
受迫振动与花键轴侧面磨削加工
2011-11-07 08:37刘松林
湖南工业职业技术学院学报 2011年4期
刘松林
(湖南省机械工业设计研究院,湖南长沙410009)
受迫振动与花键轴侧面磨削加工
刘松林
(湖南省机械工业设计研究院,湖南长沙410009)
分析精密加工机床受迫振动及磨削花键轴侧面加工中的受迫振动现象
受迫振动;花键轴侧面磨削
受迫振动在精密机床加工中,往往是影响加工质量及生产效率的关键因素。
受迫振动的频率与干扰力的频率相同,或是它的倍数;受迫振动的幅值(Y)既与干扰力的幅值(P)有关,又与工艺系统的动态特性 W(w)有关,Y=P·W(w)。
一、机械加工过程的受迫振源
受迫振动的振源有来自加工机床内部的机内振源,也有来自加工机床外部的机外振源。机外振源甚多,但它们都是通过地基传给机床的,可以通过隔振地基隔除。如图1所示
机床1用地脚螺钉安装在地基块2上,地基块2通过隔振垫3支撑在地基4上,机外振源可被隔振垫隔离。
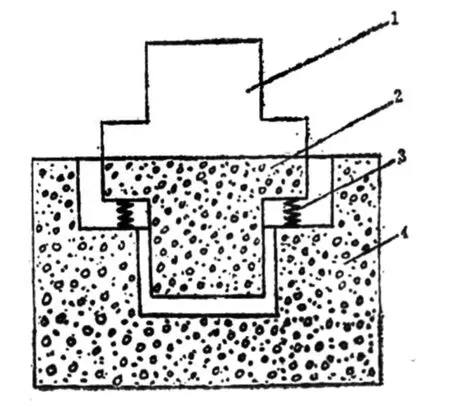
图1 隔振地基
机内振源主要有
1、机床高速旋转件得不平衡引起的振动
例如电动机的转子、联轴节、皮带轮(尤其是轮毂和轮缘内表面不加工时)、砂轮以及被加工毛坯等旋转不平衡,由此因素引起的受迫振动的频率,大致就是这些元件每秒钟的转数,即fr=n/60(Hz),n为不平衡元件的每分钟转数。有关资料记载,中心高为200~300mm的车床主轴未经平衡时,其不平衡度P=70~160g·cm;重量为120~150N的机床齿轮,其不平衡度P=8~70g·cm;直径为240~320mm的卡盘,其不平衡度为250~500g·cm。长度与直径之比为4的毛坯,当被装夹在三爪卡盘中加工时,其不平衡度可用下述关系式近似表示:铸钢件P≈9d?,铸钢件 P≈7d?;模锻件 P≈0.45d;棒料 P≈0.1d;d为毛坯直径(cm),p的单位是 g·cm。
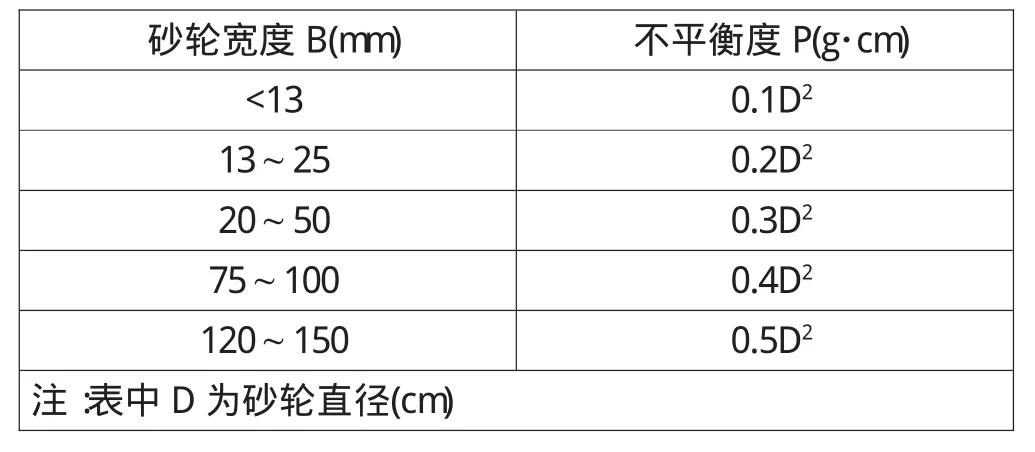
表1 1级砂轮的不平衡度
砂轮的不平衡度取决于材料的不均匀性、几何形状误差等等。砂轮的原始不平衡度可达200(小砂轮)到6000(大砂轮)g·cm,经过静平衡后,砂轮的不平衡度可大大减少。例如,对于1级砂轮(按不平衡度评定),其不平衡度如表1所示,2级砂轮的最大不平衡度为1级砂轮的1.5~2倍;3级砂轮则为1级砂轮的2.5~3倍。应特别注意,砂轮在磨削过程中由于磨损不均匀,其几何形状的变化亦将影响砂轮的不平衡度。
在磨床上除了砂轮和电动机转子不平衡会引起振动外,还有由于电动机定子与转子间空气间隙不均匀以及定子绕组不对称形成电磁力波动等原因引起的振动,其振动频率为动力电源频率的一倍(100Hz)。此外,由于转子绕组不对称也会引起振动,其频率为:f=2fr=2·n/60=n/30(Hz),n为电动机转速(r/min)。当用回转刀具工作时,例如在坐标镗床或金刚镗床上,刀具系统主轴部件的不平衡度,常常是重要的振源。金刚镗床主轴部件在装配时经过动平衡,其不平衡度虽然只有3~5g·cm,但当主轴转速n=3000r/min时,就将明显地影响加工质量。
2.机床传动机构的缺陷所引起的振动
制造不精确或安装不良的齿轮,会产生周期性的波动力,传到机床部件上,有可能成为受迫振动的振源。
皮带传动中平皮带的接头、三角皮带的厚度不均匀、轴承滚动体不均匀、液压传动中由于油泵工作所造成的油路中油压的脉动都会引起受迫振动。
淬硬的机床齿轮,在传动中因周节误差引起的最大动载荷约为最大静载荷的1.3~1.5倍。
链传动中由于链条运动的不均匀性所产生的动载荷,约为静载荷的1.7~2倍。由于链传动的质量小于齿轮,受迫振动的幅值常小于齿轮传动。
3.切削过程中的冲击引起的振动
在铣削、拉削加工中,刀齿在切入工件或从工件中切出时,都会有很大的冲击发生。此外,加工断续表面也会发生由于周期冲击而引起的受迫振动。
4.往复运动部件的惯性力引起的振动
具有往复运动部件的机床中,最剧烈的振源往往就是部件改变运动方向时所产生的惯性冲击。
二、查找受迫振动振源的方法
如果确认机械加工过程中发生的振动属于受迫振动,就要设法查找振源,以便采取措施,去除振源或是减少它的影响,从而达到减小振动的目的。
机械振动的原理告诉我们,受迫振动的频率总是与干扰力的频率相等或是它的整数倍。我们可以根据受迫振动的这个规律查找振源。首先可通过对加工现场中所拾取的振动信号(图2-a)作频谱分析(图2-b),确定受迫振动的频率成分,如图2-b所列f1、f2、f3、f4等,然后对机床加工所有可能的受迫振源频率进行估算,列表备查,凡是与通过频谱分析确定的受迫振动频率成分相近的可能振源都要反复查找,必要时尚须进一步通过试验核准。做空运转振动试验时,首先使机床处于空运行状态,但并不进行切削,然后分别启动机床运动件,同时测量机床各有关部件的振动。
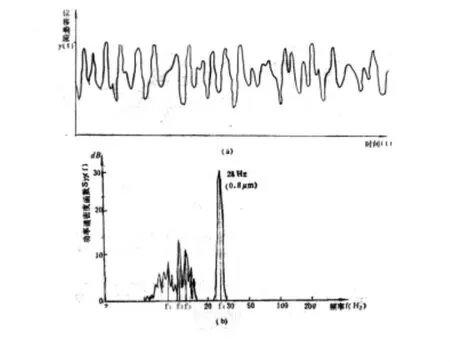
图2 (a)振动信号的时间历程 (b)振动信号的频谱图
三、花键轴侧面磨削加工的受迫振动分析
实际加工现场,我们有时会发现在磨花键轴侧面时产生振动,有明显振痕,如图3所示。花键加工分粗、精两道工序,粗加工在卧式铣床上用成型铣刀铣出键槽;精加工在花键磨床上磨削侧面。花键磨床(图4)的工作台往复运动由液压传动;在横梁上安装着砂轮主轴和带动砂轮主轴旋转的电动机;工件安装在自动分度头4和尾架顶尖上,工作台往复一次,工件自动分度一个齿。

通过对在加工现场拾取的振动信号进行频谱分析,假如已知花键磨加工中有频率f=41Hz的受迫振动成分,要求查出振源。首先根据实际加工情况分析机床加工中有可能产生的受迫振动的振源。这些振源是:1、砂轮不平衡;2、电机不平衡;3、铣削时残留振痕的影响。
查找真正产生频率f=41Hz受迫振动成分的振源。工件在铣削后,键槽侧面确有明显振痕,这有可能引起磨花键侧面时磨削力的波动,从而激起受迫振动。如果这真是引起受迫振动的振源,那么磨削振动的频率应和铣削时相同,表面上应有相同数目的振痕数;观测到与事实不符(实际观测中,花键侧面上铣削痕数为174个,而磨削振痕数只有81个),说明铣削时的残留振痕不是磨花键工序产生受迫振动的振源。
砂轮不平衡引起的受迫振动,其频率应等于砂轮每秒转数,磨床砂轮转速为62r/s,与受迫振动频率f=41Hz不符,这说明砂轮不平衡也不是振源。
砂轮架电动机不平衡引起的受迫振动,其频率应为电动机每秒转数,电动机额定转速为2880r/min(48r/s),在有负载条件下工作,电动机的转速将略有降低,再考虑到谱分析频率分辨率的影响,可以认为砂轮电动机的不平衡是引起磨花键侧面工序受迫振动的振源。实践表明,在设法消除或减少此干扰力后,花键侧面的明显振痕消失。
四、结语
机械加工过程中的受迫振动是影响加工质量和生产效率的重要因素之一,危害性大,振动形成机理隐蔽,振源不易查找。认真研究机械加工过程中的受迫振动,弄清其产生的原因,掌握其发生发展的规律对提高加工质量和生产率具有十分重要的意义。
[1]机械加工颤振的分析与对策[M]上海科学技术出版社.
[2]机床的振动及其防治[M]科学出版社.
[3]精密加工工艺学[M]哈尔滨工业大学出版.
Forced Vibration With the Spline Side Grinding
LIU Song-lin
(Hunan Machinery Industry Design And Research Institute,Changsha 410009,Hunan)
Theforced vibration of precision machinetoolsand grindingsplineshaft sideprocessingof theforced vibration areanalyzed
forced vibration;splinesidegrinding
TG58
A
1671-5004(2011) 04-0021-02
2011-6-22
刘松林(1964-),男,湖南省机械工业设计研究院工程师,研究方向:机械设计。
猜你喜欢
中国设备工程(2021年19期)2021-04-03
装备制造技术(2020年3期)2020-12-25
中国金属通报(2019年6期)2019-08-20
热处理技术与装备(2019年3期)2019-07-24
船海工程(2019年1期)2019-03-04
物理教学探讨(2018年10期)2018-12-27
中学物理·高中(2018年11期)2018-12-20
电子制作(2017年9期)2017-04-17
燕山大学学报(2014年4期)2014-03-11
振动工程学报(2014年2期)2014-03-01
