
浅谈结合UG与MasterCAM进行数铣编程的研究
2019-10-26 03:03:38黄智
模具制造 2019年9期
黄 智
中山职业技术学院(广东中山 528400)
1 引言
目前,在数控编程时中,对零件的要求高,编程工程师的工作强度大,如用单一软件进行编程,则会由于单一软件存在的弱点,从而影响编程工程师的速度与效率,如果编程工程师能在零件中结合多种不同的软件进行编程,充分利用不同软件的优点,忽略缺点,则编写的程序会更合理。
2 UG与MasterCAM介绍
UG与MasterCAM的数控加工技术一直处于世界领先的地位,两者都被世界普遍认为是最杰出的数控编程软件,目前广泛应用于数控铣考证与数控竞赛,但两种软件的优缺点非常明显,具体体现在UG建模功能强大,进行复杂的3D曲面编程的功能强大,而MasterCAM在进行2D刀路编程时的功能比UG好。在实际工作中,经常遇到一些零件,既有复杂的3D造型,又要简单的2D造型,对于这种零件的编程,如果能将UG与MasterCAM结合起来编程,充分运用两种软件的优点,则编写的程序将会更合理,加工零件光洁度更高,同时也能除低编程员的工作量。
本文以一个简单的模具零件为例,详细介绍结合运用UG与MasterCAM的编程方法。该零件的右半部分是由复杂曲面组成,左半部分是一个圆台,如图1所示。
3 可行性分析
UG与MasterCAM两个软件之间可以通过IGES、Parasolid、Step或其它文件格式互相读取对方的数据,在进行编程时,不需要重新建模。另外在编程序编写完成之后,需时进行仿真模拟时,可以把UG后处理的NC文本,通过Mastercam转化成NCI文本,然后在Mastercam软件下进行仿真模拟。

图1 模具零件图
4 运用UG建模
UG的建模功能比Mastercam强大很多,因此在创建这个零件时,用UG建模比较好,具体步骤是:
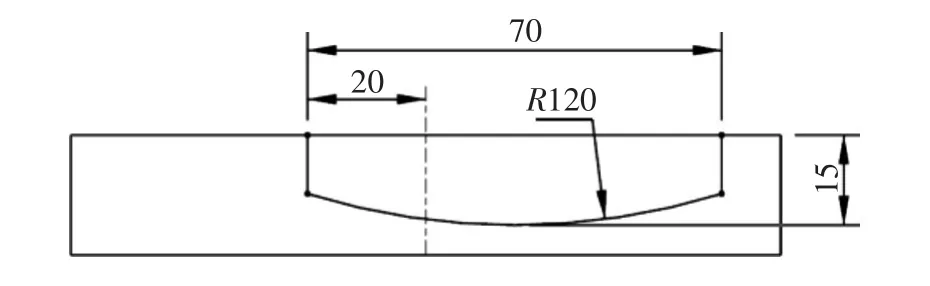
图2 绘制截面
(6)先选取“菜单|插入|设计特征|圆柱”命令,创建左侧圆柱(φ28mm×10mm)。然后对左侧的圆柱拔模(拔模角度为10°),创建左侧圆台。
(7)单击“边倒圆”特征,对零件的拐角位倒圆,创建倒圆角特征。
5 结合两个软件编程
(1)用UG编写开粗刀路。
这是一个带有曲面的零件,而UG的曲面数控编程的功能比Mastercam功能强大,因此建议用UG设计开粗刀路。开粗刀路的类型为“mill_planar”,子程序为“使用边界面铣削”,刀具大小为φ30R5mm的圆鼻刀,刀路为“往复”,开粗刀路如图3所示。

图3 UG开粗刀路
(2)用UG编写平面精加工刀路。
与开粗一样,用UG设计平面精加工刀路。刀路的类型为“mill_planar”,子程序为“底壁加工”,刀具大小为φ16R0.8mm的圆鼻刀,刀路为“往复”,平面精加工刀路如图4所示。
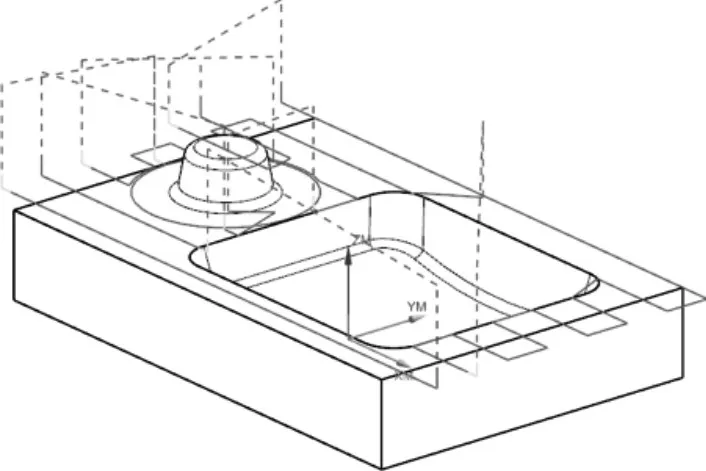
图4 UG平面精加工刀路
(3)用UG编写曲面精加工刀路。
同样,也是运用UG对曲面进行精加工,刀路的类型为“mill_contour”,子程序为“固定轮廓铣”,刀具为φ10R5mm的球头刀,“驱动方法”选用“区域铣销”,刀路为“径向往复”,曲面的精加工刀路如图5所示。

图5 UG曲面精加工刀路
(4)用UG编写清根刀路。
UG的清根刀路功能比Mastercam功能强大,因此也是运用UG进行清根刀路精加工,刀路的类型为“mill_contour”,子程序为“固定轮廓铣”,刀具为φ4R2mm的球头刀,“驱动方法”选用“清根”,参考刀具选取φ10R5mm,刀路为“径向往复”,曲面的精加工刀路如图6所示。

图6 清根刀路
(5)用Mastercam编写圆台精加工刀路。
零件左侧的圆台,是一个非常有规则的特征,圆台的R位和斜位的曲率不一致,因为UG不能按粗糙度进行加工,如果在这里也用UG编程,则加工出来的零件粗糙度将会不一致。而Mastercam的线框刀路则能够自动按粗糙度调整刀路之间的稀密程度,如果零件的这部分用Mastercam的扫描刀路编程,不但编程简单,而且加工产品的光洁度也非常好。具体过程如下:
步骤1:选取“文件|导出|Parasolid”命令,将UG文档转化成x_t格式。
步骤2:启动Mastercam,并在Mastercam软件下单击“文件|打开”命令,打开刚才UG转化的x_t图档。
步骤3:在Mastercam软件里做出左侧圆台的相关曲线(圆台的上表面的圆弧以及圆台侧面的投影线),如图7所示。
步骤4:选取“刀路|线框刀路|2D扫描”命令,选取圆台的斜面曲线和与斜面曲线相连的圆弧线为截面曲线,选取圆台顶面的圆周为引导曲线,所用刀具为φ16R0.8mm的圆鼻刀,创建2D扫描刀路,如图8所示。
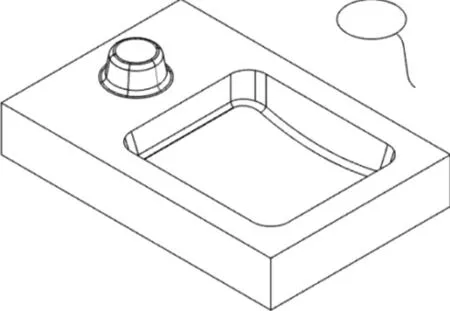
图7 绘制左侧圆台的相关线

图8 创建2D扫描刀路
6 用Mastercam进行仿真模拟
当整个零件的加工程式编程完成以后,逐一进行后处理,并将后处理程序(即NC文档),按先后顺序在文字处理软件里排列起来,在Mastercam软件下有一个命令,可以将NC文档转化成NCI文档,然后用MasterCAM的仿真模拟工能进行模拟,对加工零件的效果进行检查。
7 结束语
在模具零件的加工过程中,如能够将UG与MasterCAM结合起来进行的数控编程,则会大大降低编程工程师的工作强度,少做辅助性的工作,而且能提高加工中心的工作效率。
猜你喜欢
模具工业(2024年1期)2024-01-30 08:27:34
湖北农机化(2020年15期)2020-10-13 00:24:10
科技创新导报(2019年34期)2019-04-10 06:40:55
卫星电视与宽带多媒体(2018年2期)2018-06-27 03:58:02
制造技术与机床(2017年7期)2018-01-19 02:30:00
制造技术与机床(2017年9期)2017-11-27 02:14:14
系统工程与电子技术(2016年7期)2016-08-21 13:58:52
浙江林业(2015年6期)2015-02-24 06:05:50
卫生职业教育(2014年16期)2014-05-16 03:47:22
河南科技(2014年8期)2014-02-27 14:07:48
