TiAl合金与高温合金的扩散焊接头组织及性能
2012-11-02 01:04:08熊华平
材料工程 2012年8期
周 媛,熊华平,毛 唯,陈 波,叶 雷
(北京航空材料研究院 焊接及锻压工艺研究室,北京100095)
TiAl合金与高温合金的扩散焊接头组织及性能
周 媛,熊华平,毛 唯,陈 波,叶 雷
(北京航空材料研究院 焊接及锻压工艺研究室,北京100095)
采用直接扩散焊和加中间层的扩散焊方法进行了TiAl合金和高温合金异种材料组合的连接实验。在1000℃/20MPa/1h规范下直接扩散焊获得的TiAl/GH2036接头组织中存在大量未焊合的孔洞,接头室温剪切强度平均值仅有16MPa。采用Ti-Zr-Cu-Ni合金作为中间层在935℃加压3MPa保温10min和1h进行了TiAl/GH3536组合接头的液相扩散焊,获得的扩散焊缝中含有Ti3Al,NiTi等多种物相,中间层合金与两侧母材发生作用形成了具有一定厚度的反应层。在935℃/3MPa/1h规范下获得了与两侧母材结合良好的无缺陷扩散焊接头,室温剪切强度达到125MPa。
TiAl合金;高温合金;扩散焊;Ti-Zr-Cu-Ni合金
TiAl金属间化合物合金具有密度低、比强度高等优点,是极具应用前景的新型轻质耐高温结构材料[1,2]。TiAl合金替代高温合金应用于航空、航天及车用发动机可以通过结构减重提高发动机工作效率[3,4],已经获得应用或正在进行研究的 TiAl基合金部件有航空发动机叶片、航天用整体叶盘、车用增压器涡轮等[5]。在TiAl合金的工程应用中,常常需要将其与异种材料连接起来,以充分发挥各自的优良性能。扩散焊是实现TiAl合金与异种材料连接的有效方法之一。较多的扩散焊技术研究工作围绕TiAl合金与钢、钛合金及陶瓷这些异种材料组合开展[6-8],而对更能发挥高温性能优势、有潜在应用前景的TiAl/高温合金组合接头的扩散焊技术研究相对较少。
本工作采用直接固相扩散焊和加入中间层合金扩散焊的两种方法进行了TiAl合金与高温合金异种材料组合连接实验。由于TiAl合金与高温合金的热强性高,变形困难,实现直接扩散焊需要的温度高、时间长,TiAl和GH2036异种材料组合的直接固相扩散焊实验采用1000℃/20MPa/1h规范进行。加入中间层合金进行TiAl合金与高温合金扩散焊,可以降低扩散焊温度和压力。选择TiAl合金钎焊时使用较多并且取得性能较好的Ti基钎料Ti-Zr-Cu-Ni合金作为中间层进行TiAl和GH3536异种材料组合的液相扩散焊实验[9],采用的扩散焊规范是935℃,加压3MPa,保温10min和1h。
1 实验材料及方法
实验用母材为北京航空材料研究院研制的TiAl合金和商用GH2036,GH3536高温合金[10]。TiAl合金名 义 成 分 为 Ti-46Al-6(Cr,Nb,Si,B)(原 子 分数/%),经线切割制成面积为2mm×10mm、厚2mm试片。GH2036和GH3536高温合金化学成分分别列于表1和表2中,使用形式为10mm×20mm、厚2mm试板。GH2036合金可在600~650℃长期工作,GH3536合金适用于制造900℃以下长期使用的高温部件[10]。TiAl,GH2036和 GH3536合金试样表面经磨床磨光后置于丙酮中进行超声清洗。

表1 GH2036高温合金化学成分(质量分数/%)Table 1 Chemical composition of GH2036superalloy(mass fraction/%)

表2 GH3536高温合金化学成分(质量分数/%)Table 2 Chemical composition of GH3536superalloy(mass fraction/%)
Ti-Zr-Cu-Ni中间层合金[11]名义成分为 Ti-13Zr-21Cu-9Ni(质量分数/%),其制备方法:按成分比例混合后在氩气保护条件下采用电弧熔炼设备制成合金锭,之后将合金锭置于石英管中,再通过单辊急冷设备在真空-氩气条件下制成厚度约50μm的急冷态箔带。扩散焊时,Ti-Zr-Cu-Ni箔带夹于 TiAl和 GH3536两种合金母材待焊面之间。
扩散焊实验在L1215Ⅱ-1/ZM型真空炉中进行,焊接时热态真空度不低于1.0×10-2Pa,升温速率为10℃/min。TiAl/GH2036直接固相扩散焊采用的规范为1000℃/20MPa/1h。以Ti-Zr-Cu-Ni合金作为中间层的液相扩散焊实验,采用935℃下加压3MPa分别保温10min和1h两种规范进行。
通过扫描电镜(SEM)观察 TiAl/GH2036、TiAl/GH3536两种扩散焊接头的微观组织;采用INCA能谱仪(EDS)分析接头中的微区成分;室温下测试了接头的剪切强度;并对剪切试样断口表面进行了X射线衍射(XRD)物相分析。
2 结果与讨论
2.1 TiAl/GH2036直接扩散焊的接头组织及性能
扩散焊温度为1000℃,加压20MPa保温1h获得的TiAl/GH2036的扩散焊接头组织如图1所示,接头中各区域的能谱分析结果列于表3中。从图1中可以看出,虽然TiAl和GH2036两种母材结合在一起,但是在界面处仍然还存在未焊合的孔洞。焊缝旁的GH2036中存在较多的孔洞,而TiAl母材一侧的孔洞较少。界面处的GH2036母材中出现了一些浅灰色块状相(图1中的“1”区),能谱分析结果显示该区域成分接近GH2036母材,只是还含少量Ti和Al,可能是扩散焊过程中少量TiAl母材中的Ti和Al原子扩散进入GH2036母材中形成的。而在TiAl母材一侧形成了“双条带”的反应层,总宽度约为5μm。在紧邻GH2036界面的深黑色窄带(图1中的“2”区)中能谱分析发现富集C原子,而且Ti和C原子比例接近1∶1,推测可能主要是GH2036中的C元素与TiAl中的活性元素Ti发生反应生成的TiC相。而在稍宽的灰色条带(图1中的“3”区)中含有从GH2036中扩散过来的Fe、Ni原子,特别是Fe原子含量较高,Fe、Ni原子溶入TiAl母材后形成了新的物相,显现出不同的衬度。
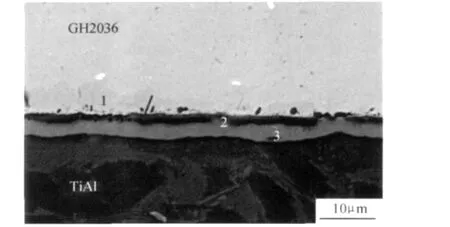
图1 1000℃/20MPa/1h扩散焊的TiAl/GH2036接头组织Fig.1 Microstructure of TiAl/GH2036joint diffusion bonding at 1000℃/20MPa/1h
对 TiAl/GH2036 在 1000℃/20MPa/1h 规 范 下直接扩散焊获得的接头进行了室温剪切强度测试。测得结果分别为12,17,20MPa,平均值仅为16MPa。焊缝中存在大量未焊合的孔洞,TiAl和GH2036界面结合较差,从而导致接头性能低。由此可见,在1000℃扩散焊,加压20MPa保温1h的高强规范下,不能获得具有良好性能的TiAl/高温合金异种材料组合接头,有必要加入中间层改善TiAl和高温合金的界面结合情况,同时还可以降低扩散焊温度和压力。

表3 图1中各微区成分能谱分析结果(原子分数/%)Table 3 The composition of various microzones in fig.1analyzed by EDS(atom fraction/%)
2.2 TiAl/GH3536液相扩散焊的接头组织及性能
采用Ti-Zr-Cu-Ni合金作为中间层,在935℃下加压3MPa进行TiAl/GH3536异种材料的液相扩散焊,保温时间为10min和1h两种规范,获得的接头组织如图2所示,焊缝中各微区的能谱分析结果列于表4中。从图2中可以看出,通过加压挤出部分熔化的中间层合金后最终形成的焊缝宽度仅有20μm左右,比之前Ti-Zr-Cu-Ni合金箔带的厚度减少了60%。中间层合金与两侧母材TiAl和GH3536发生了界面反应,均形成了一定厚度的反应层(如图2中Ⅰ,Ⅱ区所示)。保温10min,TiAl和GH3536两侧反应层厚度分别为5μm 和3μm;保温时间延长至1h,Ti-Zr-Cu-Ni中间层合金与两侧母材之间的反应程度加剧,两侧界面形成的反应层明显增厚,分别达14μm和6μm。
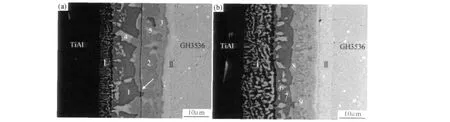
图2 935℃/3MPa/10min(a)和935℃/3MPa/1h(b)规范下扩散焊的TiAl/GH3536接头组织Fig.2 Microstructure of TiAl/GH3536joints diffusion bonding at the conditions of 935℃/3MPa/10min(a)and 935℃/3MPa/1h(b)
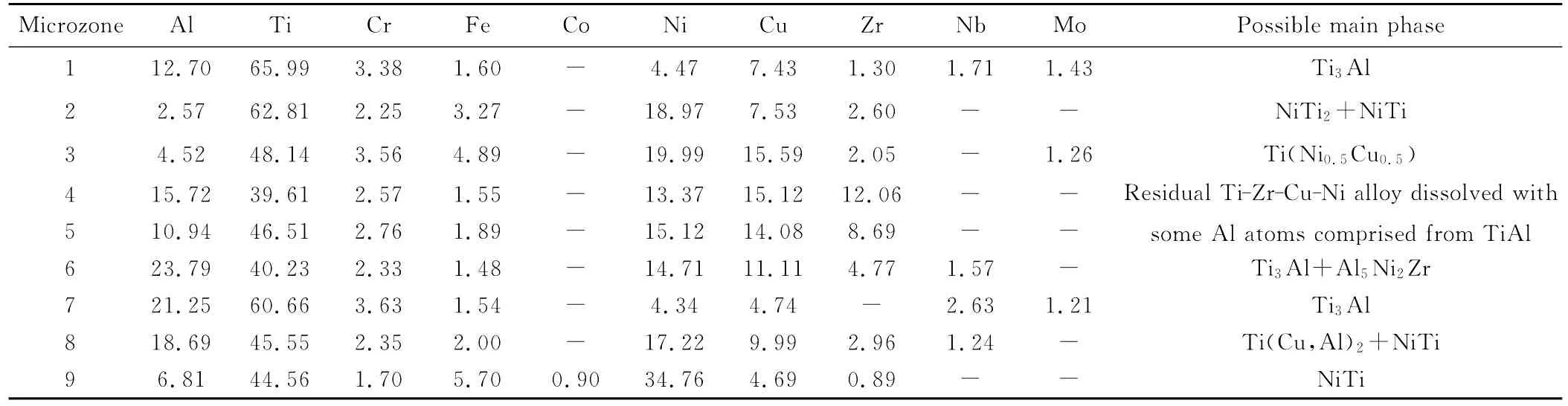
表4 图2中各微区成分能谱分析结果(原子分数/%)Table 4 The composition of various microzones in fig.2analyzed by EDS(atom fraction/%)
从图2中还可以看出,935℃分别保温10min和1h获得的焊缝组织完全不同。保温10min获得的焊缝中存在多种物相,而且在焊缝中央还有贯穿性的裂纹存在(图2(a)中箭头)。保温时间延长至1h后,中间层合金元素向两侧母材充分扩散,焊缝中形成的物相有所减少。从表4中列出的结果可以看出,保温10min获得的焊缝中主要有三类物相:一类是由于TiAl侧母材中的Al原子向中间层合金基体中扩散形成的(图2中“1”区),一类是由于GH3536母材中的Ni原子向中间层合金基体中扩散形成的(图2中“2”区),第三类则是未充分扩散的中间层合金残留相(图2中“4”,“5”区),其中还溶入了部分从TiAl母材中扩散过来的Al原子。在剪切试样断口表面的X射线衍射图谱中分析出焊缝中含有 Ti(Ni0.5Cu0.5)相(图3(a))。推断焊缝中的“3”区应为中间层 Ti-Zr-Cu-Ni合金的Cu原子占据部分NiTi晶格点阵中的Ni原子位置所形成的 Ti(Ni0.5Cu0.5)相。在断口表面 XRD图谱中还检测到了Ti3Al相和NiTi2相,说明两侧母材中的Al和Ni原子向中间层合金扩散后,已经有少量的Ti3Al相、NiTi相和NiTi2相在靠近界面的焊缝中生成。
保温时间延长至1h,中间层 Ti-Zr-Cu-Ni合金中的各元素向两侧母材充分扩散,同时从TiAl母材中扩散进入焊缝中的Al原子含量和从GH3536母材中扩散进入焊缝中的Ni原子含量都明显提高,与Ti-Zr-Cu-Ni合金中的Ti原子发生反应生成大量的Ti3Al相和 NiTi相(图2中的“7”和“9”区)。Ti-Zr-Cu-Ni合金中的Cu,Zr原子则富集在“6”,“8”区,与其他元素形成新的物相。从剪切试样断口表面X射线衍射图谱(图3(b))可知,Al5Ni2Zr相和 Ti(Cu,Al)2相可能就分布在这些区域。
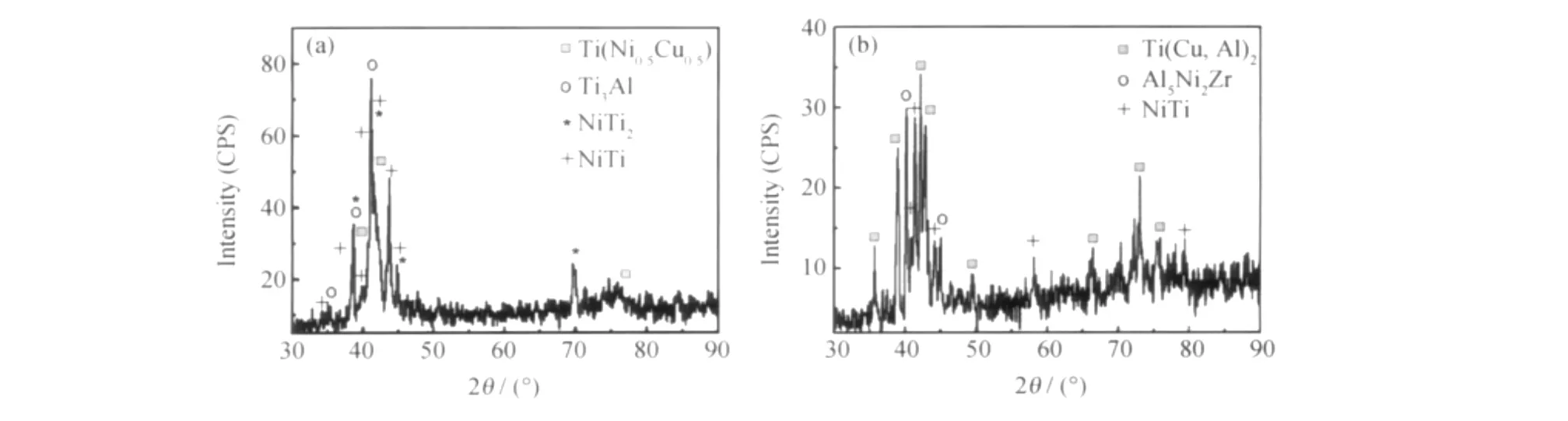
图3 TiAl/GH3536扩散焊接头剪切断口表面XRD图谱 (a)935℃/3MPa/10min;(b)935℃/3MPa/1hFig.3 XRD patterns of the shear fracture for the TiAl/GH3536joints diffusion bonding at the condition of 935℃/3MPa/10min(a)and 935℃/3MPa/1h(b)
在935℃/3MPa/10min规范下获得的扩散焊缝中存在贯穿性的裂纹,导致接头性能较差未能获得强度数据。而935℃/3MPa/1h规范的 TiAl/GH3536接头室温剪切强度则达到125MPa,对比1000℃/20MPa/1h规范下直接扩散焊的TiAl/GH2036接头强度大幅度提高。
从上述两种扩散焊方法的实验结果可以看出,加入中间层进行TiAl和高温合金异种材料组合的扩散焊,相比两种材料直接进行扩散连接,界面的结合情况得以改善,既提高了接头的强度,同时也使扩散焊温度和压力有所降低,是一种有效的TiAl和高温合金异种材料连接方法。这与TiAl/钢异种材料扩散连接情况相似,在TiAl与40Cr钢的真空扩散连接中,由于脆性TiC的生成使得接头性能不佳,为阻止脆性层的形成加入了多种纯金属作为中间层,从而提高了接头强度[12]。而在本工作中采用的是TiAl合金钎焊料作为扩散焊时的中间层,在扩散焊温度下中间层合金熔化,施加压力能进一步减少中间层用量,有利于减少对接头性能不利的脆性相,采用合金化的中间层也比纯金属中间层更有利于获得高强接头。
3 结论
(1)在1000℃/20MPa/1h 规范下进行了 TiAl/GH2036异种材料的直接扩散焊,焊缝中存在大量未焊合的孔洞,接头室温剪切强度平均值仅有16MPa。TiAl和高温合金异种材料组合连接不宜采用直接扩散焊的方法进行。
(2)采用Ti-Zr-Cu-Ni合金作为中间层,在935℃/3MPa/10min规范下进行了TiAl/GH3536异种材料组合的液相扩散焊接。焊缝中存在Ti3Al,NiTi,Ni-Ti2等多种物相,还出现了贯穿性的裂纹。
(3)以 Ti-Zr-Cu-Ni合金作为中间层,在935℃/3MPa/1h规范下获得了与TiAl和GH3536母材结合良好的无缺陷接头,室温剪切强度达到125MPa。焊缝中有Al5Ni2Zr相和Ti(Cu,Al)2相生成。
[1] KIM Y W.Effects of microstructure on the deformation and fracture ofγ-TiAl alloys[J].Mater Sci Eng:A,1995,192-193:519-533.
[2] 张永刚,韩雅芳,陈国良,等.金属间化合物结构材料[M].北京:国防工业出版社,2001.
[3] LEHOLM R,NORRIS B,GURNEY A.High temperature alloys for aerospace structures[J].Advanced Materials & Processes,2001,159(5):27-32.
[4] DJANARTHANY S,VIALA J C,BOUIX J.An overview of monolithic titanium aluminides based on Ti3Al and TiAl[J].Materials Chemistry and Physics,2001,72(3):301-319.
[5] 张继,仲增墉.TiAl金属间化合物工程实用化研究与进展[J].中国材料进展,2010,29(2):9-13.
[6] 高强,郭建亭,刘午,等.TiAl合金与42CrMo扩散钎焊的界面组织及形成机理[J].航空材料学报,2003,23(增刊):51-54.
[7] WANG X F,MA M,LIU X B,et al.Interface characteristics in diffusion bonding ofγ-TiAl alloy to Ti-6Al-V[J].J Mater Sci,2007,42:4004-4008.
[8] LI Z R,FENG J C,CAO J.Vacuum diffusion bonding of TiB2cermet to TiAl based alloys[J].Materials Science and Technology,2004,20(12):1666-1668.
[9] 熊华平,毛唯 ,陈波,等.TiAl基合金连接技术的研究进展[J].航空制造技术,2008,(S1):108-112.
[10] 中国航空材料手册编辑委员会.中国航空材料手册第2卷 变形高温合金 铸造高温合金[M].2版.北京:中国标准出版社,2002.
[11] 张启运,庄鸿寿.钎焊手册 [M].2版.北京:机械工业出版社,2008.
[12] 罗致春,王秀峰,刘学斌,等.γ-TiAl基合金与异种合金扩散连接研究[J].钛工业进展,2006,23(6):20-23.
Microstructures and Property of Diffusion Bonded Joints Between TiAl Alloy and Two Kinds of Superalloys
ZHOU Yuan,XIONG Hua-ping,MAO Wei,CHEN Bo,YE Lei
(Laboratory of Welding and Forging,Beijing Institute of Aeronautical Materials,Beijing 100095,China)
Joining TiAl alloy and superalloy was carried out by diffusion bonding with and without interlayer.There existed many holes in the TiAl/GH2036joint under the diffusion bonding condition of 1000℃/20MPa/1h,and the average shear strength of joint at room temperature was only 16MPa.Using Ti-Zr-Cu-Ni alloy as the interlayer,liquid-phase diffusion bonding between TiAl and GH3536 was investigated at 935℃holding 10min and 1hunder the pressure of 3MPa.The joints diffusion boned under the two conditions were composed by multiple phases,such as Ti3Al and NiTi.As a result of the reaction between the interlayer and two base metals,two reaction layers with a certain thickness appeared in the both interface respectively.Sound joint was obtained under the diffusion bonding condition of 935℃/3MPa/1h,and the interlayer alloy exhibited strong cohesion with TiAl and GH3536.The corresponding shear strength of joint reached 125MPa.
TiAl alloy;superalloy;diffusion bonding;Ti-Zr-Cu-Ni alloy
TG454
A
1001-4381(2012)08-0088-04
2011-12-05;
2012-04-14
周媛(1981-),女,硕士,工程师,主要从事航空新材料的钎焊扩散焊研究及航空新型焊接材料研制等,联系地址:北京市81信箱20分箱(100095),E-mail:jeanzhouyuan@yahoo.com.cn
猜你喜欢
机械制造文摘·焊接分册(2019年2期)2019-07-08 03:59:06
黑龙江科技大学学报(2016年5期)2016-12-09 07:31:17
电焊机(2016年8期)2016-12-06 08:28:44
动画大王(漫画行)(2016年7期)2016-07-30 01:27:07
动画大王(漫画行)(2016年5期)2016-07-29 11:51:01
动画大王(漫画行)(2016年4期)2016-07-29 11:16:12
动画大王(漫画行)(2016年1期)2016-07-29 04:30:45
焊接(2016年8期)2016-02-27 13:05:10
焊接(2016年6期)2016-02-27 13:04:55
山东冶金(2015年5期)2015-12-10 03:27:40