
油管加厚生产线常见运行故障分析及解决方案
2012-11-11 01:32徐能惠郑文达邵国栋高尚辉
重型机械 2012年3期
雷 刚,徐能惠,郑文达,邵国栋,高尚辉,王 旭
(金属材料挤压与锻造装备技术国家重点实验室,陕西 西安 710032)
0 前言
加厚油管主要用于深井、超深井的采油,随着现在油井深度的增加,加厚油管的用量也越来越大,因此油管加厚生产线能够保证正常高效的生产运行,对于一个企业来说非常重要。但是在生产运行过程中,如何正确判断故障原因,并迅速解决故障,对于保障生产线正常运行则非常重要。本文结合中国重型院设计制造的管端加厚生产线实际情况,就生产线运行过程中常见故障进行总结分析,以帮助企业解决问题。
1 油管加厚生产线组成及工艺流程
油管加厚生产线的组成见图1。两套管端加厚机,中频感应加热炉,步进运输机、纵向送料辊道对面布置,满足油管通过生产线一次加厚成型,提高产品生产效率。
生产线的工艺流程:上料台架1将钢管运送到定位装置2上对齐,通过步进运输机3运送到固定台架4上,中频感应加热炉5前进对管端进行加热,加热到锻造温度后,通过步进运输机3将加热后的钢管运送到纵向送料辊道7上,纵向送料辊道7将钢管通过伺服电机驱动的辊道送入管端加厚机6,管端加厚机6对油管进行管端加厚,加厚完毕,通过纵向送料辊道7将钢管从管端加厚机里拉出,步进运输机3将加厚的钢管送入中间台架8,然后通过同样的流程对钢管另一端进行加厚,最后将加厚完的钢管送入出料台架9。

图1 加厚生产线布置图Fig.1 Structure of pipeline thickening production line
2 管端加厚机的结构及控制
管端加厚机作为整条生产线的关键设备,如图2所示,机架7采用整体框架结构,机架上装有4个油缸,垂直方向有三个,中间一个柱塞缸(主缸2),两侧各装一个活塞缸 (回程缸3),用于动梁的快速升降及夹紧钢管。充液阀1位于主缸上方,用于主缸补液,水平方向一个活塞缸(镦粗缸9)驱动冲头前进后退,起镦粗和拔模的作用。
管端加厚机液压控制系统采用插装阀,满足其高压、大流量的特点。如图2所示,在液压缸的每个回路至少有一个进液阀和排液阀分别连接到P1口和T口。根据加厚机的工作状况,在主缸、回程缸的大腔及镦粗缸的大腔设置了卸压阀,回程缸的小腔设置了支撑阀,镦粗缸的小腔设置了安全阀。

图2 管端加厚机结构液压控制原理图Fig.2 Schmatic diagram for hydaulic control of pipe-end thickening machine
3 生产线常见运行故障分析及解决方案
整条生产线按照依据工艺要求,通过PLC在预先编制的程序控制下运行的,PLC通过设置的接近开关来判断该设备的状态,通过控制各电磁阀来实现各设备的运动动作。同时在各设备运行之间设置有联锁信号,保证生产线正常运行。根据生产线的生产运行情况,常见的故障主要发生在电气联锁信号及液压控制阀上,特别是控制管端加厚机的插装阀上。
3.1 初始条件未满足时故障及解决方案
3.1.1 初始条件未满足时的故障
由于接近开关信号或电气联锁信号导致的常见故障有以下几种:
(1)生产线自动运行无法正常启动;
(2)生产线在自动运行过程中突然中断;
(3)纵向送料辊道输送钢管不准确,输送钢管到位或拉出钢管时不停止。
3.1.2 解决方案
当生产线自动运行的初始条件没有满足,也就是显示各个设备初始状态的接近开关没有发讯时,生产线自动无法正常启动。该生产线中有几个保护联锁,均是通过PLC程序实现的。其中的一个联锁是步进运输机与中频感应加热炉的联锁,当中频感应加热炉不在后限位时,步进运输机就不能动作;另一个是纵向送料辊道与管端加厚机的联锁,当管端加厚机的动梁不在上限位时,纵向送料辊道不往压机内运送钢管。当PLC判断以上联锁信号失常时出现故障,自动运行会中断。为保证每一根钢管的输送距离一致,在加厚机的入口处安装有红外感应开关,当红外感应开关发讯,伺服电机开始计数,按照设定的数值将钢管输送到固定位置,此时红外开关始终发讯。当钢管拉出时,从红外开关信号中断开始计数,按照设定数值将钢管拉到固定位置。因此当红外开关没对正,或没有红外信号,或发射、接收源窗口有灰尘均会导致输送钢管不准确。
当出现以上故障时,通过主控室上位机显示生产线自动启动条件及每一个接近开关通断状态的监控画面,检查相关的接近开关是否发讯,并通过手动操作,将相应的设备运行到位,故障可以排除。
3.2 管端加厚机常见故障及解决方案
生产线的关键设备管端加厚机的动作主要由插装阀控制,插装阀结构见图3。在实际运行中常见的就是液压阀卡阻,也就是电磁阀或插装阀的阀芯容易卡阻而导致加厚机动作不正常。
3.2.1 管端加厚机常见故障
(1)加厚机动梁抬不起来。
(2)加厚机动梁抬起后停不住,往下滑。
(3)镦粗缸镦粗时不前进。
(4)镦粗缸拔模时拔不出来。
3.2.2 解决方案
对于管端加厚机出现以上故障时,首先要根据出现的故障现象,确定是哪几个控制阀进行控制,然后再判断是哪个阀出现了问题,先采用简单的方法进行处理,如果问题不能解决,再进行拆阀清洗等办法。
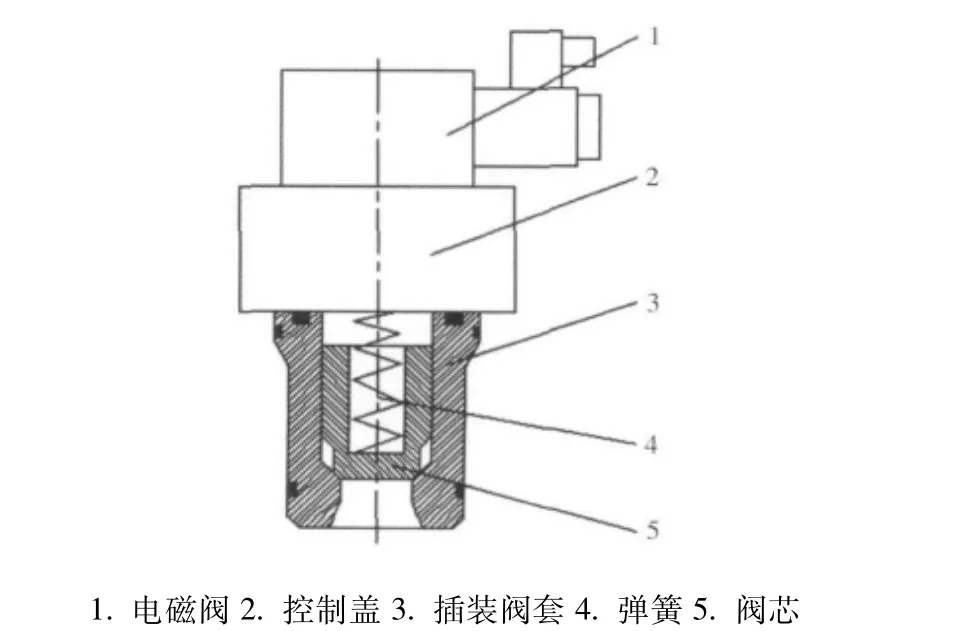
图3 插装阀结构图Fig.3 Structure of cartridge valve
加厚机动梁上升时,回程缸小腔进液,大腔排液。当动梁抬不起来时,此时首先观察回程缸小腔的压力,当小腔有压力时,观察回程缸大腔及主缸的压力,当回程缸大腔没有压力,主缸有压力,就需要手动将主缸的压力卸掉,从图2的液压原理图可知,将主缸卸压阀上电磁阀的手动应急操作器按一下,将主缸内的压力卸掉。如果回程缸大腔有压力,主缸没有压力,可以确认是回程缸大腔排液阀的故障,此时先通过手动应急按钮,判断一下是否是排液阀上的电磁阀卡阻,如果电磁阀卡阻,通过更换或清洗解决,电磁阀如果正常,就应该是插装阀芯卡阻,需要将整个插装阀拆开清洗。如果回程缸的小腔没有压力,可以肯定是回程缸的小腔排液阀的问题,同样首先检查电磁阀,如果电磁阀正常,就是插装阀芯卡阻,需要将整个插装阀拆开清洗。一般在生产线自动运行或加厚机半自动运行突然中断,出现该故障,肯定是主缸内的压力没有卸掉,直接手动卸掉主缸压力即可。
回程缸小腔进液阀、排液阀,还有支撑阀,支撑阀上有两个直动式溢流阀。支撑阀的主要作用是保证动梁在任何位置停住时不至于落下来,也用于动梁下降时减速。在支撑阀的阀芯上有一个1 mm节流孔,当这个节流孔堵住后,导致支撑阀中的溢流阀失效,回程缸小腔没有压力,动梁在上位停不住往下滑。当出现此现象时,首先在操作台上点动状态下,同时按住动梁上升下降按钮,让回程缸大、小腔的进、排液阀同时打开,否则只能拆开支撑阀进行清洗解决。
镦粗缸的大腔设置有进液阀、排液阀、卸压阀,镦粗缸的小腔设置有进液阀、排液阀、安全阀。镦粗缸前进时分为快进和慢进,当镦粗缸快进时,大腔的进液阀和小腔的进液阀同时打开,形成差动,当慢进时,大腔的进液阀和小腔的排液阀同时打开,此时如果出现不前进的现象,且大小腔均没有压力显示,可以肯定是大腔进液阀的问题;如果小腔的进液阀、排液阀有问题,大小腔会有压力显示,且小腔通过安全阀溢流,镦粗缸还会缓慢前进。此时先排除大腔进液阀的电磁阀,再考虑拆洗插装阀。镦粗缸后退,也就是拔模时,小腔进液阀与大腔排液阀打开。工作状态拔模时,拔模力量与工件变形程度有关,出现拔模拔不动,首先要观察镦粗缸小腔的压力,如果小腔压力小于设定压力,就要检查小腔安全阀是否压力太小。当空程后退时出现不动现象,同样首先观察大小腔压力,当大小腔都没有压力时,可以确定是小腔进液阀的问题,当大小腔均有压力,可以确定是大腔排液阀的问题。此时按照先排除电磁阀再进行插装阀拆洗的顺序解决。
3.3 其它故障及解决方案
除过以上常见故障,生产线在长期生产运行中还可能出现其它故障,比如机械设备故障,电器元件、液压元件故障等等,不论出现那种故障,首先要根据设备的运转现象进行初步分析判断,一步一步采用排除法,即可较快地解决问题。
由以上分析可知生产线运行中的故障大多是由于接近开关的信号及液压阀的卡阻导致的原因。要根本解决或减少故障的发生,首先在生产线安装时应严格按安装要求进行安装,电气接线要符合规范,特别是液压系统管道采用亚弧焊焊接,安装完后的冲洗,必须达到要求的清洁度。同时在生产线正常运行期间,要有必要的日常维护,并形成制度。比如每个星期安排一次小的检修,检查所有联结螺钉是否松动,所有润滑部位加注润滑油;每半年或一年安排一次大修,检查关键零部件是否磨损,加厚机顶部充液阀紧固螺钉是否松动,密封圈是否老化、漏油,检验液压油是否符合要求,电气接线是否松动,电线外保护是否老化破损等等。只有这样,才能更好的保证生产线的正常运行,少出故障。
4 结束语
通过快速分析判断故障原因,并尽快解决出现的故障,可以为生产线的正常运行提供保障,提高生产线的效率,同时为预防故障发生提供参考,并可作为以后生产线故障自动诊断的设计参考,为实现生产线的智能化提供一定依据。
[1] 成大先.机械设计手册 [M].北京:化学工业出版社,2004.
[2] 郎帆,段敬黎,周勋等,油管粘扣原因分析及控制措施[J]石油矿场机械,2011(6).
[3] 任明杰,雷刚.加厚管生产的调试过程技术分析[J].重型机械,2008(1):30-34.
[4] 吴玉莲.基于Controllogix与Flexl/0的油管加厚生产线控制系统 [J].工程建设与设计,2005(6):24.
猜你喜欢
军民两用技术与产品(2022年4期)2022-06-28
舰船科学技术(2022年10期)2022-06-17
理化检验(物理分册)(2022年1期)2022-03-15
汽车工艺师(2021年7期)2021-07-30
兰州理工大学学报(2021年3期)2021-07-05
石油石化节能(2021年4期)2021-04-28
中国钱币(2020年3期)2021-01-07
鸭绿江·华夏诗歌(2020年4期)2020-06-15
锻压装备与制造技术(2020年2期)2020-05-12
汽车与驾驶维修(维修版)(2019年3期)2019-05-08
