石墨/Li(Ni1/3Co1/3Mn1/3)O2电池储存后的衰减机理
2011-09-18 06:20谢晓华夏保佳高学锋
电池 2011年6期
李 佳,谢晓华,夏保佳,高学锋
(1.中国科学院上海微系统与信息技术研究所,上海 200050;2.上海德朗能动力电池有限公司,上海 201406)
在实际生产和使用过程中,锂离子电池的储存搁置现象很普遍,且难以避免。锂离子电池的容量和功率等性能在储存后会发生一定的衰减[1-2]。李佳等[3]将成品18650型石墨/Li(Ni1/3Co1/3Mn1/3)O2电池在 55℃下储存,发现电池的综合性能发生衰减,表现为开路电压、容量、充放电性能、循环性能及安全性降低,交流内阻升高,功率性能衰减;且综合性能的衰减程度随着储存时电池荷电态(SOC)的升高而增大。人们发现了锂离子电池储存后性能衰减的现象和规律[4-5],但对性能衰减机理还没有一个明确的认识;同时,对于正、负极对电池性能衰减的影响程度,还存在争议[6]。
本文作者以成品18650型石墨/Li(Ni1/3Co1/3Mn1/3)O2电池为研究对象,研究了储存后性能衰减的机理,提出了电池性能衰减的主要原因。
1 实验
1.1 电池的制备
将正极活性物质 LiNi1/3Co1/3Mn1/3O2(深圳产,≥99.5%)、导电剂超导炭黑(韩国产,≥99.5%)和粘结剂聚偏氟乙烯(上海产,电池级)按质量比91∶4∶5在 N-甲基吡咯烷酮(上海产,电池级)中混合制浆,并均匀涂覆在20 μ m 厚的铝箔(上海产,电池级)上,再在 80℃下真空(<-0.1 MPa,下同)烘干12 h,然后在 PX-GY-100型辊压机(深圳产)上以150 MPa的压力压成120 μ m 厚,最后分切成尺寸为 55 mm×700 mm的正极片(含8.7 g LiNi1/3Co1/3Mn1/3O2)。
将负极活性物质人造石墨(上海产,≥99.5%)、导电剂超导炭黑SP(日本产,≥99.5%)和粘结剂丁苯橡胶(日本产,≥99.6%)按质量比97.0∶1.5∶1.5在蒸馏水中混合制浆后,均匀涂覆在15μ m厚的铜箔(上海产,电池级)上,然后在40℃下真空烘干12 h,再在辊压机上以150 M Pa的压力压成100μ m厚,最后分切成尺寸为57 mm ×750 mm的负极片(含4.0 g人造石墨)。
将正、负极片卷绕成电芯,在80℃下真空烘干12 h后,经装壳、焊接、注液(每只电池为6.0 g)及封口等工艺,制成18650型锂离子电池,电解液为1 mol/L LiPF6/EC+DMC+DEC(体积比 1∶1∶1,张家港产,电池级)。电池经化成(以0.01C在2.75~4.20 V循环3次)、分容(筛选容量为1 200±50 mAh)等工序后,制成成品。
1.2 电池的储存
将化成后的电池以0.20C放电至2.75 V,此时电池的SOC记为0%;以0.20C分别对电池充电 75 min、150 min、225 min或充电至 4.20 V,对应的SOC分别为 25%、50%、75%和100%,再将电池在55±2℃下恒温开路储存250 d。
1.3 储存前后电极的性能分析
取储存前和不同SOC储存后的电池各1只,以0.20C放电至2.75 V。在氩气气氛手套箱中解剖电池,取下正、负极,用 DMC(深圳产,≥99.5%)洗涤数次,以去除残留的电解液,然后自然干燥。将正、负极片冲压成直径为1.4 cm的圆片,用小刀刮去单面的电极材料,完全露出集流体,并称重。
分别将上述极片与金属锂片(上海产,电池级)组装成CR2025型扣式电池,在BTS-5V5mA型充放电仪(深圳产)上进行充放电测试。室温下,将扣式电池以0.20C分别在4.30~2.80 V(正极片电池)和 2.00~0.01 V(负极片电池)循环5次,记录第5次循环的容量和充放电曲线。
分别以上述极片为研究电极,金属锂片为对电极,锂丝(上海产,电池级)为参比电极,组装成三电极模拟电池,在Autolab 302N型电化学综合测试仪(瑞士产)上进行电化学测试。循环伏安测试的扫描速率为0.1 mV/s,从开路电压开始扫描,正、负极扫描范围分别为1.50~4.50 V和0~2.00 V。电化学阻抗(EIS)测试的频率为105~10-2Hz,交流振幅为5 mV,阻抗数据用Nova 1.5软件进行拟合。
用SSX-550型场发射扫描电镜(FE-SEM,日本产)和附带的X射线能谱仪(EDX)分析电极的表面形貌和成分。
2 结果与讨论
2.1 储存前后电池的电极特性的变化
储存前后,石墨/Li(Ni1/3Co1/3Mn1/3)O2电池正、负极的0.20C充放电曲线见图1。
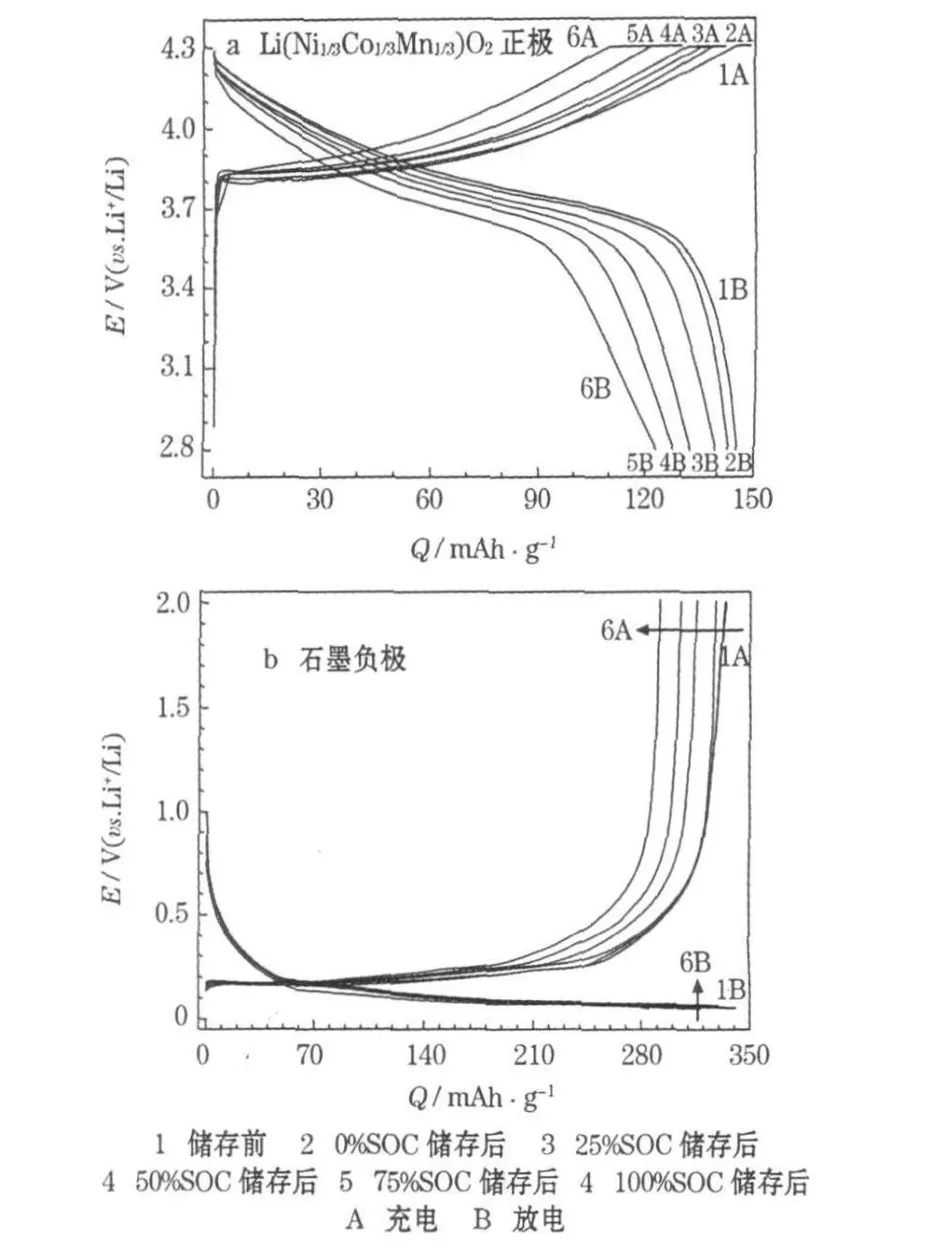
图1 储存前后电池正、负极的0.20 C充放电曲线Fig.1 0.20 C charge-discharge curvesof cathode,anode of the battery before and after storage
从图 1可知,储存前Li(Ni1/3Co1/3Mn1/3)O2正极的放电比容量为145.2 mAh/g;储存后,比容量和充放电性能衰减,衰减幅度随储存SOC的升高而增大。储存前石墨负极的放电比容量为332.4 mAh/g;储存后的容量也随储存SOC的升高而下降。这与文献[2]的结果一致。
为了更清楚地了解储存后电池正、负极比容量变化对电池容量的影响,计算了储存后石墨/Li(Ni1/3Co1/3Mn1/3)O2电池及正、负极的0.20C容量变化率,结果见表1。
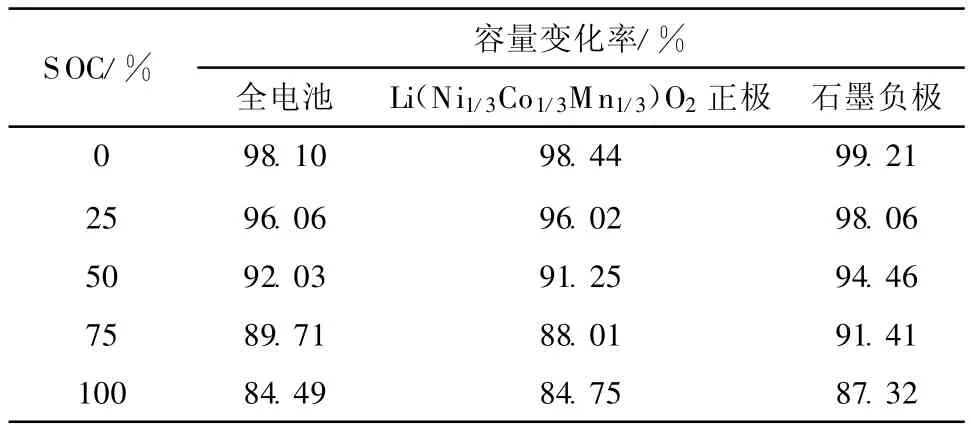
表1 储存后电池及正、负极的容量变化率Table 1 Capacity changing rates of the battery and cathode,anode after storage
从表1可知,储存后电池及正、负极的容量衰减速度均随储存时SOC的升高而增大。负极的容量衰减速度慢于正极,正极容量的变化与电池容量的变化很接近。由此可知,Li(Ni1/3Co1/3Mn1/3)O2正极对全电池储存后的容量和充放电性能的变化起着决定性的作用。
图2为储存前后,石墨/Li(Ni1/3Co1/3Mn1/3)O2电池正、负极的Nyquist曲线。
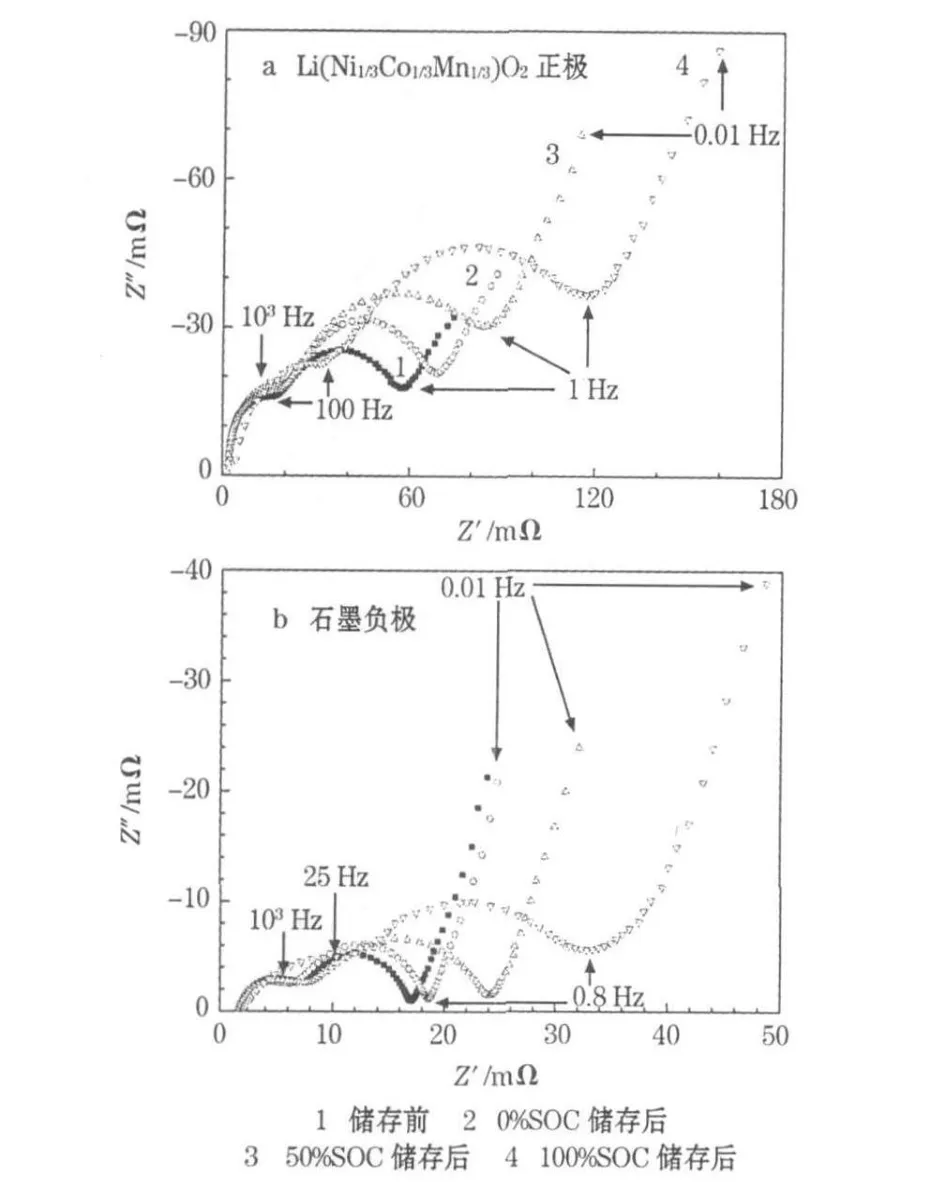
图2 储存前后电池正、负极的Nyquist曲线Fig.2 Nyquist plots for cathode,anode of the battery before and after storage
从图2可知,石墨/Li(Ni1/3Co1/3Mn1/3)O2电池中,正极的阻抗比负极大了近一倍,说明正极对于电池阻抗的影响较大[7]。储存后正、负极的阻抗均增大,且增大幅度随着储存SOC的升高而提高。
为了分析正、负极的阻抗变化,对阻抗谱用图3所示的等效电路进行拟合,其中:Re代表欧姆电阻,Rf和RSEI分别代表正、负极表面膜电阻,RCT代表电荷转移阻抗,CPE1和CPE2分别代表表面膜缺陷电容和双电层电容,W代表Warburg阻抗。拟合结果见表2。
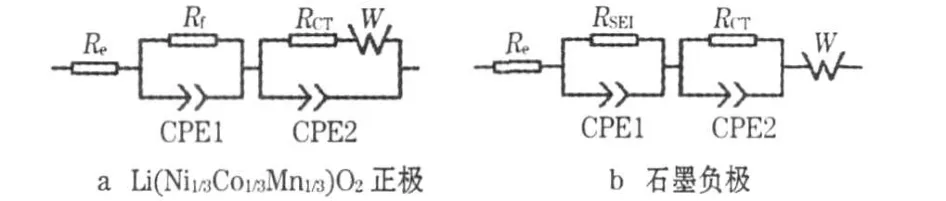
图3 电池正、负极的等效电路Fig.3 Equivalent circuits for cathode and anode of the battery
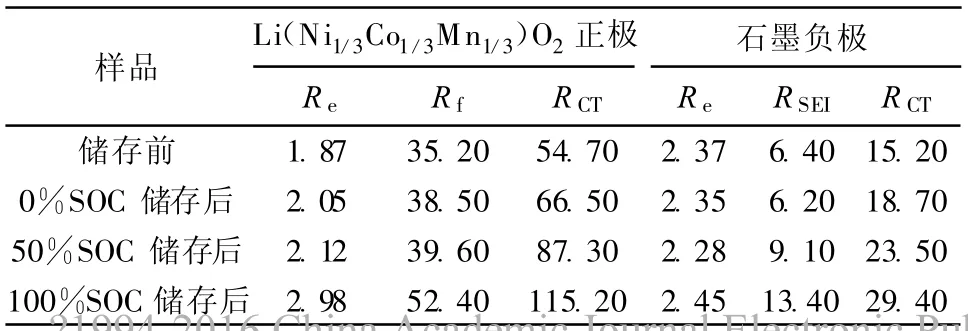
表2 储存前后电池正、负极的EIS模拟结果/mΩTable 2 Simulation results of EIS of cathode and anode of the battery before and after storage
从表 2可知,储存前后,正极的Re变化不大,但Rf有所增加,表明在电池储存过程中,Li(Ni1/3Co1/3Mn1/3)O2与电解液发生了副反应,产物在正极表面沉积,导致Rf增大,电池的荷电量对该过程起到了加速的作用。相比而言,储存后正极的RCT变化更明显,与文献[6]的结果一致。RCT随着储存SOC的升高而增大,其中以100%SOC储存的增加超过1倍,说明储存后正极RCT的变化导致整体阻抗的增大。
与正极相比,石墨负极无论是RSEI还是RCT都要小很多。储存后,负极的RSEI和RCT均随着储存SOC的升高而增大,说明储存时嵌锂量越多,负极与电解液的反应越剧烈,反应产物的沉积使表面膜增厚、阻抗增大,也导致负极的RCT升高。将正、负极阻抗结果对比可知,储存后正、负极对于全电池阻抗的增大均有贡献,但正极起主导作用。
储存前后,石墨/Li(Ni1/3Co1/3Mn1/3)O2电池正、负极的循环伏安曲线见图4。
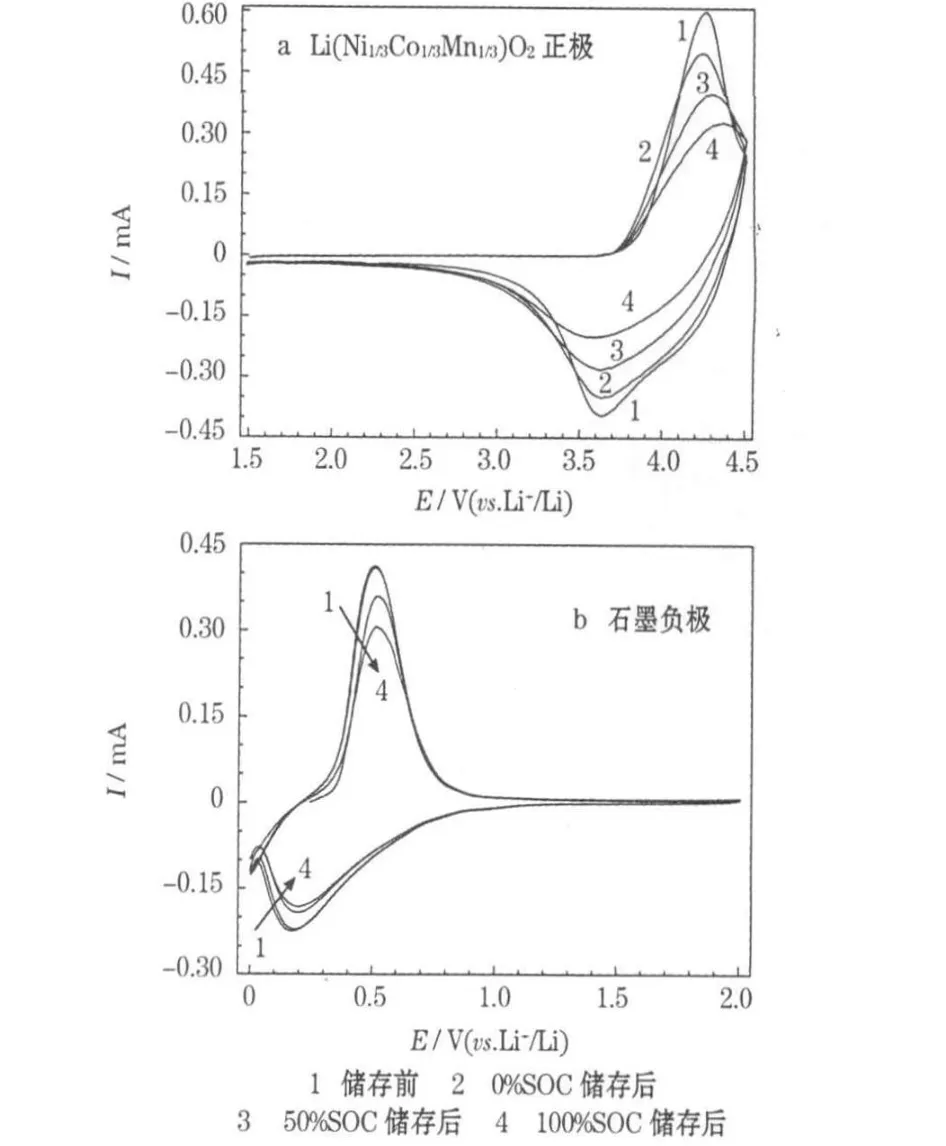
图4 储存前后电池正、负极的CV曲线Fig.4 CV curves of cathode,anode of the battery before and after storage
从图 4可知,储存前,正极的氧化还原峰较尖锐,表明电极的反应动力学性能较好;随着储存SOC的升高,储存后正极的氧化还原峰值电流逐渐降低,表明对动力学性能有一定的影响。结合阻抗的讨论可知,这是储存后正极阻抗升高所致。与正极相比,储存后石墨负极的循环伏安曲线变化较小,随着储存SOC的升高,氧化还原峰值电流有所降低,其中100%SOC储存后的下降值较大,说明高SOC储存对石墨负极的反应动力学性能有不利影响,但程度小于正极。
综上所述,石墨/Li(Ni1/3Co1/3Mn1/3)O2电池储存后正、负极动力学性能均下降,但正极对性能变化起决定性作用。
为了进一步分析储存后电极性能变化的原因,对储存前、后的正、负极进行表面形貌观察,结果见图5。
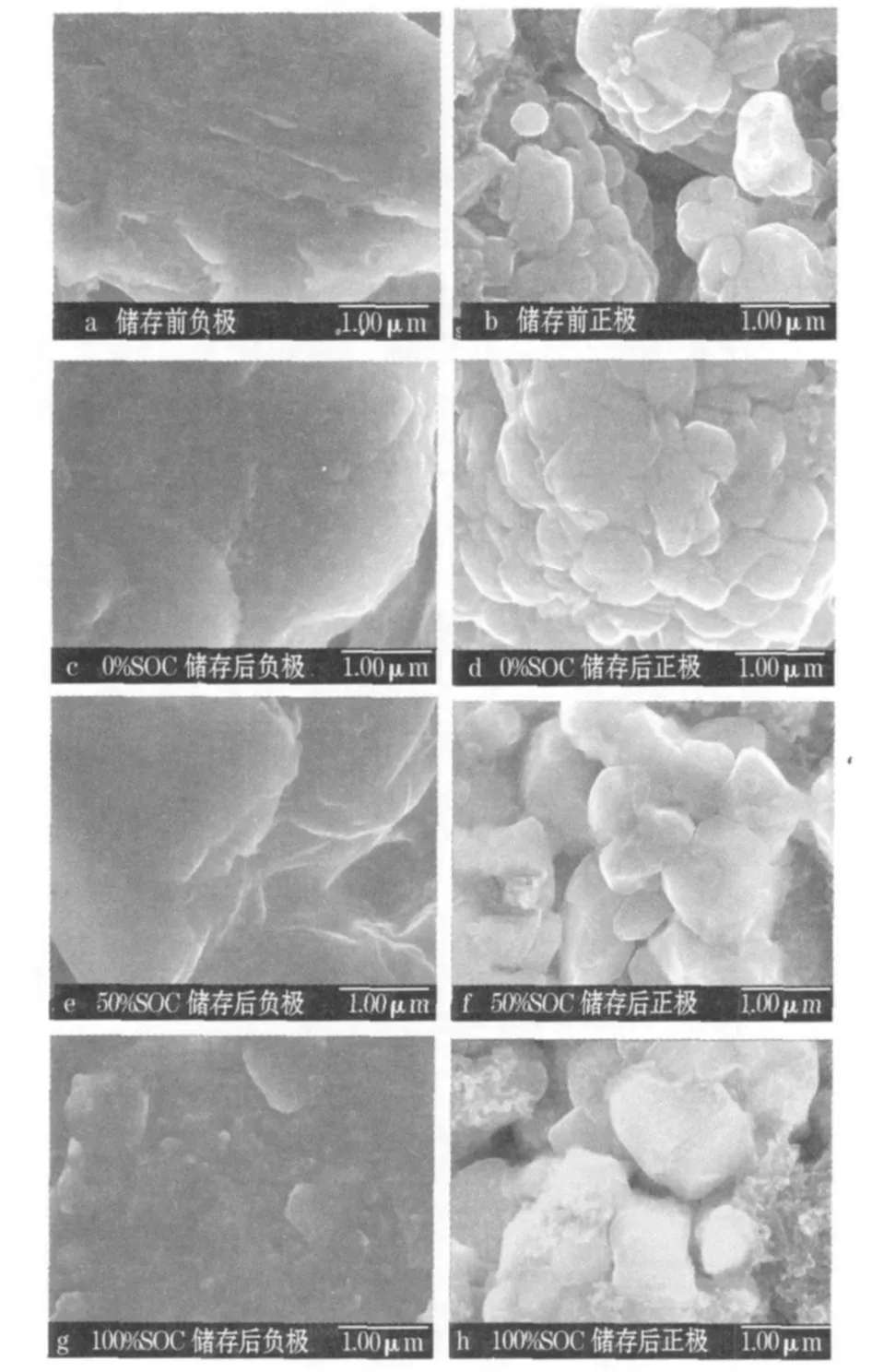
图5 储存前后电池正、负极的FE-SEM图Fig.5 Field emission scanning electron microscope(FE-SEM)photographs of cathode,anode of the battery before and after storage
从图5可知,储存后电池的正、负极活性材料表面形貌均有改变。储存前,Li(Ni1/3Co1/3Mn1/3)O2颗粒表面比较光滑,一次颗粒边缘清晰可见;经0%SOC储存后,颗粒表面形貌保持较好,表面仍比较光滑;随着储存SOC升高,储存后颗粒表面开始出现斑状物质;以100%SOC储存后,颗粒表面生成白色絮状物质,亮度较高,说明此物质导电性较差。
为了分析生成的白色絮状物质的成分,对正极进行了EDX分析,结果见表3。
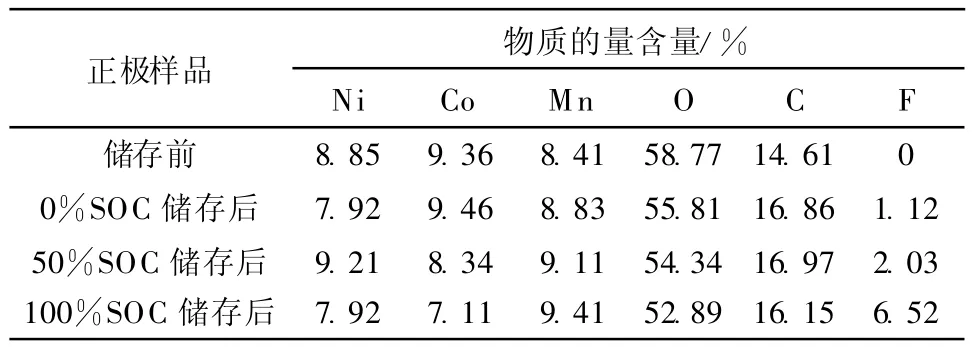
表3 储存前后Li(Ni1/3Co1/3Mn1/3)O2正极的表面成分Table 3 Surface composition of Li(Ni1/3Co1/3Mn1/3)O2electrodes before and after storage
从表3可知,储存前正极表面不含其他杂质元素;储存后检测出F元素,且含量随储存SOC的升高而增加。有研究认为[8],正极表面的F元素很可能来自储存时生成的LiF。在电池长期储存过程中,电解质LiPF6会分解生成LiF和强路易斯酸PF5,后者会与电解液中的痕量水反应,生成HF。作为碱性氧化物的正极材料,很容易被HF侵蚀,生成LiF。随着储存SOC的升高,正极表面 LiF的含量增加,因此电池在储存后的性能衰减随储存SOC的升高而增大。
从图5可知,随着储存SOC升高,储存后石墨颗粒表面变得模糊,以100%SOC储存后,表面出现颗粒状物质,说明在储存过程中石墨颗粒表面的SEI膜增生,且随着储存SOC的升高越发明显,导致储存后负极阻抗增大。储存后负极阻抗升高的幅度小于正极,说明储存过程中负极SEI膜的增生对电池性能的影响不大,电池性能的衰减主要源于正极。
3 结论
研究了石墨/Li(Ni1/3Co1/3Mn1/3)O2电池高温储存后的性能衰减机理。在55℃下储存后,Li(Ni1/3Co1/3Mn1/3)O2正极的容量衰减较大,与全电池的容量变化率接近;同时,阻抗增大,动力学性能下降;石墨负极储存后的性能衰减较小。这说明,该电池储存后性能的衰减主要源于正极。电池储存后性能衰减的原因是:储存期间电解液中的LiPF6分解,生成的 HF侵蚀Li(Ni1/3Co1/3M n1/3)O2,造成容量衰减,正极表面生成LiF等高阻抗沉积物,使阻抗增大,动力学性能下降。
[1]Wang Z X,Chen L Q.Solvent storage-induced structural degradation of LiCoO2for lithium ion batteries[J].J Power Sources,2005,146(1-2):254-258.
[2]Ramasamy R P,Lee J W,Popov B N.Simulation of capacity loss in carbon electrode for lithium-ion cells during storage[J].J Power Sources,2007,166(1):266-272.
[3]LI Jia(李佳),LIU Hao-han(刘浩涵),XIE Xiao-hua(谢晓华),et al.石墨/Li(Ni1/3Co1/3Mn1/3)O2电池高温储存后的性能变化[J].Battery Bimonthly(电池),2010,40(6):293-296.
[4]Sarre G,Blanchard P,Broussely M.Aging of lithium-ion batteries[J].J Power Sources,2004,127(1-2):65-71.
[5]Takeno K,Ichimur M,Takano K.Influence of cycle capacity deterioration and storage capacity deterioration on Li-ion batteries used in mobile phones[J].J Power Sources,2005,142(1-2):298-305.
[6]Huang C,Huang K,Liu S,et al.Storage behavior of LiNi1/3Co1/3Mn1/3O2/artificial graphite Li-ion cells[J].Electrochim Acta,2009,54(21):4783-4788.
[7]Osaka T,Nakade S,Rajamaki M,et al.Influence of capacity fading on commercial lithium-ion battery impedance[J].J Power Sources,2003,119-121(1):929-933.
[8]Aurbach D,Markovsky B,Salitra G,et al.Review on electrodeelectrolyte solution interactions,related to cathode materials for Liion batteries[J].J Power Sources,2007,165(2):491-499.
猜你喜欢
新能源汽车供能技术(2021年1期)2021-10-14
四川轻化工大学学报(自然科学版)(2021年1期)2021-06-09
今日农业(2020年24期)2020-12-15
电子制作(2019年23期)2019-02-23
中国有色金属学报(2018年2期)2018-03-26
中国公共安全(2017年5期)2017-09-04
中国现代医学杂志(2015年26期)2015-12-23
电源技术(2015年5期)2015-08-22
电源技术(2015年11期)2015-08-22
电源技术(2015年9期)2015-06-05