
Excel在产品质量控制中的应用分析
2012-07-19 05:30汤卫君
无锡商业职业技术学院学报 2012年5期
汤卫君
(江南大学 商学院,江苏 无锡 214122)
一、引言
如今,质量成了企业追求和竞争的焦点,质量是构建企业竞争力的关键。好的质量源自科学缜密的质量管理与质量控制。科学的质量管理与控制对于企业持续不断地提供高品质产品,尽早发现所存在问题,从而减少损失具有重要的意义。
根据中心极限定理,无论产品质量特性呈现何种随机分布,其均值总是服从正态分布或近似服从正态分布。以此为基础,在日常企业产品质量管理中,可以在产品生产过程中采用控制图来随时了解产品的质量情况。但是,由于控制图的绘制繁琐,而且数据计算量较大,准确性要求也非常高,一旦计算不准确,则会对产品生产过程做出错误的判断[1]。本文结合日常教学研究,以常用的均值极差控制图为例,介绍如何利用常用的excel软件来绘制质量控制图。
二、控制图
控制图通过抽样检验获取样本数据,依据样本数据的分布情况判别工序生产过程是否处于控制状态。控制图分为两类,一类是计量值控制图,如均值极差控制图、均值标准差控制图、中位数极差控制图等;一类是计数值控制图,如不合格品数控制图、不合格品率控制图、缺陷数控制图、单位缺陷数控制图等。
样本数据点落在上、下控制线内,且无规则排列,则过程处于统计控制状况。具体判稳准则有:(1)连续 25个数据点都在控制界限内;(2)连续35个数据点至多 1个点落在控制界限外;(3)连续 100个数据点至多2个点落在控制界限外[2]。判断异常的基本准则是:数据点出界或数据点在界限内不是随机排列。
三、控制图的绘制
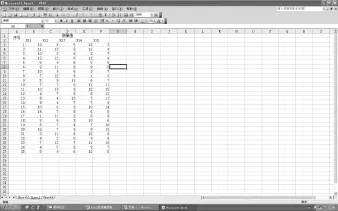
图1 金属零件抽样数据图
本文以一个实例来说明控制图的绘制过程与具体步骤。实例:为控制某金属零件的长度,在生产现场每隔一个小时连续测量5件产品的长度(单位:丝),数据如图1所示。要对该产品进行质量控制,可以通过绘制均值极差控制图来查看产品质量的变化[3]。按照国标GB/T4091-2001规定,先做极差控制图,后作均值控制图。具体步骤如下。
(一)绘制极差控制图
1.求各组样本极差与极差均值
选取单元格H3,在单元格中输入 “=MAX(B3:F3)-MIN(B3:F3)”。复制、粘贴到 H4:H27单元格中,则H3:H27各单元格中的数据为所对应序号样本的极差。选取单元格H28,选择 “插入”下拉菜单中的 “函数…”项中的 “average”函数,单击 “确定”,则 H28中就可以计算出每组样本极差的均值。
2.确定极差控制图中心线与上、下控制限
极差控制图中心线值等于极差的均值,将均值复制、粘贴到J3:J27单元格中。在I3输入“=2.114*$H$28”,复制、粘贴到I4:I27单元格中,得到上控制限。在K3中输入 “0”,复制、粘贴到K4:K27单元格中,得到下控制限。以上计算结果见图2。
3.绘制极差控制图
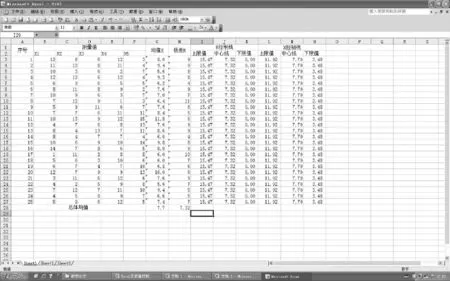
图2 各数值计算结果图
(1)绘制极差控制草图
数据计算好后,开始绘制控制图。在Excel软件菜单栏选择“插入”栏中的“图表”选项,点击“图表向导”对话框。在“图表类型”选项中选择“折线图”,在“子图表类型”中选择“数据点折线图”,然后确定“图表源数据”区域,选择从单元格H3到单元格H27的数据。打开“图表选项”对话框,在“标题”页面中的“图表标题”中输入“极差控制图”,在分类(X)轴中输入“组号”,在分类(Y)轴中输入“极差”。在“网格线”页面,不要选网格线;在“图例”页面,不要选图例。最后确定图表位置,选择“作为其中的对象插入”,这样就能得到所需的极差控制草图,如图3。
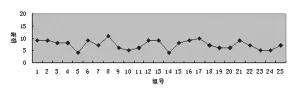
图3 极差控制草图
(2)绘制中心线、控制上限和控制下限
用鼠标选取单元格J3:J27数据,当鼠标变成一个箭头,然后把选取的值拖动到控制草图中释放鼠标键,则控制图中出现一条线,即为中心线。再用鼠标分别选取单元格I3:I27、K3:K27的数据,与前面相同,把单元格的数据拖动到控制图中释放鼠标键,则控制图中出现的线即为控制图的上、下控制限。选取中心线、上、下控制限,打开 “数据系列格式”对话框,对字体、刻度、样式等进行适当调整,最后得极差控制图,如图4所示。
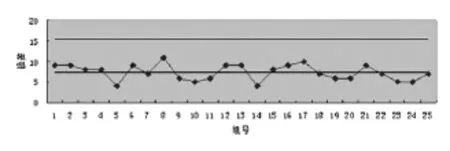
图4 极差控制图
(二)绘制均值控制图
1.求各组样本与总体均值
选取单元格G3,单击 “插入”下拉菜单中的“函数…”,选择 “average”函数,单击 “确定”,或者直接在单元格 G3中填入 “=AVERAGE(B3:F3)”。并复制、粘贴到 G4:G27单元格中,则G3:G27各单元格中的数据为所对应序号样本的平均值。选定单元格 G28,“插入”下拉菜单中的 “函数…”项,选择 “average”函数,单击 “确定”。则 G28中就可以计算出全体数据的均值。
2.确定均值控制图的中心线与上、下控制限
均值图中心线值等于总体均值,将总体均值复制、粘贴到M3:M27单元格中。在L3输入“=M3+0.577*$H$28”,并复制、粘贴到L4:L27单元格中,得到上控制限。在N3中输入“=M3-0.577*$H$28”,复制、粘贴到N4:N27单元格中,得到下控制限。计算结果见图2。
3.绘制均值控制图
最后,均值控制图的绘制同极差控制图,在“图表源数据”对话框,选择从单元格G3到单元格G13的数据。在“标题”页面中的“图表标题”中输入“均值控制图”,在分类(X)轴中输入“组号”,在分类(Y)轴中输入“均值”。最后得均值控制图如图5所示。

图5 均值控制图
(三)结论
从前面绘制的极差、均值控制图可知,样本数据点都处在控制上限和控制下限之间,且界限内的数据点分布没有规律。根据控制图的判别准则,可以判定该金属零件质量是稳定的,生产过程处于受控状态。
四、结束语
使用Excel制作控制图非常简单,绘制出的控制图准确、清晰,为准确判断产品生产状况提供了有力保障,对于还未采用专业质量管理软件的企业来说是一个不错的选择。当然,Excel在产品质量管理中的应用不仅仅只是绘制质量控制图,除了图表分析外,其数据分析,包括方差分析、相关系数、假设检验、回归分析等功能同样可以在产品质量数据管理中采用。
[1]温德成.中小企业质量管理[M].北京:中国计量出版社,2003:88-90.
[2]罗国勋.质量工程与管理 [M].北京:高等教育出版社,2009:180-182.
[3]与洪彦.Excel统计分析与决策[M].北京:高等教育出版社,2000:34.
猜你喜欢
水电站机电技术(2022年4期)2022-04-18
电脑爱好者(2021年8期)2021-04-21
数学大王·趣味逻辑(2020年6期)2020-06-22
数学大王·趣味逻辑(2020年5期)2020-06-19
中学数学研究(江西)(2019年5期)2019-06-11
西部皮革(2018年6期)2018-05-07
衡阳师范学院学报(2016年3期)2016-07-10
中外医疗(2015年5期)2016-01-04
浙江理工大学学报(自然科学版)(2015年5期)2015-03-01
中学数学杂志(初中版)(2014年1期)2014-02-28
