
机械压力机齿轮断齿修复法——快速镶齿法
2012-08-16 07:52恒小朋
锻压装备与制造技术 2012年6期
恒小朋
(陕西重型汽车有限公司,陕西西安710043)
1 引言
在传统的齿轮断齿修理方法中,镶齿法使用的比较多。其第一种方法为:将齿轮从设备上拆掉,对断裂轮齿进行机械加工,在断齿处加工出燕尾槽,然后镶嵌齿形块,并用螺丝、销子固定,按照样板手工修改,有条件时也可用机床加工。对于轮缘较薄的齿轮,加工燕尾槽相对困难,太浅定位作用小,太深可能造成齿轮轮缘局部应力集中,降低齿轮使用寿命。第二种方法为:把折断的齿根部修平,再钻孔攻螺纹,裁上一排圆柱销,然后用电焊接在一体,按照样板手工修改,有条件时也可用机床加工。对于材质较差,齿根部位出现组织疏松的齿轮,修平断齿根部,进行攻螺纹、焊接圆柱销等操作,显然不可靠。
2008年9月,我公司一台老式大型机械压力机大齿轮出现断齿。该齿轮材质为铸铁,轮缘较薄,齿根材料组织比较疏松,与其他厂家的不能互换。而原生产厂家已不存在,一时无法购买合适备件,自己制作周期长,无法满足生产急需。我们使用了一种新型镶齿法——快速镶齿法,较好地解决了难题。
2 镶齿步骤
(1)拆掉齿轮防护罩,清理干净断齿上的油污。
(2)在齿轮断齿上制作7个圆柱销孔,注意孔的排列位置,最边孔距齿轮端面15mm,辐板两侧的孔距轮辐1mm,最中间销孔深度为轮齿高的两倍;加工7个圆柱销,其长度按照齿高、轮缘厚度、销孔深度、轮缘内侧焊接高度相应加工,材料为35钢。
(3)在圆柱销之间镶入与正常齿形大小相同的20钢块,轮缘内侧镶入长方形20钢块。
(4)用J422焊条焊接圆柱销与钢块,严格控制温度,防止齿轮焊接处温度过高。
(5)修磨所焊接的齿形,并与小齿轮啮合试验,观察接触情况。
3 效果
该压力机在未拆掉大齿轮的情况下,两天内恢复正常使用。大小齿轮接触情况:沿齿长方向80%以上,沿齿高方向30%,且大小齿轮啮合声音正常。节约费用预计3万余元。经过3年多使用,所镶的轮齿依旧牢固。
齿轮修复情况如图1所示。
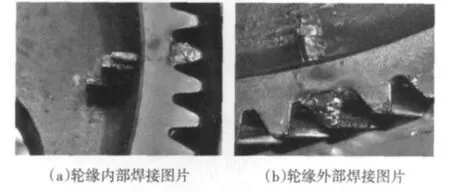
图1 焊接修复图
4 理论与计算
4.1 齿根弯曲强度是保证轮齿不断裂的指标。齿轮轮齿在工作时,其受力状态是典型的悬臂梁,其平衡状态必须满足:

4.2 铸铁与碳钢的性能对比如表1所示。
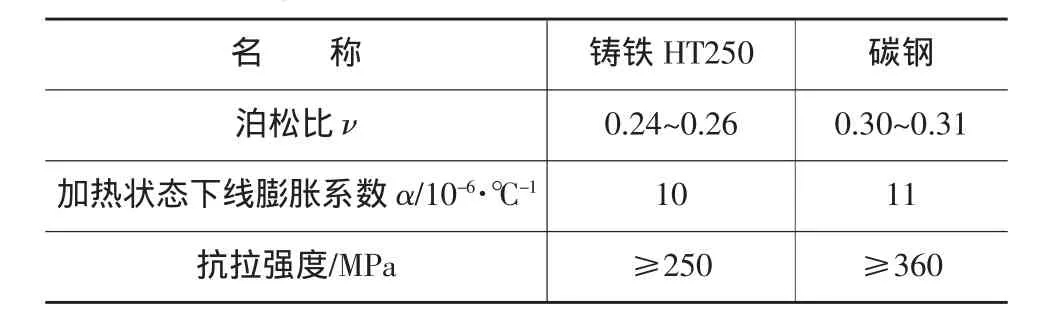
表1 铸铁与碳钢性能对比
因体膨胀几乎是线膨胀的3倍,过高的温度会使圆柱销与齿轮轮缘之间因收缩不同出现间隙,造成销子松动。
4.3 圆柱销直径计算
4.3.1 齿轮的圆周力F

式中:F——齿轮的圆周力,N;
P——传递功率,kW;
Z——齿轮齿数;
M——齿轮模数,mm;
N——齿轮转速,rpm。
4.3.2 齿根承受的弯矩M

式中:M——齿根承受的弯矩,Nm;
hf——齿根高,mm。hf=(+,其中为齿顶高系数为顶隙系数;mn为法向模数。
4.3.3 选择圆柱销直径并进行校核

式中:∑S——圆柱销面积之和,mm2;
σs——圆柱销许用弯曲强度,取其抗拉强度的60%,106Pa。
4.4 在断齿上制作销孔时,应注意最外边销孔与轮缘端面的距离,此距离过小时,容易造成轮缘开裂。
4.5 选择圆柱销之间镶块及焊条时,需保证其焊接后强度、硬度与原齿相接近,以免造成冲击。
[1]徐 灏,蔡春源,等.机械设计手册.北京:机械工业出版社,2000-06.
[2][日]安达胜之.机械公式活用手册.北京:科学出版社,2011-06.
[3]曾正明.实用工程材料技术手册.北京:机械工业出版社,2000-12.
[4]成大先,等.机械设计手册(机械传动).北京:化学工业出版社,2011-03.
[5]李振石,阮卫平.中小型高性能机械压力机齿轮传动噪声产生原因及控制[J].锻压装备与制造技术,2008,43(3).
[6]李鹏德,等.降低压力机齿轮传动噪声的几种有效方法[J].锻压装备与制造技术,2010,45(4).
猜你喜欢
机床与液压(2023年1期)2023-02-03
城市轨道交通研究(2022年2期)2022-11-18
轨道交通装备与技术(2022年1期)2022-03-18
设备管理与维修(2022年1期)2022-03-10
魅力中国(2021年22期)2021-08-08
热处理技术与装备(2020年4期)2020-09-03
铁道机车车辆(2018年4期)2018-09-12
城市轨道交通研究(2018年7期)2018-07-24
北京汽车(2016年6期)2017-01-06
山东工业技术(2016年15期)2016-12-01
