
基于PLC及伺服系统的剪板机的控制系统设计
2012-07-11 07:43王海祥
制造业自动化 2012年24期
王海祥,高 峰
(金陵科技学院,南京 211169)
0 引言
剪板机是一种在加工生产中经常用到的机械设备,它广泛地应用在板材加工、线材加工、机械零件制造等多种场合。旧的剪板机主要靠人工画线,然后进行剪切,既浪费了时间,同时加工精度也不高。文献[1][3]提出了PLC控制自动剪板机的方案,但是无法对剪切长度数量进行控制,影响了整个流程的自动化。文献[2]提出了基于三菱PLC与伺服电机的后挡板控制方案,但是没有与整个剪板机自动系统相连接。本文提出了基于西门子PLC和伺服电机的解决方案。
1 工艺流程分析
剪板机的工作过程主要分成后档定位--送料--剪切三个步骤,从而实现对物料的定长剪切,其主要控制及机械部件的结构如图1所示。其中控制系统主要由伺服定位及顺序动作两个部分构成。
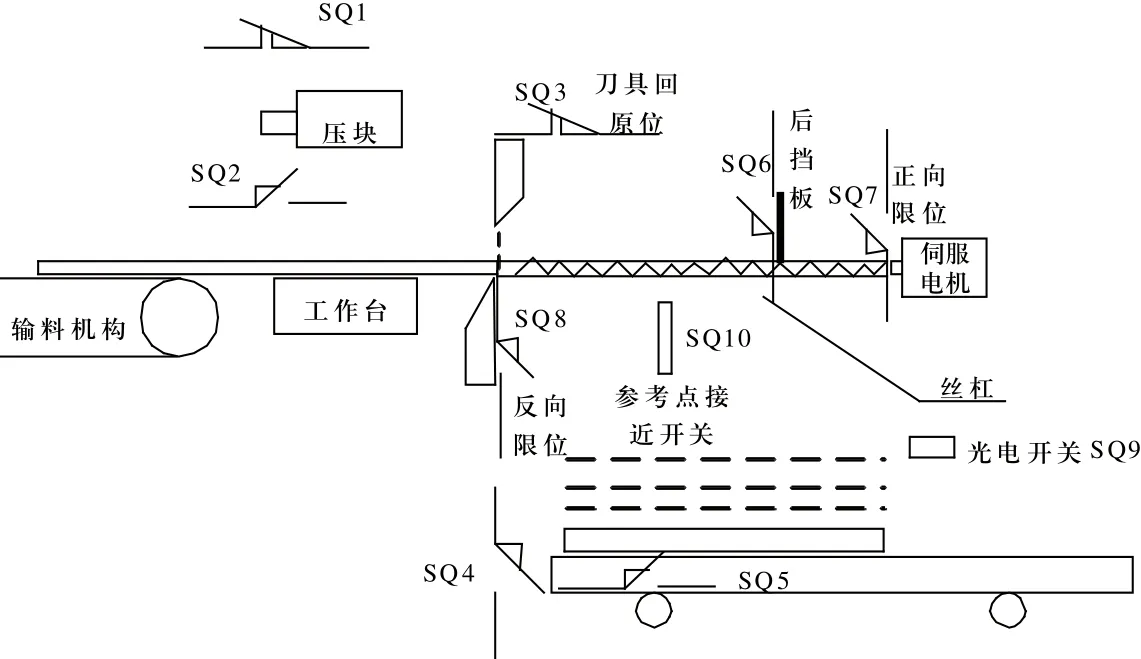
图1 自动剪板机工作原理图
其工作过程如下:首先由用户在人机界面上输入剪切的长度和数量,确定后伺服控制系统驱动后挡板移动到指定位置停止。如果用户选择自动运行,且按下启动按钮,此时液压泵启动并升压至工作压力,压块和刀具应该处于原始的上工作位,此时检测剪板机下方的送料小车在工作位置(SQ4闭合),输料电机开始启动运送物料,当物料运送到位(SQ5闭合),压块开始下降直至压紧物料(SQ2闭合),然后剪切刀具开始下落进行剪切,剪切后物料下落至送料小车上,如果光电开关探测到已经落料的板料数字达到了小车送料的上限,送料小车就向右运动将物料移出,等物料被卸掉后,小车又向左运行回到接料的位置。这样又可以开始下一循环的加工。如果用于选择
手动,过程相似,不过其中一些步骤需要通过按钮控制。
2 伺服后档板定位系统设计
伺服后档板定位系统主要完成用户数据输入和后档板的精确定位的作用。用户数据输入主要采用西门子面板TD400C,输入的数据为剪切的长度和剪切的次数,面板的界面如图2所示。
通过西门子STEP 7编程软件的向导把剪切数量框里的数值赋值给VD140,将剪切数量赋值给VW4。用VD140、VW4来控制剪切长度和剪切数量。伺服工作的原理图如图3所示[4]。

图2 控制面板示意图

图3 伺服电机控制原理图
PLC对伺服电机的控制主要通过三个闭环来控制的,位置闭环通过不断地将当前位置与PLC设置的位置相比较,通过负反馈使位置最终停留在设定的位置,位置调节器通过PID调节器来实现;速度闭环控制通过不断地将当前的速度与设定的值比较,通过负反馈是速度达到设定值,速度控制器一般通过PI调节来实现。电流环将实际的电流与设定的电流相比较,差值经过PI调节后作为新的控制信号来控制伺服电机。

图4 PLC与伺服驱动连接接线图
后档板定位主要通过伺服系统来完成,其硬件连接如图4所示。
本系统采用西门子S7-200作为控制器,型号选择CPU224XPSi CN型,伺服驱动采用东源公司的伺服驱动,伺服电机采用安川公司的伺服电机。
图4是PLC与伺服驱动相连的接线图,Q0.0向伺服驱动的pulse信号端输出脉冲信号,Q0.2向驱动的sign信号端输出正反转的方向信号,Q0.4相伺服的on/off端输出使能信息,Q0.5向CLR输出清楚指令。而伺服驱动的编码器接口向PLC反馈信号,反馈信号有报警信号ALM、编码器Z相信号Phase Z信号、定位完成信号POS_OK。另外为了防止伺服电机运动超过极限,需要将正反极限限位开关与PLC相连,当超越极限时控制PLC停止运动。
后档板伺服控制的软件程序如图5[5]所示。
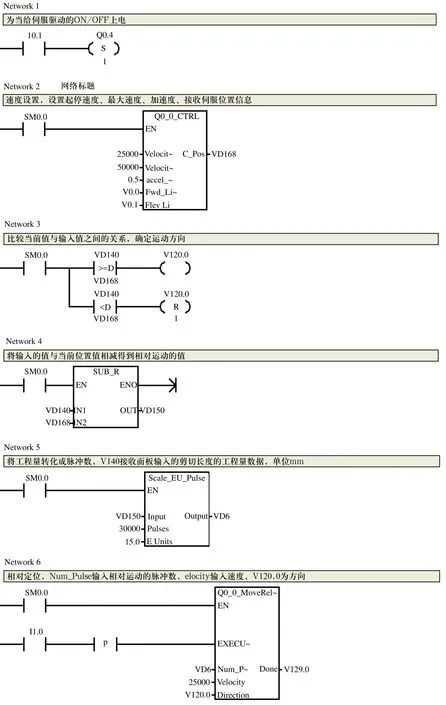

图5 后挡板位置控制程序
在图5中,网络1是对伺服驱动进行上电操作,网络2对伺服的速度进行设置,设置了起停的速度、最大速度和加速的时间,接收当前位置信息。网络3将面板上输入的位置信息与当前位置进行比较,结果决定相对运动的方向。网络4将当前的位置与面板的位置相减得出需要运动的相对距离。网络5将工程量(以毫米进行计量)转化为脉冲数,其中的Input管脚连接VD150,单位是毫米,将转化后的脉冲量输出给VD6。网路6利用库函数Q0_0_MoveRelative来控制伺服运动,VD6输入脉冲控制运动长度,V120.0用来控制方向。网络7用来防止机械越位造成机械伤害,当工作台超过前后限位时,Q0_0_Stop子程序工作使得伺服停止运动。
3 顺序控制
顺序控制主要完成剪板机的顺序逻辑控制功能,其输入输出列表如表1所示。
顺序控制的程序如图6所示[6]。
在图6中,泵由启动按钮启动,用停止按钮停止。泵压的升高由液压升高按钮(I0.3)在泵转动后(Q1.4)启动,由泵卸荷按钮I1.7停止。在选择开关为自动(I2.5)的情况下,如果运料小车上的物料被清空,此时运料小车上的压板开关常闭触点闭合(I1.3),运料小车向左运动,当触碰到左行限位时(I0.7)停止;如果选择开关为手动,可以通过左行按钮实现左行的点动控制。接下来,在手动时,通过送料按钮(I2.0)进行手动送料;自动时,当左行到位(I0.7)同时刀具在原位(I0.6)压块在上限位的位置(I0.4)情况下,才能开始送料(Q0.1),当料被送到位(I1.1)或压块压下(I0.5)时将停止送料。然后,在自动情况,当料被送到位(I1.1)就开始让压块压下(Q0.6);在手动时,通过手动夹紧按钮(I2.1)直接控制压块压下。紧接着,在自动情况下,压块压紧后(I0.5),就可以进行剪切(Q1.0);手动时,通过手动剪切按钮(I2.2)控制剪切。剪切后,光电开关接收到物料下落的信号(I1.5),如果处于自动状态时,压块将自动上移(Q0.3);如果手动,则有人工控制压块上移的按钮(I2.3)控制压块上移,松开物料。同时,剪刀在自动的情况下也可上移动,条件与压块相同,在手动的情况下,需要用手动按钮(I2.3)上移。当下面的运料小车收到设定数量的板料,例如10个,就可以向右运动将板料运出(Q1.2),I1.5是接收板料下落信号的光电开关,将剪切板料的信息送入计数器计数,如果达到10个,就启动运料小车右移动,当然也可在手动情况下,通过右移按钮在任意数量的板材落下后控制运料小车右移。
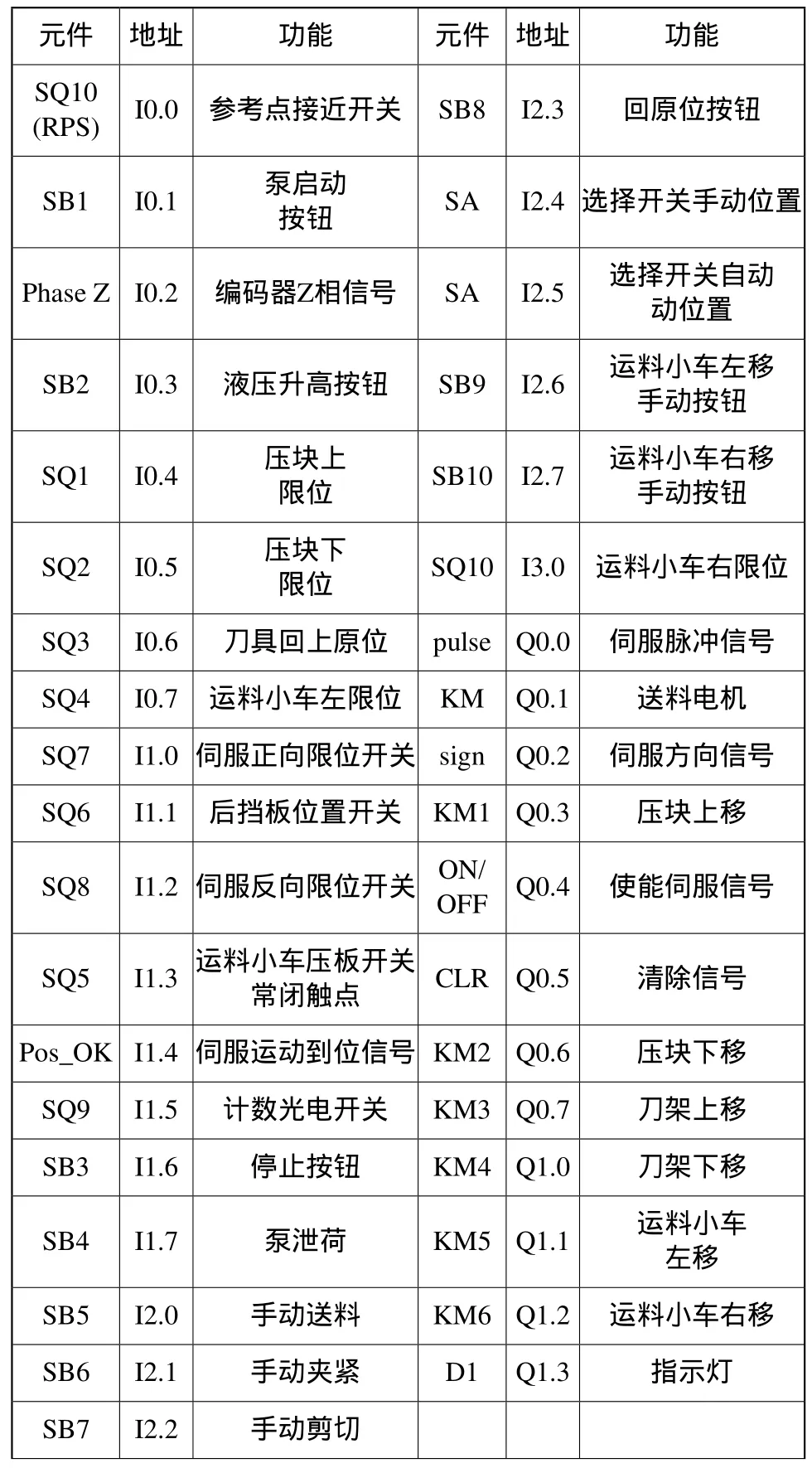
表1 输入输出列表

图6 顺序运动梯形图
4 结束语
本文用西门子PLC和伺服系统实现了剪板机的数控方案。该方案定位精确度高,运行自动化程度高,性能比传统的传统的控制方案有了很大的提高。
[1] 李清香, 丁时锋, 熊俭. PLC控制的液压剪板机系统设计[J]. 机械设计与制造. 2007, (11): 156-157.
[2] 史建平, 过军, 张建生. 基于PLC 控制的剪板机后靠系统伺服定位的研究与应用[J]. 机电工程技术. 2007. 38(7):16-19.
[3] 熊幸明. 一种剪板机的PLC控制[J]. 自动化与仪表.2006(5): 72-74.
[4] 吴晨曦, 蒋嵘. 基于PLC-伺服驱动的位置控制系统设计[J]. 制造业自动化. 2008, 30(4): 84-86.
[5] 柴瑞娟, 陈海霞. 西门子PLC编程技术及工程应用[M],北京: 机械工业出版社, 2006.
[6] 西门子公司. 用S7-200和SINAMICS V80实现点到点位置控制, User Guider 2010-1.
猜你喜欢
机械工程师(2022年4期)2022-04-28
微特电机(2020年11期)2020-12-30
安徽工业大学学报(自然科学版)(2020年4期)2020-12-26
计算机辅助工程(2019年1期)2019-07-09
摄影之友(影像视觉)(2019年3期)2019-03-30
电子制作(2018年17期)2018-09-28
通信电源技术(2018年3期)2018-06-26
电子制作(2016年1期)2016-11-07
世界汽车(2016年8期)2016-09-28
世界汽车(2016年8期)2016-09-28
