超声冲击对SMA 490BW耐候钢焊接残余应力的影响
2011-11-14 08:00:16张卫华
电焊机 2011年11期
荣 豪,周 伟,陈 辉,张卫华
(1.南车青岛四方机车车辆股份有限公司,山东 青岛 266000;2.西南交通大学 材料科学与工程学院,四川成都610031;3.西南交通大学牵引动力国家重点实验室,四川成都 610031)
超声冲击对SMA 490BW耐候钢焊接残余应力的影响
荣 豪1,周 伟2,陈 辉2,张卫华3
(1.南车青岛四方机车车辆股份有限公司,山东 青岛 266000;2.西南交通大学 材料科学与工程学院,四川成都610031;3.西南交通大学牵引动力国家重点实验室,四川成都 610031)
对SMA 490BW耐候钢进行气保焊焊接,利用超声冲击设备对焊接对接接头进行超声处理,并通过盲孔法对超声冲击前后的残余应力进行测试及分析。结果表明,超声冲击对于焊缝及其附近区域残余应力的降低效果十分明显,横向残余应力消除率最高达161%,纵向残余应力最高达118%;超声冲击处理后,同一位置纵向残余应力消除率较横向残余应力要大。
超声冲击;盲孔法;残余应力;耐候钢
0 前言
高速列车转向架采用焊接方法组装,焊接残余应力是几乎无法避免的缺陷[1]。焊接构件由焊接而产生的内应力称之为焊接应力,按作用时间可分为焊接瞬时应力和焊接残余应力。焊接过程中,某一瞬时的焊接应力称之为焊接瞬时应力,它随时间而变化。焊后残留在焊件内的焊接应力称之为焊接残余应力。对于钢结构而言,焊接残余应力和变形是影响结构断裂强度、疲劳强度和结构稳定性的重要因素。焊接残余应力大大降低了焊接部位材料有效比例极限,是结构发生脆断的主要原因之一[2]。在焊件服役过程中[3],焊接结构的残余应力和其所受载荷引起的工作应力相互叠加,使之产生二次变形和残余应力的重新分布,这不但会降低焊接结构的刚性和尺寸稳定性,而且在温度和介质的共同作用下,还会严重影响结构和焊接接头的疲劳强度、抗脆断能力、抵抗应力腐蚀开裂和高温蠕变开裂的能力。许多灾难性破坏事故大多是由于结构中的残余应力引起的[4]。因为焊接固有的残余应力存在,机车转向架焊接后若有较大的拉伸应力,会导致机车行车安全存在极大的隐患,故需要采用适当的方法降低和消除残余应力。
工厂常常采用热处理退火、抛丸等办法来降低和消除焊接残余应力,但热处理炉子占地大,退火能耗高,时效周期较长,有烟气粉尘废渣排放,费用较高;而抛丸设备费用高、处理成本高、工作时间长、抛丸回收和喷丸伤人等缺点。I.K.Vagapov等人通过对焊接板材经过热处理后和超声冲击后残余应力分布的对比研究后得出结论,超声冲击是一种有效的降低残余应力水平的方法[5]。由于焊接残余应力往往是由于焊接过程中的受热不均匀而导致的应力场重新分布,焊接结构残余应力较集中的部位是靠近焊缝附近位置及热影响区。中国兵器科学研究院宋建民等人对45号钢和22SiMn2TiB进行超声冲击处理后,在焊趾处表面形成了压应力层,将焊趾处残余拉应力转变为压应力。冲击前、后的纵向残余应力均值为169MPa、-63MPa,下降率137%;冲击前、后的横向残余应力均值为296MPa、-49MPa,下降率117%[6]。超声冲击设备占地小,不受工件材质、形状、结构、质量的限制,使用灵活方便。如若采用超声冲击设备对这些部位进行冲击,达到降低或消除残余应力的目的,对工程实际应用有重要的作用。
在此利用超声冲击方法消除转向架材料SMA 490BW耐候钢焊接残余应力,探讨超声冲击对转向架材料焊接接头残余应力的影响,根据试验结果探讨超声冲击处理应用于转向架焊接残余应力消除的可行性。
1 试验材料和方法
1.1 试验材料
使用高速列车转向架用材料SMA 490BW耐候钢,采用CHW-550焊丝进行焊接,焊丝直径φ 1.2 mm。SMA 490BW和CHW-55CNH焊丝的主要化学成分如表1、表2所示。
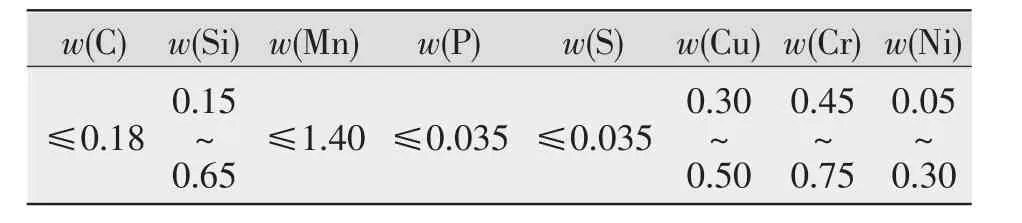
表1 SMA 490BW焊接结构用耐大气腐蚀热轧钢材化学成分 %
1.2 焊接工艺
采用专用打磨工具清除两块板(尺寸500 mm× 250 mm×8 mm)对接接口附近的氧化皮,用丙酮清洁接口处位置,将板材对接,采用φ(Ar)80%+φ(CO2) 20%混合保护气体焊进行焊接。焊接工艺参数为:电流255 A,电压32.5 V,焊接速度390 mm·min-1,混合气体流量13 L/min。

表2 CHW-35CNH焊丝主要化学成分 %
2 超声冲击处理
首先用角磨机打磨掉焊缝余高,使焊缝与母材处于同一平面,为盲孔法测试残余应力提供条件,然后采用HY2050型豪克能焊接应力消除设备分别对焊趾、热影响区和母材进行全覆盖超声冲击处理。冲击处理时,圆形冲击针反复冲击焊趾部位,直到冲出大约2 mm深的明显压痕为止。换用平板冲击头垂直于热影响区和母材区域表面进行冲击,冲击速度500mm/min,电流1.8~2.0 A,振动频率20 kHz。超声冲击过程和冲击后形貌如图1、图2所示。

图1 冲击处理中
图2 冲击处理后
3 焊接残余应力测试
将焊接好的板从垂直于焊缝中心位置分为两部分,一部分为冲击前原始数据区,另一部分为冲击区。对两个区域分别采用盲孔法进行焊接残余应力测试,如图3~图6所示。测试标准参照GB 3395-92残余应力测试方法,钻孔应变释放法。

图3 帖应变片

图4 连线

图5 贴片完成后烘干

图6 测试数据
4 结果和分析
超声冲击前后横向、纵向残余应力对比如图7、图8所示,焊缝宽度14mm。当d=0时,表示测试点位于焊缝中心;当d=5 mm时,表示测试点位于距焊缝中心5 mm处;当d=7 mm时,表示测试点位于焊趾处;当d为其他值时,表示测试点位于距焊缝中心对应d数值距离的位置,即测试点位于热影响区及母材区域。负号表示方向,即为压应力。
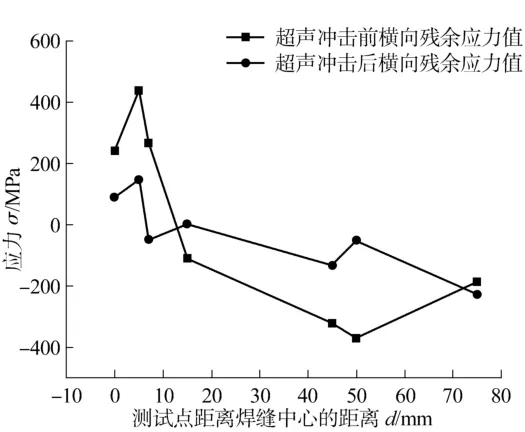
图7 超声冲击前后横向残余应力对比
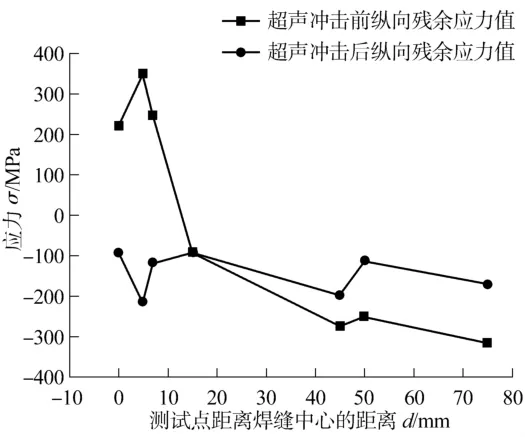
图8 超声冲击前后纵向残余应力对比
由图7、图8可知,经过超声冲击处理后,焊缝、焊趾、近焊缝区(热影响区)的横向残余应力有较为明显的下降趋势。焊缝中心处应力值由241 MPa降至89 MPa,应力消除率63%;距离焊缝中心5 mm处应力值由437MPa降至136MPa,应力消除率69%;距离焊缝中心7mm处,即焊趾处,应力值由265 MPa降至-49 MPa,应力消除率118%。纵向应力亦有类似的趋势,焊缝中心处应力由222 MPa降至-93MPa,应力消除率142%;距离焊缝中心5 mm处应力值由350MPa降至-215 MPa,应力消除率161%;距离焊缝中心7 mm处,即焊趾处,应力值由244 MPa降至-117 MPa,应力消除率148%,纵向残余应力消除率较横向残余应力要大。此外,母材的残余应力出现了一定程度的上升,但都是处于压应力状态,由于焊接残余应力对于母材尤其是离焊缝较远的母材区域影响较小,所以焊接件的安全性能不会受到影响。由于此次实验采用的板材纵向尺寸较小,且采用盲孔法进行测试(盲孔法需要保证相邻的两个测试点间保持一定的距离),故实验中测试点数量相对较少,但通过本次实验仍然可以看出,超声冲击对于焊接残余应力消除具有明显效果。
5 结论
(1)超声冲击对于降低焊缝及其附近区域残余应力效果明显,横向残余应力消除率最高达118%,纵向残余应力消除率最高达161%。
(2)经超声冲击处理后,同一位置的纵向残余应力消除率较横向残余应力要大。
(3)若进一步深入寻找超声冲击的最佳工艺参数,将其应用于高速列车转向架的生产过程中,具有巨大的工程意义。
[1]王晓宇.高温焊接对16MnR钢焊接残余应力的影响及机理[D].沈阳:辽宁石油化工大学,2010.
[2]张俊宝.基于Push-over分析的梁柱焊接节点抗震性能研究[D].天津:天津大学,2003.
[3]安俊伟.焊接残余应力对梁柱节点抗震性能的影响[D].天津:天津大学,2005.
[4]陈会丽,钟 毅,王华昆,等.残余应力测试方法的研究进展[J].云南冶金,2005,34(3):123-124.
[5] Vagapov I K,Ganiyev M M,Shinkaryov A S.Studies of ultrasonic impact machining influence on the value and distribution of residual stresses in welded blanks[J].Russian Aeronautics,2005,48(2):85-90.
[6]宋建民,王有祁,王冬生,等.焊接残余应力的测试及研究[J].兵器材料科学与工程,2007,30(2):59-63.
Research on the residual stress of SMA 490BW atmospheric corrosion resistant steel treated by ultrasonic impacting
RONG Hao1,ZHOU Wei2,CHEN Hui2,ZHANG Wei-hua3
(1.CSR Qingdao Sifang Co.,Ltd.,Qingdao 266000,China;2.School of Material Science and Technology,Southwest Jiaotong University,Chengdu 610031,China;3.Traction Power State Key Laboratory,Southwest Jiaotong University,Chengdu 610031,China)
Gas shielded welding was done on SMA490 BW atmospheric corrosion resistant steel,and ultrasonic impact treatment was made to the welded butt joint by ultrasonic impact equipment.The residual stresses were tested and analyzed before and after ultrasonic impact by adopting blind-hole method.Finally,the results show that there is obvious effect on residual stress elimination of welding seam and its area nearby after ultrasonic impact treatment.The highest elimination rate of longitudinal residual stress reaches 161%,while the horizontal residual stress could reach 118%.Moreover,the longitudinal residual stress has a bigger elimination rate than that of horizontal one at the same position.
ultrasonic impact;blind-hole method;residual stress;atmospheric corrosion resistant steel
TG404
A
1001-2303(2011)11-0065-04
2011-07-10
国家科技支撑计划资助项目(2009BAG12A04-B02)
荣 豪(1979—),男,河南焦作人,工程师,硕士,主要从事高速列车转向架制造工艺工作。
猜你喜欢
焊接学报(2023年11期)2023-12-09 06:58:26
石油沥青(2023年5期)2023-05-11 18:40:58
装备制造技术(2020年4期)2020-12-25 05:26:32
测井技术(2019年4期)2019-12-25 03:28:20
四川冶金(2019年5期)2019-02-18 01:38:20
山东冶金(2018年6期)2019-01-28 08:14:38
中国科技纵横(2016年6期)2016-05-14 13:11:02
焊接(2016年1期)2016-02-27 12:58:25
印制电路信息(2015年6期)2015-12-30 12:57:52
印制电路信息(2015年3期)2015-02-05 07:53:32