
NO.96型LNG船建造过程中殷瓦的焊接工艺探讨
2012-01-22 11:23
船海工程 2012年2期
(江苏熔盛船舶工程研究设计院有限公司 海工设计所,江苏 南通 226532)
LNG船是在低温下运输液化气的专用船舶,其核心部分的殷瓦(INVAR)的焊接至关重点。NO.96型LNG船。货舱每个绝缘层都要铺设厚度约0.7 mm的殷瓦材料,全船液货舱区的殷瓦总焊长度达100多 km,要保证100%无漏点,焊接要求非常高。
1 焊接难点
焊接工艺包括手工焊和自动焊两大部分,它所涉及到的板材为国内首次使用的殷瓦钢,涉及到的焊接材料为国内首次使用的专用焊材M93,涉及的自动焊焊机同样为国内首次使用。殷瓦钢的焊接技术成为LNG船建造必须攻克的技术关键。由于殷瓦钢厚度小到0.7 mm,目前采用TIGMIG焊接方法,对焊接工人的素质要求非常高。同时,对作业环境要求也比较高。
殷瓦钢板含有36%的镍。这是一种非常“娇贵”的材料,常温下接触到水或油,8 h以内就会生锈,而且由于殷瓦钢板厚度仅0.7 mm,一旦生锈,整张都将报废。一般殷瓦钢出厂前都覆盖一层塑料薄膜加以保护,每卷都用塑料袋密封,装在木箱内,LNG船施工现场必须配备具有除湿功能的空调,除了提供给施工者25%的新鲜空气外,还要保证整个舱内干燥度保持在60%以上。即使是在这样的环境下,无意中接触到油或水,殷瓦钢在24 h内也会生锈,因此工人们施工时必须戴橡胶手套。目前国内尚无殷瓦钢生产能力。
2 模拟舱建造殷瓦手工焊接工艺
2006年,南通中远川崎船舶工程有限公司(NACKS)成立了LNG项目组,其中殷瓦焊接是其中一个课题,并从GTT公司聘请高级焊接技师进行实际操作指导,并在焊接中进行过程控制,对焊接操作人员每个焊件都做成样件进行金相分析,并做好焊接记录。
2.1 工器具准备
准备作业时所必须的工器具。面罩、防尘口罩、遮光眼镜、皮手套、皮头圆锤、毛刷、焊钳、焊接电缆、TIG焊机、焊条袋、焊条、夹具、钨极棒等。
2.2 机器的点检
TIG焊机的点检内容为①通电后,焊机指示灯是否正常;②确认良好接地;③检查触电保护装置(电防)是否正常动作;④检查冷却水管是否漏水;⑤检查焊枪是否破损;⑥检查钨极尖度是否满足要求;⑦检查焊接电缆是否出现绝缘破损而露出铜线。
2.3 准备焊条及钨极棒
1)确认母材(殷钢)的厚度,选择合适的焊接材料(直径不同)。另外,所选用的焊材应符合《焊接材料使用基准》。
2)根据《焊接材料管理基准》进行焊条的保管,管理。
3)钨极棒应保存在专用工具盒中,避免与皮肤直接接触。钨极棒应在砂轮上打磨成尖头形状。
2.4 检查搭接边
1)检查殷瓦搭接边是否平整,是否处于衬垫条的中央,夹具是否有效。
2)确认点焊的施工是否正确。
3)检查搭接边内是否有异物,确保无油渍、水及其它杂质。
2.5 搭接边清扫
用专用毛刷将搭接边的异物去除掉。
2.6 焊接条件
焊接条件参见表1、2。
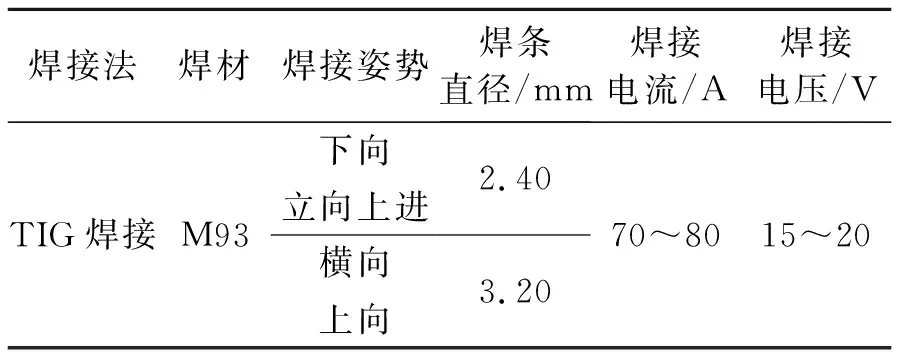
表1 TIG焊接标准条件
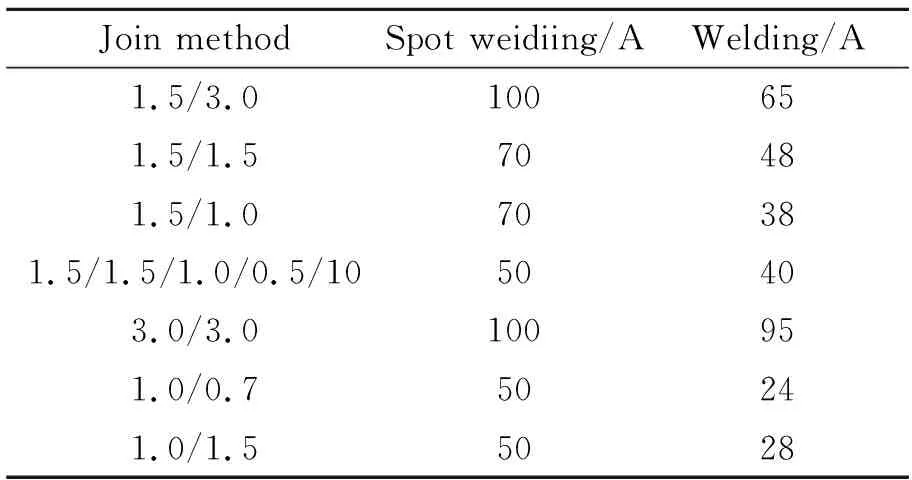
表2 不同连接TIG焊接标准条件
2.7 焊接作业
2.7.1 平搭接焊
1)钨极要露出焊枪端部约0.5 cm,钨极棒要保持对母材和焊接进行方向约成75°。另外对横方向保持90°。
2)使用焊条时,送丝速度和焊接速度要协调一致,且保持焊丝熔融在熔池均匀;钨极尖端在氩气的吹力作用下保持距熔池0.6 cm左右;摆动的幅度在焊丝直径的3倍左右,两端稍有停顿,成弧
线摆动或直线摆动(焊接时,发出的“嗤嗤”的声音时间间隔均匀)。
3)要时常清理枪头飞溅附着的熔渣,并更换备用的钨极棒。
2.7.2 搭接仰焊
1)焊条的倾斜,在焊接前进方向上约成45°,在对母材的垂直方向上约成90°;钨极棒在焊接方向以及在对母材的垂直方向上皆约成90°。
2)因飞溅以及熔滴容易滴落,须注意安全。
2.8 接头的端部处理
1)包角焊接一定要根据焊角长度来决定焊缝厚度。包角部位容易产生咬边,要特别注意。
2)焊缝的收尾及焊缝续接。①当一道焊缝要收尾时,建议将熔池填充饱满,电弧向上收起,并松开手握开关;②当沿着前道焊缝续焊时,电弧应该在前道焊缝最后一个熔池稍微停顿2~3 s,以至该熔池呈现大小一样的鱼鳞片状,然后实施续焊;③如果一条焊缝过长,续焊前应不需除去前道焊缝的熔渣,以起到续焊时引弧引起的飞溅。
2.9 焊接结束
拆下焊钳线与焊接电缆的连接,用皮头圆锤轻轻拂去焊渣。
2.10 焊接后的检查
除去焊渣后,对焊道全线进行目视检查,若有咬边,焊瘤,凹痕等缺陷的话,进行补修,对焊缝进行100%的着色检验。
3 结束语
焊接参数的合理选取及WPS(焊接工艺规程)的科学制定是保证焊接质量的前提,通过理化分析等手段对焊缝进行检验,才能保证焊接工作的顺利进行。
猜你喜欢
金属加工(热加工)(2022年8期)2022-09-01
机电安全(2022年4期)2022-08-27
上海金属(2022年3期)2022-06-01
东北大学学报(自然科学版)(2020年10期)2020-10-19
焊管(2020年8期)2020-09-08
焊管(2020年7期)2020-08-18
科学技术创新(2020年16期)2020-06-28
焊管(2020年12期)2020-02-24
物理学报(2019年4期)2019-03-16
电子制作(2016年1期)2016-11-07
