备 2012年4期
陶云飞
(中国一重集团公司核电加工分厂,黑龙江 161042)
封头是位于蒸汽发生器下部承受高温、高压的大型锻件,需经过锻造、冲形成型、热处理调质、冷加工完成加工。加工过程极其复杂,其中封头冲管嘴后的加工尤为重要,是后序加工的基础。经过多年经验积累,笔者总结了某类封头冲管嘴后的加工过程控制及借线方案。
1 加工工艺过程分析
1.1 工艺过程
该封头由板坯状毛坯经锻造、冲形成型、热处理调质、精加工而成,加工周期长,加工难度大,具体加工工艺过程如图1 所示。
1.2 工艺过程分析
该封头由板坯经冲压成型后经冷加工符冲管嘴前图后进行冲管嘴(即按已加工的中心引导在水压机上冲出两管嘴)。冲管嘴完后上数控镗床按精加工图检测两管嘴位置及余量情况,初定球心。如管嘴内外圆单边能有2 mm~5 mm 余量(通过借偏后)即可转下序调质,否则由热工艺研究返修方案。调质后进行性能检测,性能合格后上数控立车切取余料。接着上数控镗床检两管嘴位置及余量情况及外球面各部余量情况,确定球心并做出加工基准:确定管嘴各部单边最小有2 mm余量(通过借偏后)的情况下,数控镗床给立车做好找正基准及球心定位基准;然后按单边留量15 mm 加工两管嘴外形及内孔直段各部;接下来上数控立车,按镗床所做基准定中心,加工内球面各部及开口端端面各部符图;数控镗床按基准找正,加工两管嘴外形及内孔各部与内球面相交处R 各部符图,加工外球面各部及相关锥面、凸台符图;最后,机床交检。

图1 加工工艺过程Figure 1 Machining process flow
从上面的加工过程分析我们可以看出,在整个的活件加工中,检测两管嘴余量,给数控立车做定心基准始终贯穿于整个加工过程中。工件经定心后在有足够的加工余量的情况下我们才动刀加工工件各部,精加工交货图见图2。
2 冲管嘴后两管嘴余量借线方案
在该封头的加工过程中,由于两个管嘴是由水压机冲压形成的,存在很多的不确定性因素(如辅具摆放是否正确、冲头是否对中引导孔、水压机工作是否正常、工件定位是否牢固、工件外球面是否留有黑皮),导致管嘴冲形后偏向一侧或按没冲到要求位置等问题,这就需要我们冷加工根据实际情况进行借球心确保管嘴有足够加工余量。
2.1 工件冲管嘴后形状特征分析
某封头冲管嘴就是将两个管嘴冲压成型,两管嘴与中心轴线夹角为40°,两管嘴周向夹角为107°±1°,管嘴内孔精加工后尺寸为∅804+20mm,壁厚109 mm±1 mm。公差要求特别严格,定心加工难度较大。
2.2 定心及管嘴借偏方案
工件上带回转台数控镗床,按锻件调质图定工件球心,即活件扣放时按下端∅3 540 mm 定x、z 轴中心,按上端小凸台向下返1 080 mm 定y 轴中心。然后上万能铣头,摆动铣头成40°,将铣头中心定在工件中心上,按工件精加工图沿40°方向返2 070 mm,分别检查两管嘴上下左右4 条母线是否有加工余量并做好记录。注意要测量出母线方向上最小处数据,根据所测数据确定借偏即定心方案。可以借偏的前提是活件冲管嘴后管壁厚度有足够余量,见图3。

图2 精加工交货图Figure 2 Finishing product delivery drawing

图3 调质图与交货图对比Figure 3 Contrast between quenched & tempered drawing and product delivery drawing
我们根据调质图与精加工图的比较,确定了基本的借偏定心方案有:方案一:通过修改y 轴中心高度进行借偏;方案二:通过窜锻件偏心借线借偏;方案三:综合以上两种方案借偏(较常用);方案四:通过垫高工件一侧借偏(一般较少采用)。
(1)方案一:通过修改y 轴中心高度进行借偏定心
通过分析,我们发现,只要两管嘴壁厚方向有足够加工余量,大端面有足够借偏量,我们可以通过改变活件球心高度位置使活件两管嘴内外壁有均匀加工去除量。
公式(1)用于已知管嘴壁厚方向需借偏量δ,计算工件球心在y 轴方向(即高度方向)需偏移的量。
(2)方案二:通过锻件窜偏心定心(x 轴偏心)
通过调质图与精加工图比较,可以看出工件大端面余量46 mm,内球面余量70 mm,不能无限制地通过降低球心高度来调整管嘴余量。通过分析,还可以通过整体调整径向方向(x 轴)中心位置达到借偏管嘴余量的目的。经过对活件精加工两管嘴相对位置分析,两管嘴周向成107°夹角,一侧管嘴窜偏心(x 轴方向),对另一侧管嘴影响很小,影响量为Xcos107°。经过总结笔者归纳出锻件窜偏心定心计算公式:

公式(3)用于已知管嘴壁厚方向需借偏量δ,计算工件球心在x 轴方向(即偏心方向)需偏移的量。
当然,如果两个管嘴都没有均匀的精加工余量,都需借偏的话,可以采取分别窜两管嘴径向偏心来达到借线目的。这时为降低工人的劳动强度,可运用平面向量计算法计算出借偏偏心的和向量,见图4。我们设:1#管嘴需借偏偏心向量为,2#管嘴需借偏偏心向量为y2),1#,2#管嘴整体需借偏偏心向量为
模长为:

方向为:

图4 借偏管嘴的和向量Figure 4 Borrow margin nozzle and vector
(3)方案三:综合法借偏
综合法借偏是结合方案一、方案二进行借偏定心。
如果管嘴壁厚方向需要借偏量δ 较大,通过某一个方向的借偏定心很难满足我们借偏的要求时,我们将两个方向的借偏进行综合即结合y 轴中心高度借偏及锻件偏心借偏进行工件的定心。
下面以加工某封头借偏定心为例:
工件上数控镗床,按立车已加工外圆圈圆,按凸台向下返1 080 mm 定球心,此时球心至端面为79 mm,精加工后此尺寸为88 mm(即工件大端面还有最大9 mm 余量)。此定心情况下检两管嘴余量如图5 所示。
图5 中“-”表示该管嘴此条母线方向没有加工余量,如-5.8 表示“此处缺肉5.8 mm”;“+”表示该管嘴此条母线方向有加工余量,如+10.5表示“此处有10.5 mm 余量”。可以看出,工件1#管嘴上母线方向缺肉最多,缺5.8 mm。
根据公式(1),工件y 轴中心向下借偏量为:
根据我们对工件大端情况余量分析:工件大端面最大还有9 mm 余量,即y 轴中心最大只能向下借偏9 mm。故只进行y 轴中心高度借偏是无法满足要求的。在此,我们采用了综合法进行借偏定心。
具体方案如下:y 轴中心向下借偏7 mm,对工件管嘴壁厚方向影响为:

工件通过偏心借偏需对壁厚影响量≥5.8-4.5=1.3 mm,即最小需借偏偏心量
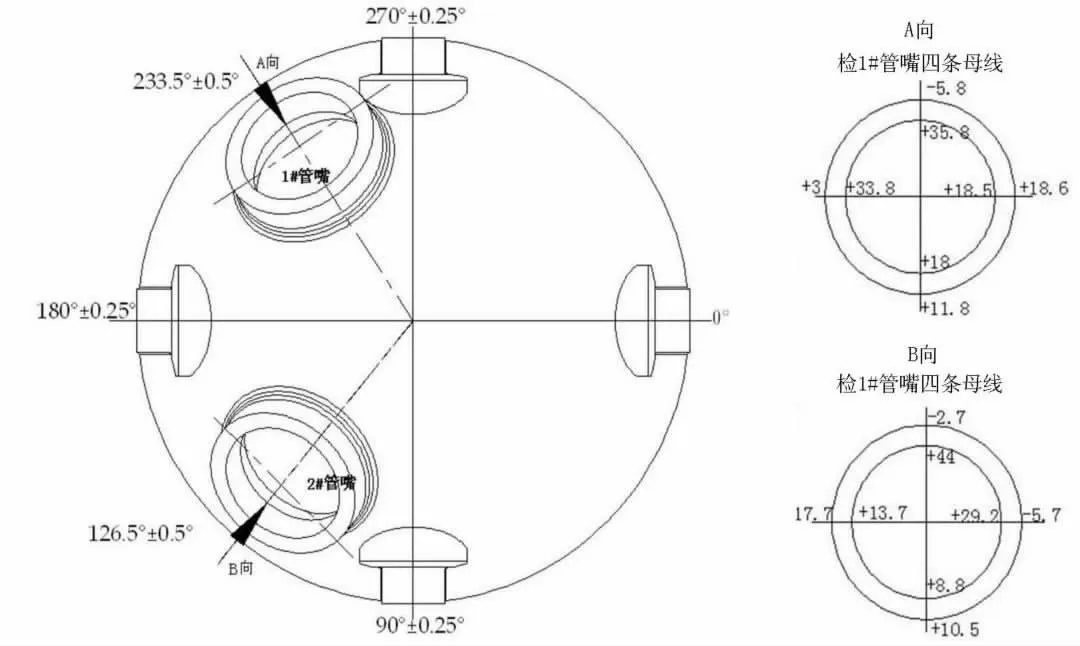
图5 正常定心后检两管嘴余量Figure 5 Allowances of twain nozzles checked after normal centering
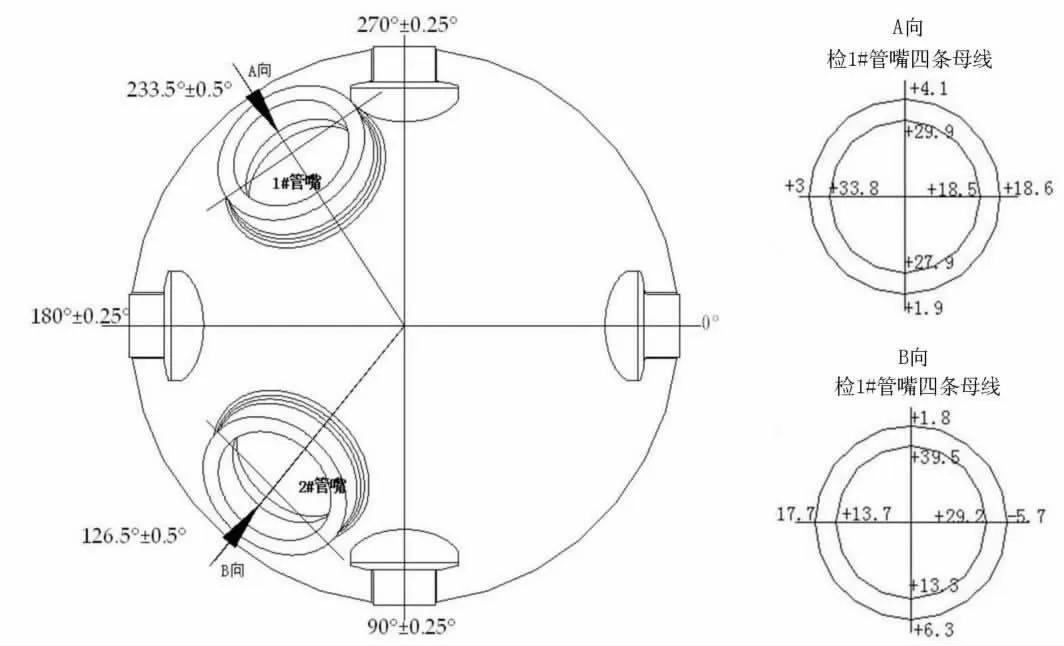
图6 工件借偏后两管嘴四条母线余量情况Figure 1 Allowance conditions of four base lines belonging to twain nozzles after work piece borrow margin process
最后借偏定心情况为:y 轴借偏7 mm,x 轴借偏6 mm(考虑到管嘴管壁上下留量均匀及∅3 680 mm 余量情况,x 轴可借偏范围为:1.7≤X≤14)。
按以上数据重新定心后检两管嘴4 条母线数据如图6 所示。
借偏后活件2#管嘴右侧母线方向还是缺肉,我们可以通过调整两管嘴之间夹角进行借偏。两管嘴的夹角是107°±1°,我们根据经验得知,两管嘴每调整0.1°对管壁左右方向壁厚的影响是2 mm。我们减小了2#两管嘴与1#管嘴之间夹角0.3°就达到我们要求的借偏效果。使两管嘴都有足够加工余量。
3 结语
通过采用上面几种方案对该封头定心,我们很好的解决了该封头在冲管嘴冲形后两管嘴及工件定心等冷加工方面问题,为我们批量化进行该封头加工打下了坚实的基础。
猜你喜欢
中学生数理化(高中版.高考数学)(2022年2期)2022-04-26 14:05:04
护理研究(2021年14期)2021-08-05 07:03:52
中华养生保健(2020年4期)2020-11-16 01:31:28
中学语文(2019年33期)2019-12-03 05:43:42
制造技术与机床(2018年12期)2018-12-23 02:41:06
中学生数理化(高中版.高二数学)(2018年1期)2018-02-26 07:40:29
教学考试(高考数学)(2017年2期)2017-08-11 12:10:19
内蒙古教育·综合版(2017年5期)2017-05-17 19:46:49
福建中学数学(2016年4期)2016-10-19 05:09:02
制造技术与机床(2015年10期)2015-04-09 07:05:38
