
液压机预应力框架预紧方式探讨
2012-11-11 01:32:44卫凌云张营杰杜学斌唐照环梁舒婷
重型机械 2012年3期
卫凌云,张营杰,杜学斌,唐照环,梁舒婷
(1.金属挤压与锻造装备技术国家重点实验室,陕西 西安 710032;2.中国重型机械研究院有限公司,陕西 西安 710032)
0 引言
采用预应力结构的框架使液压机具有很高的整体刚度,这种结构使得框架的抗侧弯能力明显增强、消除了设备承受偏心载荷时拉杆上附加的弯曲应力和变形,与此同时,降低了框架拉杆的应力波动幅值,提高了拉杆的疲劳强度,延长了拉杆的疲劳寿命。预应力框架结构是液压机的先进技术,预应力技术在液压机上的应用不仅提高了制品的质量,而且改善了拉杆的受力状况。许多大、中型液压机都采用了预应力框架,因此对框架预紧方法的研究就显得尤为重要。
目前液压机的预紧普遍采用超压预紧、液压拉伸预紧和加热预紧三种方法。
1 预应力框架的结构
大多数液压机采用了三梁四柱式结构,预应力框架的结构通常有四种型式:双螺母式结构、螺母压套式结构、锥台式结构、锥套式结构。前两种结构目前应用比较广,锥台式或锥套式结构对加工精度要求高,适用于小型液压机,这里不再陈述。目前,中、小型液压机普遍采用双螺母式结构,大、中型液压机普遍采用螺母压套式结构。图1为双螺母式结构。
此预应力框架主要由梁Ⅰ (1)、拉杆 (2)、梁Ⅱ (3)及螺母 (4、5、6、7)组成,螺母共分四层。通过螺母将两件梁和拉杆固定,构成一个整体框架。预紧段的长度为L。此结构中,预应力只是施加在与梁联接的拉杆部分。
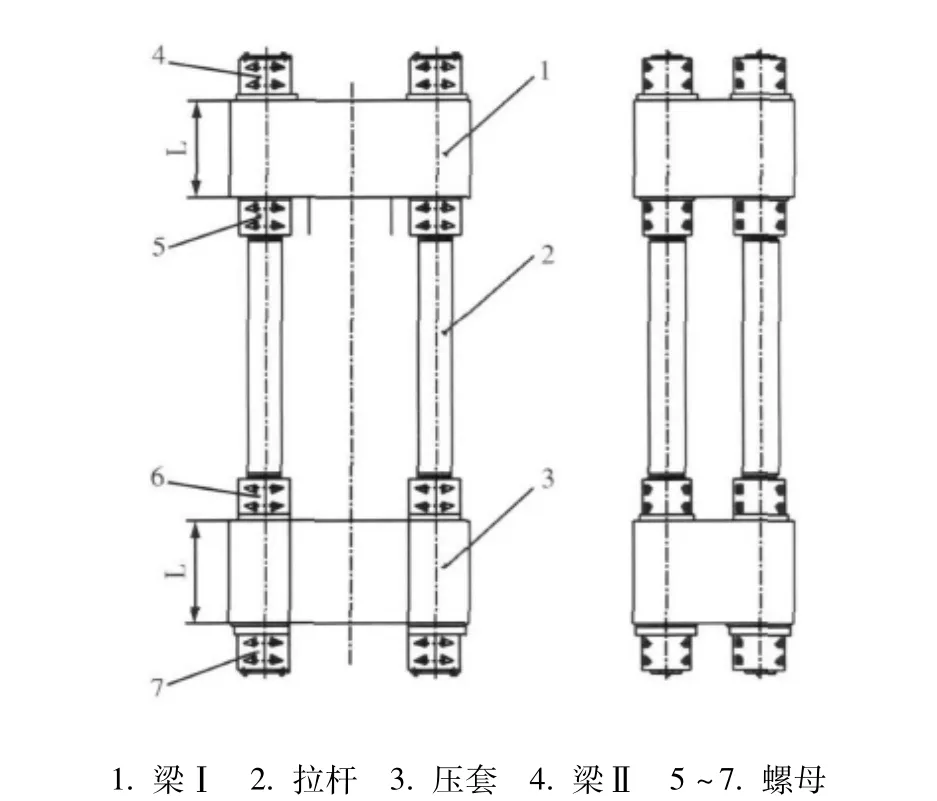
图1 双螺母式结构Fig.1 Double-nut structure
图2为螺母压套式结构,此预应力框架主要由梁Ⅰ(1)、拉杆2、压套3、梁Ⅱ(4)及螺母5组成。压套定位在梁Ⅰ和梁Ⅱ之间,拉杆安装在两件梁和压套之中,通过螺母固定构成一个整体框架。拉杆预紧段的计算长度为L2,压套预紧段的计算长度为L1。此结构中,预应力施加在拉杆的全长范围内,因此也称为全预应力框架。

图2 螺母压套式结构Fig.2 Nut pressing sleeve structure
由于预紧方式的不同,安装的定位基准就不同。针对以上两种结构,采用超压预紧时,定位基准都是外侧的螺母;采用液压螺母预紧时,定位基准即为内侧的螺母或压套;采用加热预紧时根据工艺要求安装定位基准内外侧均可,一般采用内基准。但不论采用何种预紧方式,在进行预紧前都要将螺母拧紧 (称为冷预紧),使螺母与梁端面紧密贴合。
2 预应力框架机理
所谓预应力框架,就是液压机没有工作的状况下在框架内部已经存在预紧应力。在一般情况下,实际预紧应力应大于工作应力,这样液压机工作时螺母与梁之间始终存在着一定的应力,使框架保持为一个整体,增加了设备的整体刚度。
图3为拉杆与连接件的受力变形图,图中曲线1表示液压机工作时拉杆拉力的变化图;斜线2表示拉杆受力变形图;斜线3表示连接件受力变形图;曲线4表示液压机工作时拉杆总拉力的变化图。
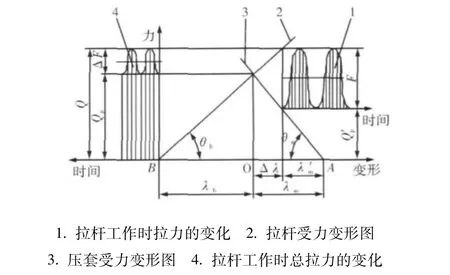
图3 拉杆与连接件的受力变形图Fig.3 Mechanical deformation of draw bar and connecting piece
由图3可以看出,预应力框架中的预应力有以下作用:
(1)Qp为液压机安装后拉杆的预拉力,梁或压套的预压力。随着液压机工作压力的提高,拉杆的拉应力逐渐增大,梁或压套的压应力随着逐渐减少;
(2)液压机满负荷F工作时,在连接件内部还有Q′p的残余预应力防止框架松动、增加框架的刚度。残余预应力一般为满负荷工作应力的0.1~0.25倍;
(3)液压机满负荷工作时,拉杆的周期性应力的幅度ΔF只有非预应力拉杆幅度的30%~60%;拉杆的伸长量Δλ为非预应力拉杆伸长量的20%~40%,大大提高了拉杆的抗疲劳性。
综上所述,框架内的预应力提高了框架的刚度,最终有利于保证产品的质量。
不论那种预紧方式,在预紧前必须要确定螺母拧紧的弧长或垫板的厚度,需要计算拉杆和梁或压套的预变形量,即λb和λm。参考文献 [1]中预变形量计算公式如下:
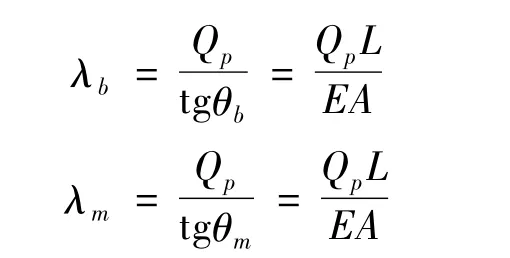
计算出λb和λm后,就可以确定螺母的旋转弧长和增加的垫板厚度。
3 超压预紧
超压预紧采用设备自身的液压系统,当机架安装并经过冷预紧后,在总压力超过公称压力的1.1~1.25倍的情况下使液压机加载,以外侧螺母为基准,立柱由于超载受到拉力作用,产生弹性伸长,立即把预先拧紧的内侧螺母旋转一定的角度或在梁内侧与压套之间增加一定厚度的垫板,达到预紧的目的。
预紧方法比较简单,一般不需要其他辅助设备。预紧时间比较短,只要把液压机的工作压力提高到公称压力的1.1~1.25倍,拧转内螺母或加垫板即可。
超压预紧虽然简单,但也存在缺点:预紧应力不够大,由于密封和设备强度的影响,超压预紧的压力不会超过公称压力的1.1~1.25倍;超压预紧时,梁和拉杆的挠性变形就会增大,往往需要提高工作梁及拉杆的强度,从而增加设备的成本;为了节约开支,超压预紧时设备零部件的设计强度处于临界状态,降低了设备的安全性;设备的安装精度难以保证,针对双螺母式结构的液压机一般以内侧螺母为基准来调整立柱和两个梁的垂直度和水平度,而超压预紧是以外螺母为基准调整拧动内螺母,框架往往会产生倾斜现象。
锥台式或锥套式结构的液压机由于没有内螺母而不适合采用超压预紧进行预紧。
4 液压拉伸预紧
液压拉伸预紧实际上就是采用液压拉伸器对拉杆直接施加外力,使拉杆在其弹性变形区被拉长,通过计算出的变形量数值确定拉伸油缸的压力,达到压力后,立即把预先拧紧的外侧螺母旋转一定的角度,达到预紧的目的。
4.1 液压拉伸器的工作原理
液压拉伸器一般由液压泵、高压软管、压力表和拉伸体组成。液压泵主要提供压力油源,压力表反映液压泵的输出压力值,高压软管用于连接液压泵、压力表和拉伸体。拉伸体是实现拉杆弹性伸长的执行元件,结构如图4所示,主要由拉紧螺母1、活塞油缸2和支撑环3组成。
工作时,液压泵输出的压力油进入活塞油缸,压力油推动活塞油缸的活塞运动,带动拉伸螺母向上移动,由于拉伸螺母与拉杆头螺纹相连,从而拉伸拉杆,当压力值达到设定压力值时,拧动螺母4转动一定角度满足计算值后,活塞油缸泄压,松开拉紧螺母,完成一个预紧工作。
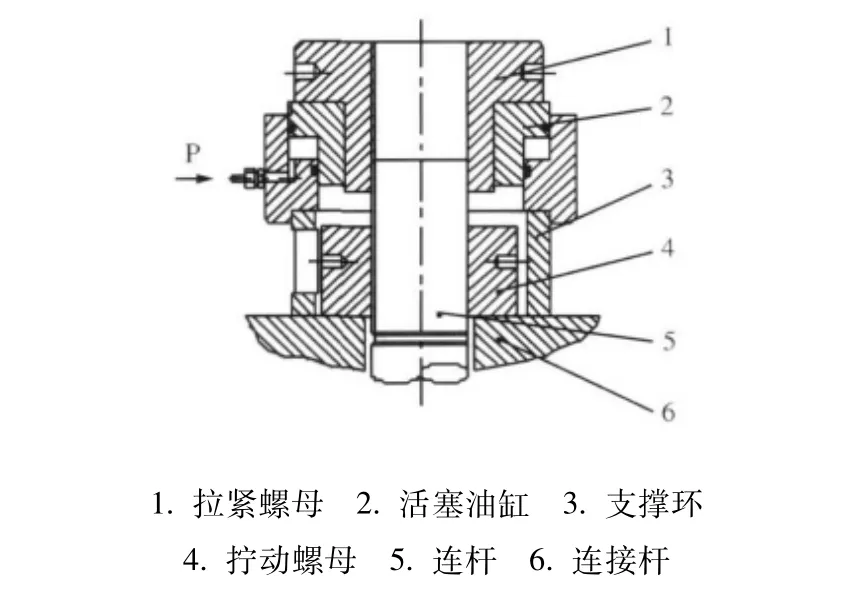
图4 拉伸体结构示意图Fig.4 Schematic diagram of tensile body structure
4.2 液压拉伸预紧的优缺点
液压拉伸预紧有一定的优势,简述如下:
液压机液压系统的设计压力可以降低,只要满足工作需要即可。
预紧时拉杆及连接件只承受拉力,没有剪切力和侧向力。
由于采用预拉伸,螺母与连接件没有相对摩擦,不会损伤结合面。
虽然液压拉伸预紧有一些优点,但也存在缺点:
拉杆头部的设计需要与液压拉伸器螺纹相匹配,且需要的拉杆长度将会加长。
随着液压机公称压力的提高,拉伸器的尺寸就相应加大,对安装操作空间的需求就会越来越大。
对于全应力框架来说,液压拉伸器的行程将难以满足设计要求。
4.3 液压拉伸预紧时的注意事项
拉伸器油缸属于超高压工况,使用时必须注意安全。
在预紧前首先要计算液压泵的压力,防止出现压力过高超过拉杆或连接件的承受能力,拉杆或连接件出现塑性变形。
拉伸时液压泵的输出压力应平稳加压,以防出现过大的冲击,影响预紧效果。
预紧时应时刻注意拉伸油缸的行程,不能超过油缸行程极限。
5 加热预紧
加热预紧是最常用的预紧方法,加热的方法很多,一般有火焰加热、电加热、电阻丝加热、感应圈加热和过热蒸汽加热等。液压机预应力框架预紧的加热一般采用电阻丝加热和过热蒸汽加热两种,过热蒸汽加热的机理见参考文献 [1],这里只描述电阻丝加热。
5.1 电阻丝加热原理
加热预紧就是利用拉杆的受热膨胀的原理,即:

式中,ΔL为拉杆温度升高△T的伸长量,mm;L为拉杆原始温度的计算长度,mm;α为材料的线膨胀系数,1/℃;ΔT为拉杆加热后与常温的温度差,℃。
5.2 电阻丝加热方案的确定
首先计算拉杆的总变形量:λ=λb+λm+c,考虑了一定的富余量c,将λ代入式 (1),即可以计算出拉杆需要加热升高的温度

式中,T为拉杆需要加热升高的温度,℃;T室为室内温度,℃。
其次计算加热拉杆所需的热量

式中,Q为加热拉杆所需热量,kJ;G为拉杆需要加热的重量,kg;C材料的比热,kJ/kg℃。
计算出热量后,还要考虑加热效率,就可以得出加热需要的热量。
最后计算加热功率:
式中,P为加热拉杆所需功率,kW;t为加热拉杆的时间,考虑实际经验在一个班完成,一般取8 h,即 28800 s。
根据计算出的功率值,选型电热元件,确定加热方案。
不论采用电阻丝加热还是过热蒸汽加热进行预紧,拉杆都要加工内孔,保证加热从拉杆内部开始。根据加热特点,内部的温度一定高于表面温度,这样只要检测到拉杆表面温度达到计算值,拉杆的伸长量就会到达预定值,这时立即把预先拧紧的外侧螺母旋转一定的角度,待立柱冷却后,就会产生很大的预紧力,达到预紧的目的。
6 预紧方式对比及结论
表1为以上各种预紧方式的对比。
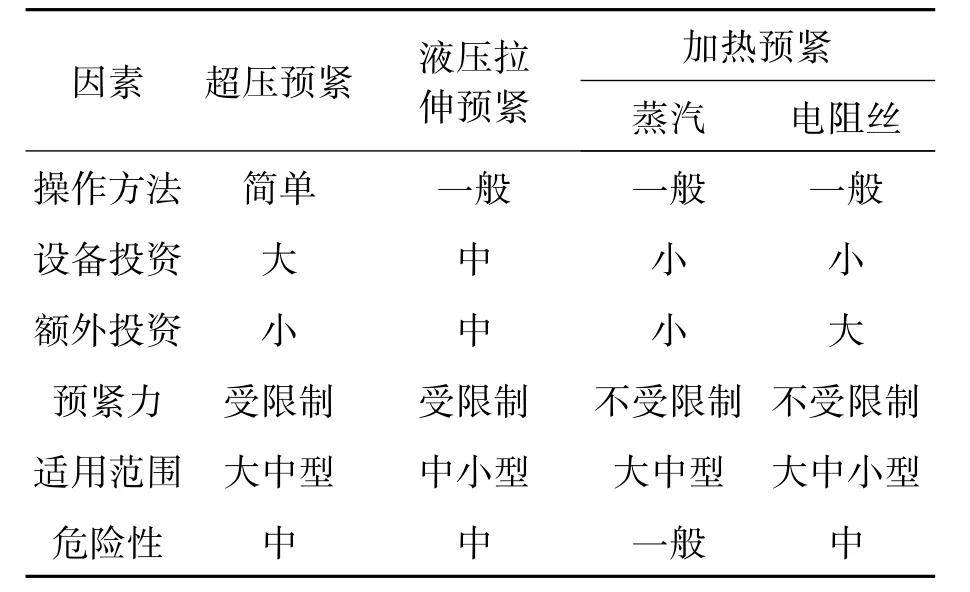
表1 预紧方式的对比Table 1 Contrast of pre-tightening modes
从表1可知,每种预紧方式都有各自的优势,在确定时应统筹考虑。但不论采用何种预紧方式对拉杆进行预紧,都会在拉杆内部产生预应力,提高框架的刚度,增加设备的运行稳定性,最终提高产品的质量。
[1] 杜学斌,卫凌云,聂扬江.挤压机预应力框架的加热预紧 [J].重型机械科技,2006(3):9-11.
[2] 魏军.金属挤压机 [M].北京:化学工业出版社,2006.
[3] 成大先.机械设计手册 [M].北京:化学工业出版社,1997.
猜你喜欢
青少年科技博览(中学版)(2023年1期)2023-03-17 00:44:38
设备管理与维修(2022年21期)2022-12-28 07:34:30
锻压装备与制造技术(2021年3期)2021-08-13 08:39:54
锻压装备与制造技术(2021年2期)2021-07-19 08:50:48
组合机床与自动化加工技术(2021年3期)2021-03-26 05:43:32
铁道机车车辆(2016年3期)2016-10-25 09:02:43
锻压装备与制造技术(2016年3期)2016-06-05 09:36:08
锻压装备与制造技术(2016年3期)2016-06-05 09:36:08
铁道科学与工程学报(2015年4期)2015-12-24 12:11:17
振动、测试与诊断(2014年4期)2014-03-01 01:14:03
