圆锥滚子轴承内滚道超精用内支承的改进
2012-07-25 00:59薛克同许亮朱洪照田健
轴承 2012年2期
薛克同,许亮,朱洪照,田健
(临沂开元轴承有限公司,山东 临沂 276309)
圆锥滚子轴承内滚道超精加工时,一般用固定内支承来支撑内圈内径,内圈相对内支承旋转,油石作用在内滚道表面做振荡运动。内圈与内支承的相对转动会造成内圈内径面产生不同程度的划痕或发黑现象,现对内支承进行改进。
原内支承结构如图1所示,主要由支承体和支承块组成,支承块的材料为硬质合金。
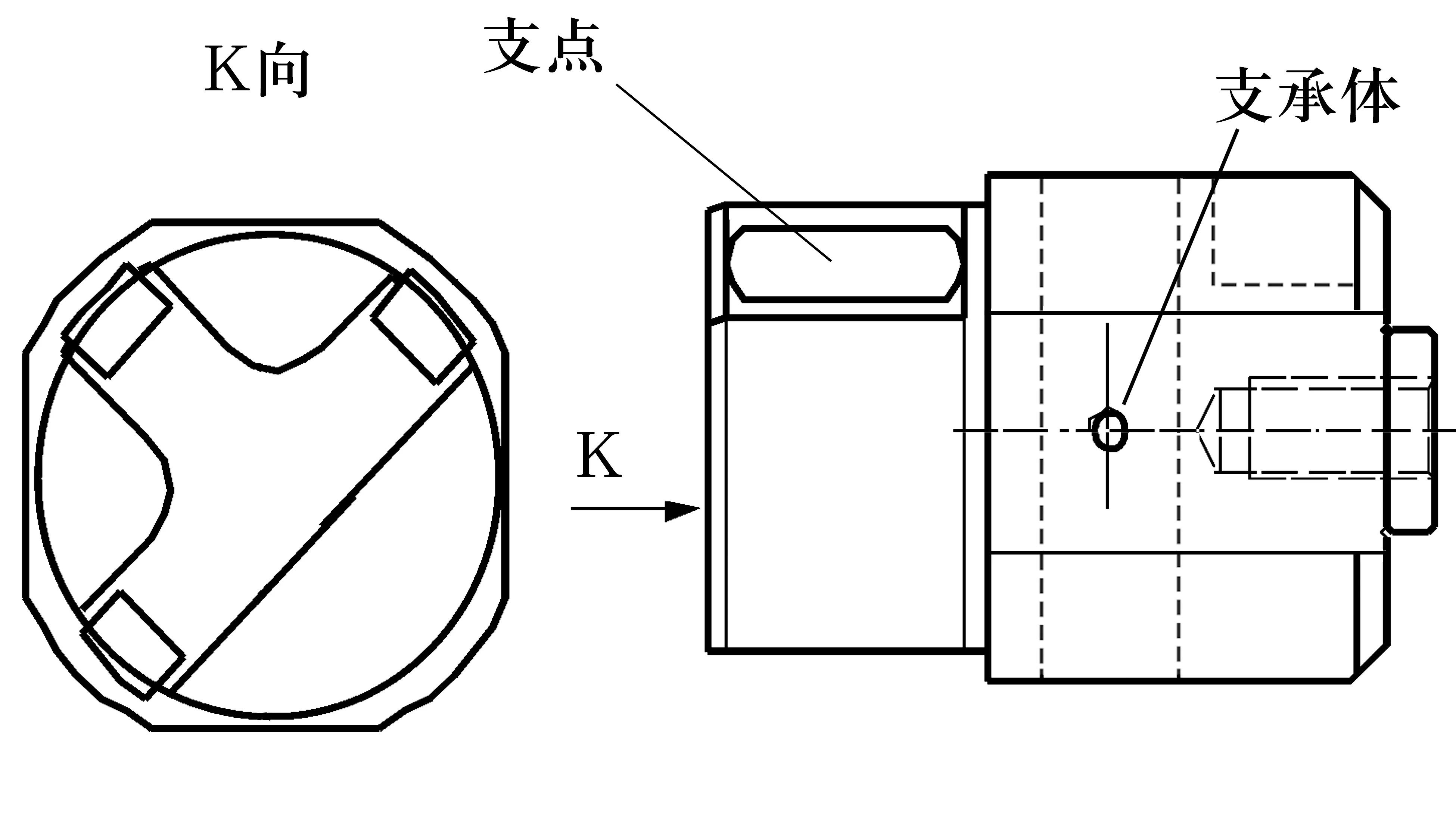
图1 原内支承结构简图
改进支承块的材料,采用陶瓷支承块,发黑现象有所改善,但不能完全消除,且内径表面仍有少量划痕;陶瓷脆性大,在支承结构进入工件时易出现划痕。采用尼龙支承块,杜绝了划痕,但仍存在因相对摩擦而产生的发黑现象。通过多次试验发现,只改变支承块材料不能完全解决问题。
对内支承结构进行改进,把定点滑动支承改为旋转滚动支承,使工件与内支承在同步旋转的情况下完成超精动作。旋转内支承结构如图2所示。

图2 旋转内支承结构简图
旋转内支承主要由支承体、接触外圈、深沟球轴承及锁紧螺母等组成。充分考虑内支承进入内圈内径面的顺畅性,接触外圈外径表面及端面连接处采用圆弧形倒角圆滑过渡,提高了支承外圈素线与工件内径素线的吻合度,增大了接触面积;为了提高支承外圈旋转精度及接触刚度,接触外圈内径与深沟球轴承外径采用过盈配合。
采用旋转内支承,使超精工装结构紧凑,整体性强,经济实用,彻底解决了轴承内径的磨痕及原固定支承与内圈的磕碰伤,提高了轴承外观精度及生产效率。
猜你喜欢
建筑与预算(2022年12期)2023-01-09
建筑与预算(2022年10期)2022-11-08
河北理科教学研究(2022年2期)2022-09-17
哈尔滨轴承(2021年1期)2021-07-21
哈尔滨轴承(2021年4期)2021-03-08
哈尔滨轴承(2021年4期)2021-03-08
制造技术与机床(2019年6期)2019-06-25
橡塑技术与装备(2018年18期)2018-09-22
轴承(2018年10期)2018-07-25
海军航空大学学报(2015年1期)2015-11-11