一、二次补焊对高速列车用铝合金焊接接头疲劳性能的影响
2011-11-14 07:59:42钮旭晶许鸿吉刘春宁鲁二敬
电焊机 2011年11期
钮旭晶,许鸿吉,刘春宁,谢 明,鲁二敬
(1.唐山轨道客车有限责任公司,河北 唐山 063035;2.大连交通大学 材料科学与工程学院,辽宁 大连 116028)
一、二次补焊对高速列车用铝合金焊接接头疲劳性能的影响
钮旭晶1,2,许鸿吉2,刘春宁1,谢 明2,鲁二敬1,2
(1.唐山轨道客车有限责任公司,河北 唐山 063035;2.大连交通大学 材料科学与工程学院,辽宁 大连 116028)
6082铝合金是高速列车车体的主要材质,因其焊接时易产生气孔、裂纹等缺陷,必须进行焊接返修予以清除。深入研究补焊工艺和补焊次数对焊接接头疲劳性能的影响。通过脉动拉伸疲劳试验研究一、二次补焊6082铝合金焊接接头疲劳性能,并与未补焊的接头疲劳强度进行比较。结果表明,一次补焊后焊接接头的中值疲劳强度显著下降;二次补焊的焊接接头中值疲劳强度比一次补焊时略有下降;二次补焊对6082铝合金焊接接头疲劳性能有一定的影响。
6082铝合金;补焊;焊接接头;疲劳性能
0 前言
客车轻量化是高速客车发展的关键之一,采用铝合金材料可大幅度减轻车体自重,从而提高车辆的速度,降低运能消耗,减轻对线路的磨耗和冲击,减少振动和噪声,增加机车车辆和线路的使用寿命。目前,全焊接铝合金车体已广泛应用于我国铁路车辆动车组制造业及城市轨道交通设备制造业[1]。6082铝合金属于Al-Mg-Si系,是一种可热处理强化的变形铝合金,具有成形性好、耐腐蚀性强、强度高等良好的综合性能,成为高速列车车体焊接的主要材料[2]。
因焊接结构自身特点,一些焊件结构在制造和安装过程中不可避免地产生许多焊接缺陷,导致焊缝大量返修甚至多次返修[3]。补焊已成为焊接技术研究的热点之一,有着重要的工程意义和显著的经济效益。在此以一、二次补焊6082铝合金焊接接头为研究对象,与未补焊的焊接接头中值疲劳强度进行比较,研究一、二次补焊对接头疲劳性能的影响,为我国高速列车车体的实际生产提供理论依据。
1 试验材料和方法
1.1 试验材料
试验母材为6082铝合金,固溶处理+人工时效状态供货,试板尺寸350 mm×150 mm×8 mm。焊接材料选用φ 1.2 mm的Al5087实心焊丝。母材与焊丝的化学成分和力学性能分别如表1、表2所示。

表1 母材与焊丝的化学成分Tab.1 Chemical composition of the experimental materials %

表2 母材与焊丝的力学性能Tab.2 Mechanical properties of the experimental material
1.2 焊接工艺试验
补焊时采用机械加工方法剔除原有焊缝,距熔合线留1 mm余量,保留焊接前的坡口形状,按照正常焊接参数进行补焊。焊接坡口角度70°,采用永久性铝合金垫板,间隙2~4 mm。焊前坡口用角磨机打磨露出金属光泽,D40清洗去油污,焊接电源为Fronius VR4000逆变数字自动化焊机,保护气体为φ(He)30%+φ(Ar)70%+φ(N2)0.015%(适量的N2能够稳定电弧、增加熔深),气体流量18 L/min。焊接顺序如图1所示,焊接工艺参数如表3所示。

图1 焊接顺序Fig.1 Sequence of welding
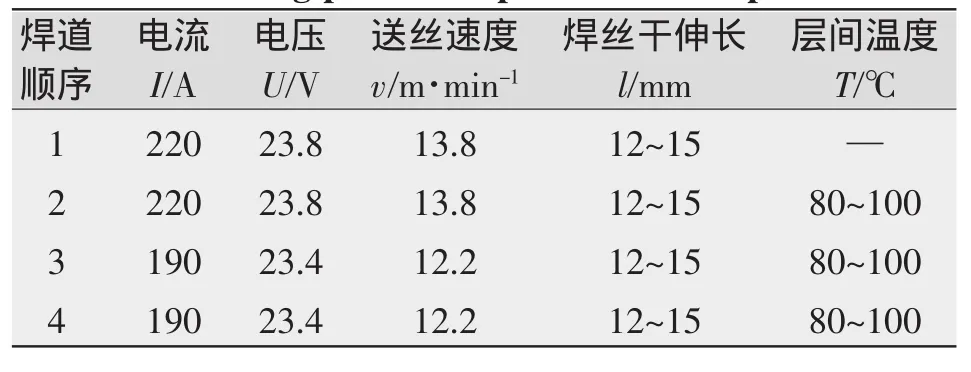
表3 焊接工艺参数Tab.3 Welding procedure parameters of specimens
1.3 脉动拉伸疲劳试验
试验参照GB/T 13816-92《焊接接头脉动拉伸疲劳试验方法》进行。疲劳试验试件尺寸如图2所示,疲劳试验前需将垫板去掉且加工掉1 mm,正面焊缝去掉加强高并打磨。焊缝两端各减少20 mm。试验设备为PLG-100型微机控制高频疲劳试验机,技术规格为:静态负荷精度±1%,动负荷平均波动度±1%,动负荷振幅波动度±2%,循环应力比R=0.1,指定循环寿命1×107次。在试验过程中,当疲劳裂纹尺寸足够大导致载荷加不上去时,自动卸载停振,并记录循环次数,通过升降法计算焊接接头的中值疲劳强度并在JSM-6360M型电子扫描电镜下进行疲劳断口形貌观察。

图2 疲劳试验加工件Fig.2 Work pieces of fatigue test
2 试验结果和讨论
在指定寿命为1×107次循环下,通过升降法确定6082铝合金未补焊、一次补焊、二次补焊的中值疲劳强度。对于未补焊的疲劳试验,共有6级应力水平,有效试件数13个,共有5个子样对;对于一次补焊的疲劳试验,共有4级应力水平,有效试件数为15个,共有6个子样对;对于二次补焊的疲劳试验来说,共有5级应力水平,有效试件数为19个,有9个子样对,如图3所示。
由图3可分别计算出未补焊、一次补焊和二次补焊的中值疲劳强度。未补焊的中值疲劳强度为87.5MPa,一次补焊的中值疲劳强度68.3 MPa,二次补焊的中值疲劳强度62.5 MPa。由此可知,一次补焊时中值疲劳强度显著下降,比未补焊接头低19.2 MPa,二次补焊相对于一次补焊疲劳强度略有下降,为5.8 MPa。不同补焊次数下6082铝合金焊接接头疲劳强度的S-N曲线如图4所示。
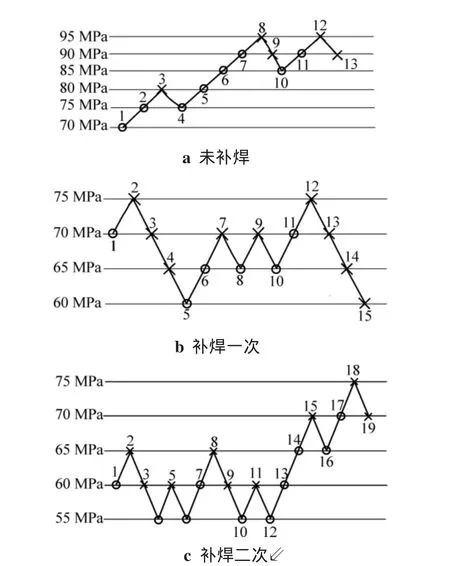
图3 不同补焊次数下的疲劳极限升降(×断裂,○未断裂)Fig.3 Different times of rewelding conditions fatigue limit lift figure
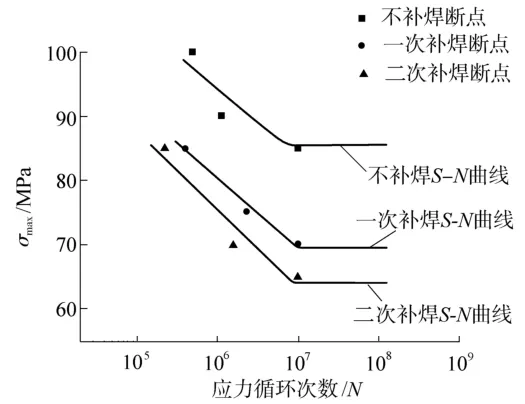
图4 不同补焊次数焊接接头疲劳中值S-N曲线对比Fig.4 Different times of rewelding conditions joint fatigue median S-N curve contrast
采用JSM-6360M型电子扫描电镜分别对未补焊和一、二次补焊的6082铝合金焊接接头疲劳试件断口进行观察,断口形貌如图5~图7所示。可以看出,断口均明显分成疲劳裂纹源区、疲劳裂纹扩展区和最后断裂区三部分。大部分试样在热影响区起裂,从断裂开始点向四周辐射出类似贝壳纹的疲劳裂纹,每经历一次加载循环,裂纹尖端即经历一次锐化—钝化—再锐化的过程,裂纹扩展一段距离,断口表面上就产生一道辉纹,疲劳辉纹清晰且很粗;随着裂纹的扩展,试件的承载面积逐渐减小,相应地所受到的载荷逐渐增大,导致扩展区疲劳辉纹的间距逐渐增大,同时其大小随着循环次数的增加而变大;终断区断口形貌均为韧窝。

图5 未补焊试件断口形貌Fig.5 Fracture appearance of non-repairing welding specimen
应力集中、接头形式、表面加工状态、加载方式、尺寸和焊接产生的其他因素(金属软化、残余应力、缺陷等)是影响焊接接头疲劳强度的主要因素。结合疲劳试验,由于焊接工艺相同,其在焊缝中产生焊接缺陷的几率基本相同;试验采用的是统一的光滑试样,且宽度较窄,在试样的加工过程中,残余应力大量释放,应力集中、表面加工状态及尺寸因素对试验结果几乎无影响,可不考虑,故着重分析补焊后金属软化对疲劳强度性能的影响。热影响区材料组织的不均匀性导致疲劳裂纹大都产生于此表面的滑移带或缺陷区,接着会发展而进入母材或焊缝金属。而补焊的反复加热作用使得热影响区内的软化区范围扩大,脆化相Mg2Si颗粒聚集长大并产生过时效,导致机械性能下降,且随着补焊次数的增加,中值疲劳强度呈下降趋势。

图7 二次补焊试件断口形貌Fig.7 Fracture appearance of second-repairing welding specimen
3 结论
(1)6082铝合金未补焊时中值疲劳强度87.5MPa,一次补焊的中值疲劳强度68.3 MPa,二次补焊的中值疲劳强度62.5 MPa。
(2)一次补焊时接头的中值疲劳强度显著下降,二次补焊的焊接接头中值疲劳强度比一次补焊时略有下降。
(3)二次补焊对6082铝合金焊接接头疲劳性能有一定的影响。
[1]季小辉,董 斌,袁 静,等.6082 T6铝合金自动焊接工艺参数的选择[J].理化检验,2011,47(1):15-17.
[2]潘复生,张丁菲.铝合金及其应用[M].北京:机械工业出版社,2006.
[3]朱援祥,张小飞,杨 兵,等.基于有限元的多次补焊焊接残余应力的数值模拟[J].焊接学报,2002,23(1):65-68.
Influence on fatigue performance of once and twice repairing welding of 6082 aluminum alloy for high speed trains
NIU Xu-jing1,2,XU Hong-ji2,LIU Chun-ning1,XIE Ming2,LU Er-jing1,2
(1.Tangshan Railway Vehicle Co.,Ltd.,Tangshan 063035,China;2.School of Materials Science and Engineering,Dalian Jiaotong University,Dalian 116028,China)
6082 aluminum alloy is the main material of high speed train body.While welding,it's easy to generate porosity and crack defects and this makes repairing welding nessary.Futher research on the process of repairing welding and the times of repairing welding influence on fatigue performance,then determinating the reasonable repairing welding process and repairing welding times has very important practical significance for impoving the manufacturing level and lowering the production cost of our countries'high speed train.This paper have researched the fatigue performance of 6082 aluminum alloy welded joints of once-repairing welding and second-repairing welding through fatigue test,comparing with the fatigue strength of non-repairing welding connectors.The results show that after once-repairing welding,the median fatigue strength decreases significantly,while the reduce tendency of fatigue limit difference between second-repairing welding and once-repairing welding is slightly;second-repairing welding has certain effect on the fatigue performance of 6082 aluminum alloy welded joints.
6082 aluminum alloy;repairing welding;welded joints;fatigue performance
TG457.14
A
1001-2303(2011)11-0044-04
2011-10-31
国家科技支撑计划资助项目(2009BAG12A04-B02)
钮旭晶(1987—),男,山西太原人,硕士,主要从事轨道车辆焊接工艺技术工作。
猜你喜欢
机械制造文摘·焊接分册(2019年2期)2019-07-08 03:59:06
电子制作(2018年18期)2018-11-14 01:48:22
数学学习与研究(2018年5期)2018-03-28 10:30:58
数学学习与研究(2016年21期)2017-05-08 19:38:26
黑龙江科技大学学报(2016年5期)2016-12-09 07:31:17
电焊机(2016年8期)2016-12-06 08:28:44
广东技术师范大学学报(2016年5期)2016-08-22 09:07:26
山东冶金(2015年5期)2015-12-10 03:27:40
焊接(2015年11期)2015-07-18 11:12:46
机械制造文摘(焊接分册)(2014年4期)2014-03-20 13:57:40