
Cimatron E加工汽轮T型叶根
2011-07-07 08:48谌永祥钟成明曾岳飞李小闯
制造业自动化 2011年21期
吴 越,谌永祥,钟成明,曾岳飞,江 敏,李小闯
(1.西南科技大学 制造科学与工程学院,绵阳 621010;2.东方汽轮机有限公司,德阳 618000;3.成都工具研究所,成都 610051)
0 引言
叶片是汽轮机的心脏,是极为重要的零件。它直接起着将蒸汽或燃气的热能转变为机械能的作用。叶片的加工工作量很大,约占汽轮机、燃气机总加工量的四分之一到三分之一。
叶根是将叶片固定在叶轮或转鼓上的连接部分。它应保证在任何运行条件下的连接牢固,同时力求制造简单、装配方便。
四种常见的叶根:1)枞树型叶根:叶根承载能力大,强度适应性好,拆装方便,但加工复杂,精度要求高,主要用于载荷较大的叶片;2)菌形叶根:强度高,在大型机上得到广泛应用;3)叉形叶根:加工简单,装配方便,强度高,适应性好;4)T形叶根:加工装配方便,多用于中长叶片。
1 四轴加工的基本原理
四座标数控机床,此处的四座标机床指的是X、Y、Z三个方向的运动和A轴的旋转运动。由于A轴可旋转且有刀具选择的功能,因此刀具可选择使用的余地就大了。伴随A轴的旋转,一次装夹就能加工多个工序。这种数控机床的缺点是刀具不能摆动,机床较小,功率较小。图1为四坐标系。

图1 四坐标系
2 汽轮机T型叶根的加工
2.1 叶片的造型
叶片的组成:叶片的种类繁多,但各类叶片均主要由两个部分组成,即装配面部分和汽道部分,组成如图2所示。因此叶片的加工也分为装配面的加工和汽道部分的加工。装配面部分又包括叫叶根部分和叶冠部分,它们使叶片安全可靠地、准确合理地固定在叶轮上,以保证汽道部分的正常工作。汽道部分又叫型线部分,它形成工作气流的通道,完成叶片应起的作用,因此汽道部分加工质量的好坏直接影响到机组的效率。汽道部分的横截面称为叶型, 其周线称为型线。一条型线由进汽边圆弧和背弧、出汽边圆弧和内弧组成。叶片的叶身是由若干条型线拟合而成的光滑复杂曲面。目前常见的为变截面扭叶片,叶片叶身是由沿叶轮辐射线方向按一定规律给出的多个特征截面拟合而成,一般由两种方法给出叶片不同的横截面数据:1)以公式曲线的形式给出,如给出圆弧连接点及圆弧半径的数据,由各段圆弧围成截面线;2)以一系列离散点数据用列表型线形式给出。多数叶片的截面型线由若干段不同半径的圆弧围成。叶片的三维造型可以通过CIMATRON、Pro/E、UG等三维造型软件做出。图2为叶片的组成。

图2 叶片的组成
2.2 工步的拟定
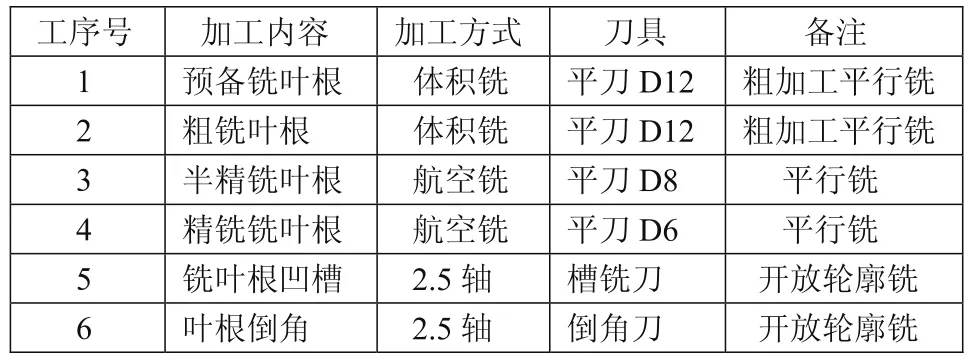
表1 工步的拟定
2.3 坐标系的建立
数控机床坐标系分为机床坐标系和工件坐标系(编程坐标系)。机床坐标系是以机床原点建立起来的直角坐标系,它是机床本省固有的坐标系,是设置工件坐标系的基础。
编程时使用的坐标系为工件坐标系,是为了确定零件加工时在机床中的位置而设定的,编程时应首先设定工件坐标系。工件坐标系要与机床运动的坐标系一致。编程人员根据零件的特点选定编程原点,编程时不用考虑工件在机床上的安装位置,只需根据零件的特点及尺寸来编程。工件原点一般选择为方便测量或对刀的位置,同时也要便于编程计算。工件坐标系建立如图3所示,夹具如图4所示。

图3 工件坐标系
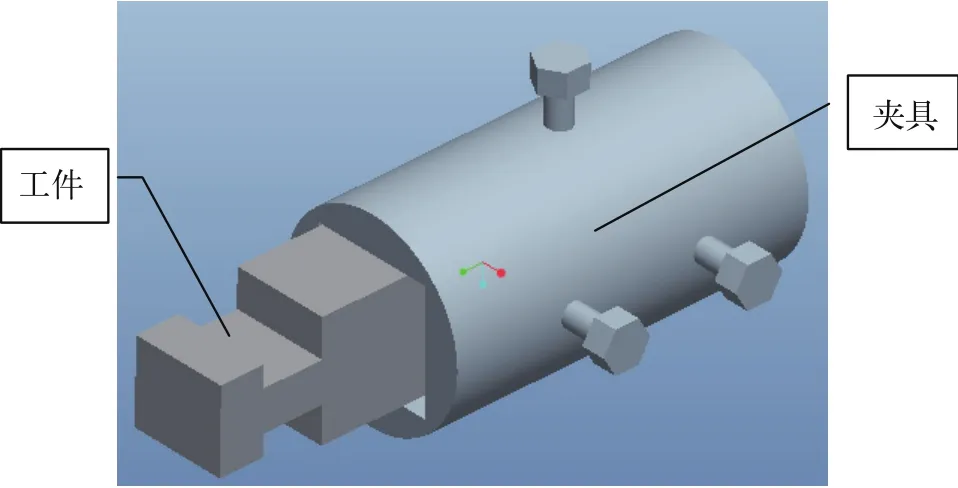
图4 夹具
2.4 叶片刀位轨迹生成
2.4.1 创建刀路轨迹
创建一个绕X轴旋转的四轴加工刀路轨迹,如图5所示。
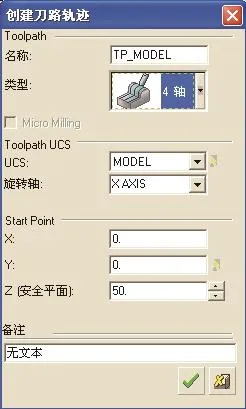
图5 创建刀路轨迹
2.4.2 预铣叶根
预铣叶根是为了去除过多的加工余量,以减少在机床上精铣叶根的时间。Cimatron中采用三轴粗加工平行铣,粗加工平行铣生成一组相互平行的粗加工刀具路径,它与体积铣传统加工程序中的平行切削——3D类似。安全平面根据夹具和刀具的高度考虑,在cimatron中设置为坐标系01之上50mm,选择所有显示的对象为加工曲面。缓刀距离为1mm,以免直接下刀引起断刀。为避免工件表面产生刀痕迹,进退刀方式选择半径为3mm圆弧进退刀。刀具选用Ф12的平底刀。刀路轨迹设置,为了提高效率,切削方向选用混合铣,固定垂直步近选为50%个刀具直径,侧向步长都选60%刀具直径。最后保存并计算得出刀具路径轨迹。图6为刀具路径轨迹。
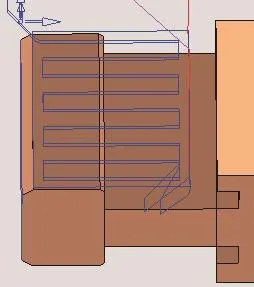
图6 刀具路径轨迹
2.4.3 粗铣
叶片粗加工同样采用大刀具、大步距、大行距、大切削深度,去除毛胚的大部分余量。这样可以节省加工时间,提高劳动生产率。加工方式仍为粗加工平行铣,安全平面仍然为工件坐标系之上50mm,粗加工为半精加工留1mm的余量。对于局部存在变形的问题的部位采用多层铣。此工序的垂直步进仍为50%刀具直径,侧向步长为60%刀具直径。在图7可看出多层铣。

图7 粗铣
2.4.4 半精铣和精铣
半精加工和精加工的设置基本相同,下面叙述精加工的设置,精加工要满足设计图的最终精度。叶片的加工质量与加工设备、装夹过程、操作者、刀具、冷却液等许多因素有关,因此为步距、行距、走刀公差的设置要比设计图纸要求小,以抵消准备过程中的误差积累。在此处选用cimatron中的航空铣。加工方式选用平行铣,切削方式为单向加工,切削顺序为标准,为了减少精加工中刀具的磨损,铣削方式为顺铣,设置旋转轴为X轴,旋转角度为180°,干涉检查能避免刀具与工件在加工中的碰撞。在不干涉的情况下,为减少刀具抬刀的次数,从而提高效率,切削间隙、切削连刀、连刀类型都选用直接的方式;同时在快速距离、进给距离、空走刀安全距离上的选择也会影响到加工效率,因此在保证安全的情况下选择较小的距离。因为是4轴加工安全区域的类设置为cylinder下的平行于X轴方向的圆柱面,即绕X轴的一个圆柱面为安全区域,因为半精加工为精加工留余量为0.5mm,为提高表面质量,此处采用垂直步距为0.25的2层铣削,加类型为刀路轨迹(层铣)。图8为刀具的快速运动轨迹。在Cimatron中轴不会旋转,是刀具绕着轴旋转,经过后置处理就可以改成轴旋转。
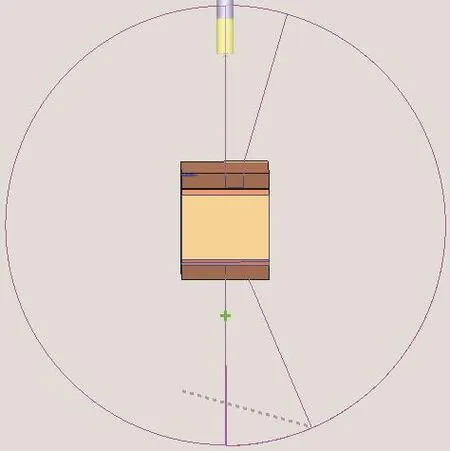
图8 刀具的快速走动轨迹
2.4.5 铣叶根凹槽
加工方式选择开放轮廓铣,开放轮廓铣是考虑到一刀切削的刀具负荷较大或者是形状要求,需要进行多刀加工时,可以指定多层加工的一种加工方式。开放轮廓铣相当于投影加工,是将开放的轮廓线投影到曲面上生成刀具路径的一种加工方法,由加工曲面和开放轮廓线来限制。主要用于加工一些图案、文字和流道等,可做分层加工。图9、10为凹槽的刀轨。
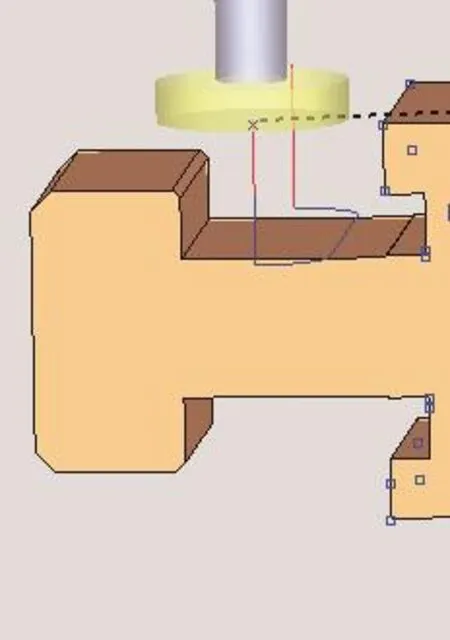
图9 凹槽的刀轨

图10 凹槽的刀轨
2.5 程序后处理
目前CAM高级软件多采用类计算机高级语言,如APT语言等来编制刀位原文件,然而机床控制系统并不能直接识别这种语言,故必须将这种类计算机高级语言转换成机床可以识别的NC程序。
程序后处理之前,对于不满意的刀路轨迹,可在刀轨编辑器中对刀轨做修改,修改后用导航器反复的查看与校验刀具与工件是否有干涉的问题。通过对视角的转换、旋转、放大和平移直接查看生成的刀具路径,观察其切削范围有无越界,以及有无明显异常的刀具轨迹。确保无干涉,可以后处理生成G代码文件,该文件可被机床控制系统识读。然后在仿真软件WERICUT中设置与实际机床同样结构的加工环境,对生成的NC程序代码进行仿真,通过干涉碰撞,加工效果等检查,优化刀路。最后在机床上进行塑料件的试切削,无误后进行加工。
3 结束语
本文介绍了用cimatron E软件对汽轮机T型叶根的部分工序进行加工,所使用的工艺通过实际的加工检验。随着CADCAM技术的不断发展,对提高零件的加工速度,保证零件的加工质量,提供了技术支持。也对加工工艺的改进提供了更有力的帮助。
[1] 透平机械现代制造丛书编委会.叶片制造技术[M].科学出版社.2002.
[2] 罗晓晔,等.Ciamtron E7.1产品设计与数控编程应用基础[M].清华大学出版社.2008.
[3] 周吉,尹冠群.基于Cimatron E的螺旋桨加工技术研究[J].制造技术与机床.2009.8:91-94.
[4] 付大鹏,魏圣可.基于Cimatron E8.5平台四轴加工汽轮机叶片的方法研究[J].制造业自动.化.2011.1:36-38.
[5] 孙盛丽,金龙德,张学泳,赵祎昕.汽轮机叶片T型外包叶根加工工艺研究[J].汽轮机技术1999.2(41):120-122.
猜你喜欢
中国核电(2021年4期)2021-08-25
湖北农机化(2020年15期)2020-10-13
科学技术创新(2020年6期)2020-04-18
热力透平(2019年4期)2019-12-18
模具制造(2019年9期)2019-10-26
科技创新导报(2019年34期)2019-04-10
制造业自动化(2019年1期)2019-01-19
制造技术与机床(2018年10期)2018-10-13
制造技术与机床(2017年7期)2018-01-19
制造技术与机床(2017年9期)2017-11-27
