汽车涂装工艺优化
2012-06-14 06:56王鹤坤杜徐杰闫润娟
电镀与涂饰 2012年12期
王鹤坤*,杜徐杰,闫润娟
(保定长安客车制造有限公司,河北 定州 073000)
1 前言
2 传统汽车涂装工艺存在的问题
目前,传统的汽车涂装工艺流程和设备基本达到标准化,其工艺流程为:白车身预处理─阴极电泳─电泳烘干─粗细密封─PVC 喷涂─胶烘干─底漆打磨─中涂喷涂─中涂烘干─中涂打磨─面漆喷涂─面漆烘干─抛光检查。
这种传统的涂装工艺,存在投资大、耗能高和占地面积大、污染严重等问题。根据生产车型的质量目标,结合轻型车分厂涂装车间现场的实际条件,决定对这种传统的涂装工艺进行优化。
3 汽车涂装工艺的优化
3.1 涂装工艺流程的优化
优化后涂装工艺流程如下:白车身预处理─阴极电泳─电泳烘干─底漆打磨─粗细密封─PVC 喷涂─面漆喷涂─胶与面漆烘干─抛光检查。
优化后工艺与传统汽车涂装工艺相比,取消了中涂,由“电泳漆+中涂+面漆”优化为“电泳漆+面漆”,并且将电泳打磨设置在PVC 密封胶之前,电泳打磨后再实施PVC 密封,PVC 密封之后不设胶烘干工序,采用胶与面漆湿碰湿喷涂的工艺方法,将胶和面漆一起烘干,节省了胶烘干设备的投资和运行费用,大大减少了能耗,降低了成本。
为了使优化后的工艺得以实施,采取了如下措施:
(1) 保证电泳漆膜厚不低于20 μm。
(2) 采用高固体分的金属漆,并要求金属漆的流平性、遮盖力、耐腐蚀性、耐候性以及与电泳漆的配套性良好。
(3) 改进胶的性能。主要对胶与面漆的配套性、胶的烘烤时间、胶的附着力进行了改进。
3.2 优化工艺性能与能耗分析
3.2.1 胶性能试验
中国画用色装饰性的另一方面,表现在墨与色的关系上。中国画的墨具有独特的功能,在画面色彩中占有很重要的地位。中国画的墨是用桐油烟或松烟精制而成,本身就有色泽感。“运墨而五色具”实际上不止墨分五色,可谓是变化万千,光彩夺目,特别是对墨的运用文人画家们已达到了随心所欲、信手拈来的程度,他们把墨当做色彩原理来施用,由墨的色阶变化中去寻找变化丰富的色彩效果,这其实是对色彩的一种总结。“墨分五色”不单单是指墨色本身的变化,更多的是指画面整体色彩的变化。宋代诗人刘潜夫看了萧照《水墨凌村野渡图》之后写道:“碧绿嫣红照眼来”,是说即使单纯水墨画里仍然可以使人感到“碧绿”、“嫣红”的色彩就在其中。
试验条件:烘烤,140 °C/20 min;PVC-966 胶,辛集冠泰;闪光珍珠银漆和HB660 清漆,重庆大桥。基材:150 cm × 75 cm 的DC06 电泳板。
改进后胶的性能如表1所示。由表1试验数据可知,PVC 密封胶的性能与胶单独烘干工艺和胶与面漆共同烘干工艺在涂装质量方面没差别,能保证焊缝密封胶的实干及胶的性能。

表1 改进后密封胶性能试验结果Table 1 Results of sealant property test after improvement
3.2.2 漆膜性能试验
将喷中涂与不喷中涂的漆膜进行了常规试验对比,试验条件如下:烘烤,140 °C/20 min;闪光珍珠银漆,HB660 清漆,MC3200 中涂。基材为150 cm × 75 cm 的DC06 电泳板。漆膜性能测试结果如表2所示。
从表2可以看出,喷中涂与不喷中涂的漆膜相比,其常规性能基本上没有差别,能够满足目前生产的质量要求。
3.2.3 试喷整车
SC1025 轻型车试喷整车的施工参数如表3所示。
试喷整车外观效果如图1所示。可以看出,车体外表光亮,胶与面漆配套性良好,无起泡、裂纹等现象。
3.4 设备能耗成本分析
传统涂装工艺及优化后工艺设备能耗成本分析如表4所示。由表4可以看出,优化后涂装工艺与传统工艺相比较,单台车设备能耗成本可降低201 元,减少了能耗和人工费用,同时降低了环境中有机挥发性气体的排放量[3],有利于环保。
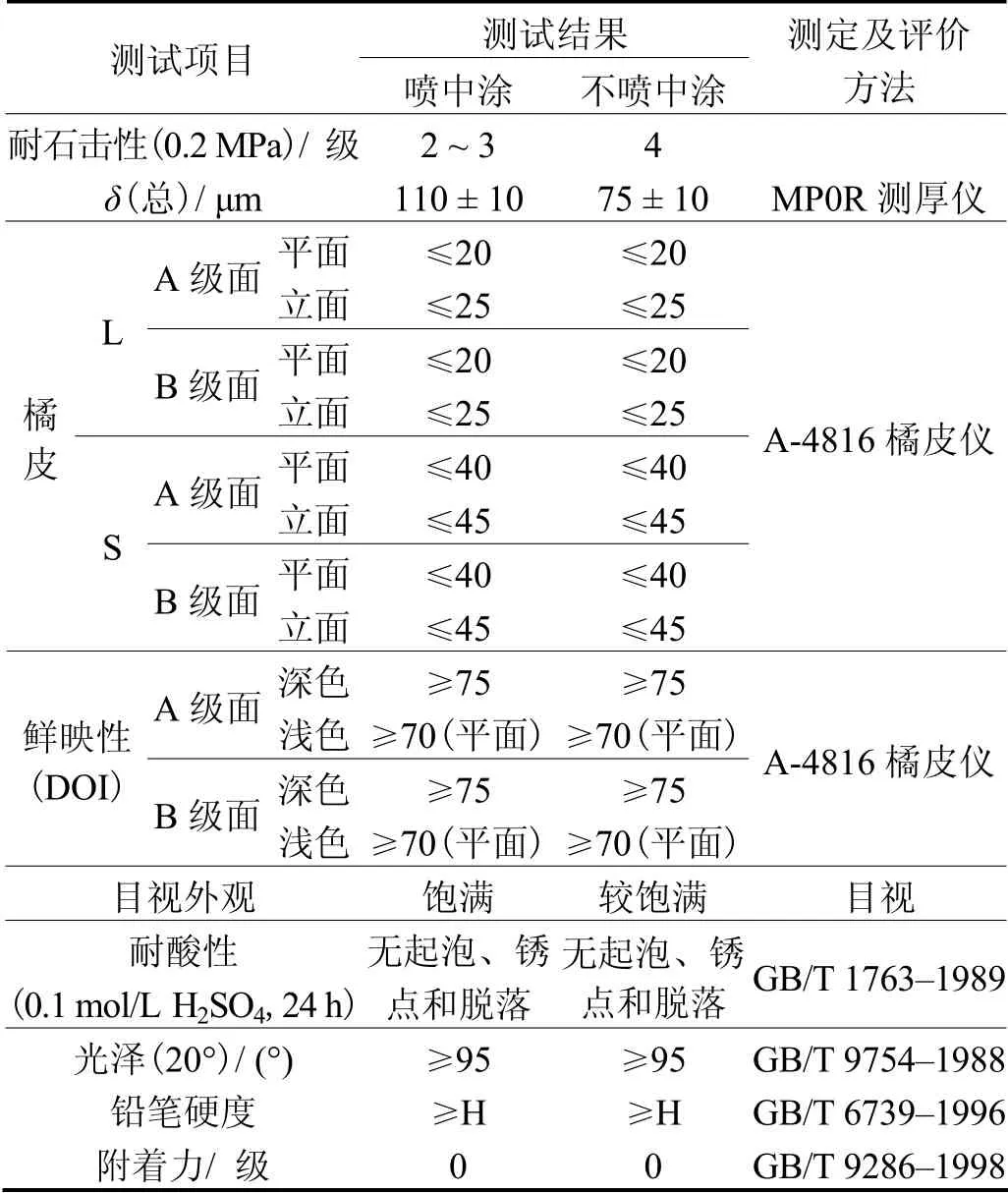
表2 改进前后漆膜性能试验对比Table 2 Comparison of film performance before and after improvement

表3 整车试喷涂工艺参数Table 3 Process parameters for trial spray of whole vehicle

图1 改进后车辆的涂装效果Figure 1 Coating effect of vehicle after improvement
4 结语
优化后的涂装工艺省去了中涂喷涂、中涂打磨、中涂烘干和胶烘干工序,使涂装加工区总体成本降低,减少了能耗,缩短了生产时间,提高了生产效率。“电泳漆+面涂”的工艺体系可以达到或者接近“电泳漆+中涂+面漆”的质量水平。优化后的工艺有利于环保,减少了烘干过程中醇、醚等有机挥发性气体的排放量,并使单台车设备能耗成本降低201 元。

表4 设备能耗成本分析Table 4 Analysis on energy consumption cost of equipments
[1]李鹏,吕正芳,李康.传统涂装生产线改用3C1B 工艺的探究[J].汽车工艺与材料,2008 (8):17-21.
[2]周杰.汽车涂装最新工艺技术及发展趋势[J].上海涂料,2005,43 (12):13-17.
[3]宋华,张业飞,高若天,等.汽车涂装用几种最新涂料与涂装工艺[J].汽车工艺与材料,2009 (1):14-17.
猜你喜欢
上海涂料(2021年5期)2022-01-15
上海涂料(2021年5期)2022-01-15
天津科技(2021年7期)2021-07-29
看世界·学术上半月(2020年7期)2020-09-10
表面工程与再制造(2019年3期)2019-09-18
汽车实用技术(2019年16期)2019-09-11
小小艺术家(2019年4期)2019-05-10
广西农业机械化(2019年6期)2019-03-18
汽车实用技术(2017年19期)2017-11-01
科学家(2017年17期)2017-10-09