
大方坯连铸机在线对弧方法
2010-11-29 11:30李德标杨智军彭晓华
中国重型装备 2010年1期
王 欢 李德标 杨智军 彭晓华
(中冶赛迪公司连铸事业部,重庆400013)
大方坯连铸机在生产过程中经常会出现中心裂纹、横向裂纹、纵向裂纹、中心疏松等问题。连铸机的弧形精度是产生此类问题的重要原因之一。因此,连铸机在线对弧工作是一项重要的工作内容,在快节奏的生产过程中,必须使用高精度的对弧工具和合理的对弧方法才能实现快速对弧。
1 连铸机构造
某钢厂连铸机为弧形连续矫直铸机,铸机半径13 m,可生产320 mm×410 mm等规格的方坯。铸机弧形区从上到下依次为结晶器、扇形段Ⅰ、Ⅱ、Ⅲ及拉矫机。两个顶辊与扇形段Ⅰ连成一体。扇形段Ⅰ有16组夹持辊、11组侧辊,扇形段Ⅱ有13组夹持辊,扇形段Ⅲ有4个支承辊。扇形段Ⅰ、Ⅱ、Ⅲ分别安装在支承座上。
2 定期检查各基准位置尺寸
定期检查扇形段支承座及拉矫机基础框架上的各个基准孔及基准面的位置尺寸,这是保证各件互换性及在线整体对弧的关键,如图1所示。
在扇形段支承座及拉矫机基础框架安装的过程中,各基准点的标高和相互尺寸及基准面的位置尺寸均应通过专用样板来确定,并用水准仪测量标高。定期检查各基准点标高及相互位置,保持在设计标高值,从而保证备件的互换性,减少在线对弧时间。
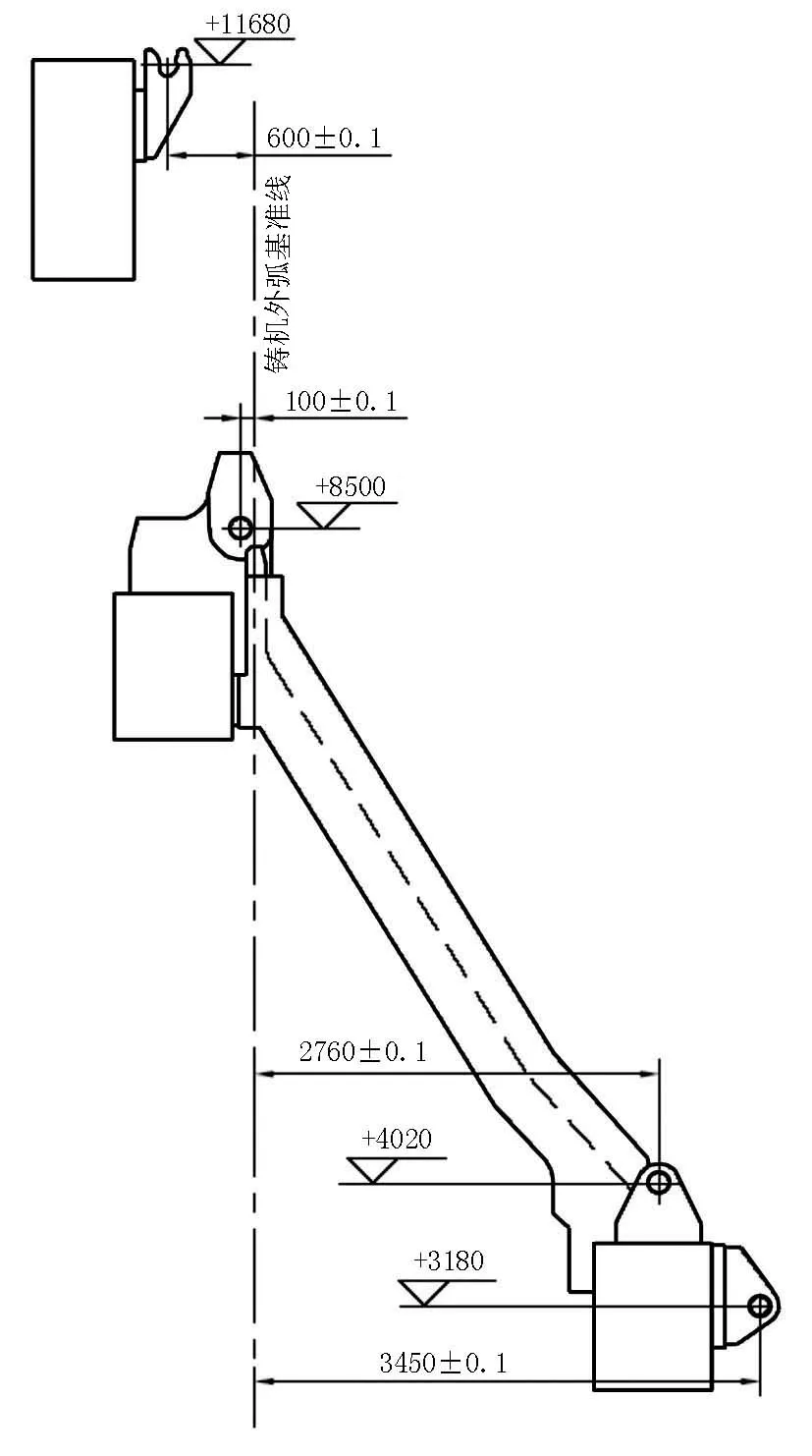
图1 支承座基准点标高Figure 1 Standard height of back up chock benchmark
3 在线对弧方法
3.1 结晶器与扇形段Ⅰ的对弧方法
结晶器与扇形段Ⅰ通过专用的对弧工具对弧,主要检测结晶器铜板外弧与理想铸机外弧的偏差,设计要求偏差值<0.05 mm。以扇形段Ⅰ为基准,调整结晶器铜板。
3.1.1 扇形段Ⅰ线上对弧
假设扇形段Ⅰ线外对弧准确,即各个辊子都在弧线上。如图2所示,使样板的a、b两点接触3#辊,c点接触4#辊。调整扇形段Ⅰ上下支承座的调整垫片,理想状态下,样板上方的水平仪水泡居中,而实际使用中允许有偏差e。
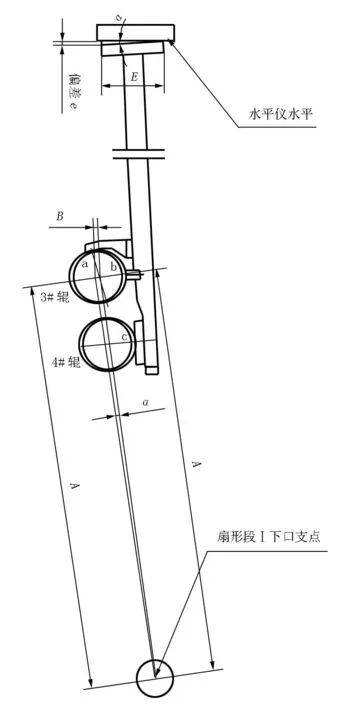
图2 水平仪偏差计算示意图Figure 2 Schematic sketch of gradienter deviation calculation
假设3#辊离线对弧误差为B,相当于线上扇形段Ⅰ绕其下口支点顺时针旋转角度α,相对的对弧样板逆时针旋转角度α。为使水平仪水泡居中,需加塞尺调整,塞尺厚度应小于或等于偏差。根据公式可求得水平仪偏差e:
式中,A是3#辊辊心与下口支点距离(mm),E是样板顶部长度(mm)。
此铸机设计中,B=0.15 mm,E=200 mm,A为实际测得距离,求得e=0.008 mm。
3.1.2 结晶器与扇形段Ⅰ对弧
结晶器与扇形段Ⅰ对弧方法如图3所示。对弧样板对正后,上方水平仪水泡居中,用塞尺测量d点与铜板的间隙,需满足(1±0.05)mm的要求。若误差超过允许范围,则用千斤顶微调结晶器来调节。
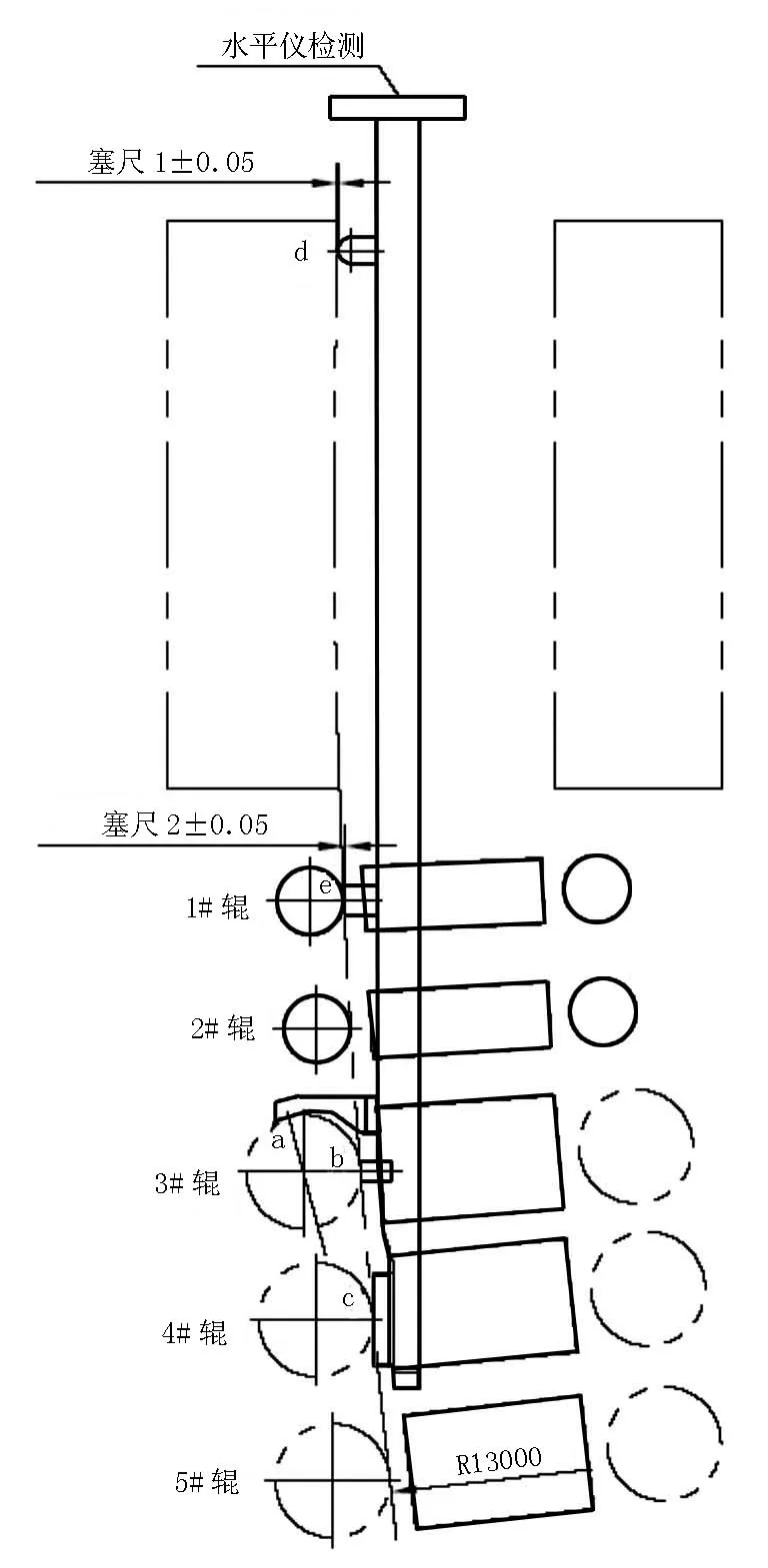
图3 结晶器与扇形段Ⅰ对弧方法Figure 3 Arc subtendinig method of mould and filter sector Ⅰ
用水平仪测量结晶器表面横向水平和纵向水平,使水泡居中。
同时满足以上要求,则结晶器对弧完成。
有的结晶器框架上设计有与扇形段Ⅰ的对中装置。在扇形段Ⅰ对弧完成后,直接将结晶器的对中装置插入扇形段Ⅰ的销子上,这称为快速对弧。此方法虽然简单,但只能通过结晶器和扇形段Ⅰ的加工公差来保证对弧精度,即使对弧出现较大的偏差,也无法调整。
3.2 拉矫机对弧
铸机共有5架拉矫机,前4架均处于13 m半径的矫直区,第5架处于铸机的水平段,这也是全线由弧形变化到水平的过渡段,因此,要先检测5#拉矫辊的水平,再调整拉矫机上的拉矫辊线上对弧。
(1)调整脱引锭辊(39#),切割前辊道第1辊(40#),使其处于水平±0.00标高。
(2)以39#、40#辊为基准,调整第5架拉矫机的拉矫辊(38#),用精密水平仪和平尺检测,使其处于水平±0.00标高。
(3)以38#辊为基准,调整第四架拉矫机的拉矫辊(37#),用精密水平仪和平尺检测,将平尺搭放在37#上,用塞尺测量38#辊与平尺的间隙为(1.6±0.05)mm,水平仪水泡居中,如图4所示。
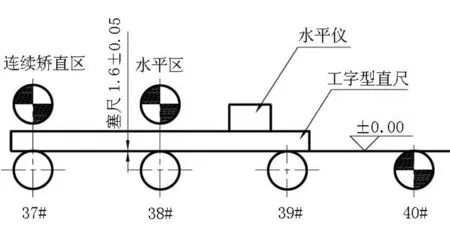
图4 拉矫机对弧Figure 4 Arc subtending of stretcher-straightening machine
(4)以37#、38#辊为基准,用拉矫机专用对弧样板依次向前校正,通过调整辊子轴承座垫片,使其余拉矫辊处于弧线上。
3.3 扇形段与拉矫机接弧
应用对弧样板1、2、3依次检测扇形段Ⅰ与Ⅱ,扇形段Ⅱ与Ⅲ,扇形段Ⅲ与拉矫机之间的接弧,通过调整扇形段支承座垫片,使扇形段辊子处于弧线上,如图5所示。
在操作中用塞尺检测各段尺寸,应注意各接触点,保证辊子与样板间的距离为(1±0.15)mm。对弧前必须保证支座上的锁紧螺母处于锁紧状态,避免因扇形段底座松动而引起误差。
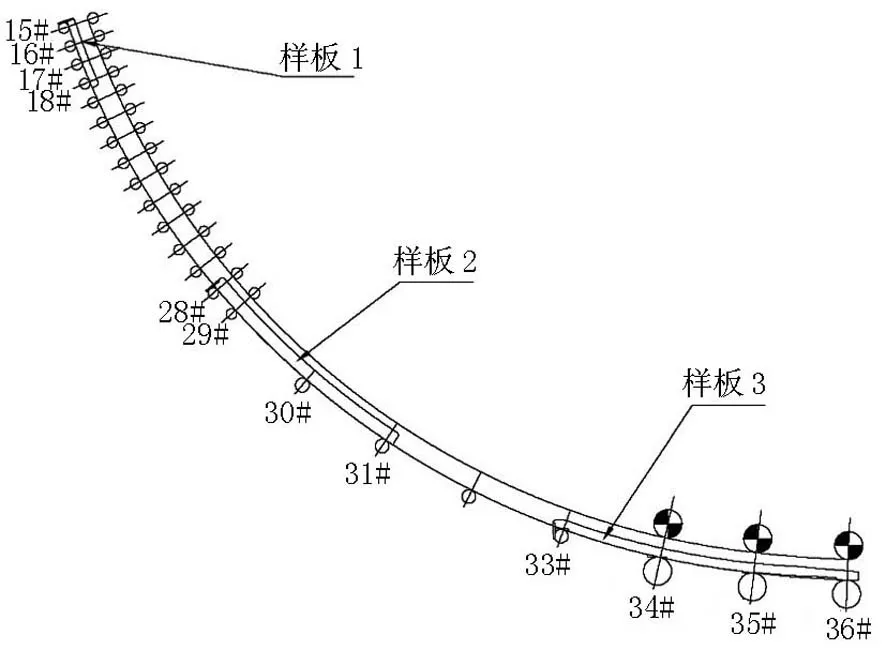
图5 扇形段与拉矫机接弧Figure 5 Arc subtending of filter sector and stretcher-straightening machine
4 在线对弧注意事项
(1)结晶器与扇形段Ⅰ对弧时,要检查结晶器的振动偏心尺寸是否处于零位。因为对弧时,振动台处于高位或低位都会造成测量误差。
(2)扇形段Ⅰ的顶辊轴承易损坏,辊子会发生形变,若辊子磨损或形变超过0.15 mm就应离线更换。
(3)结晶器、扇形段Ⅰ、Ⅱ离线检修的精度是保证在线对弧的关键。在离线对中台上检修后,其定位及相应辊子的位置是不变的,线上安装时只要检查接弧情况,通过调整扇形段的支撑耳轴螺杆来微调。
5 结束语
大方坯连铸机在线对弧是保证铸坯质量的关键因素之一。在线对弧工作量大,需要反复调整才能满足对弧精度。在保证离线对弧准确的前提下,根据实际测量的数据进行快速分析,并及时进行弧度调整,使整个铸机弧度在规定范围之内,以确保所生产铸坯的合格率。
[1]罗斌. 克虏伯方坯连铸机在线对弧问题分析[A]. 连铸品种和铸坯质量技术研讨会论文汇编[C], 2004.
[2]史宸星. 实用连铸冶金技术[M]. 北京:冶金工业出版社,1998.
猜你喜欢
山东冶金(2022年2期)2022-08-08
小学生学习指导(高年级)(2021年11期)2021-11-30
学校教育研究(2021年11期)2021-07-22
精密制造与自动化(2020年2期)2020-06-30
重型机械(2019年3期)2019-08-27
中国重型装备(2019年2期)2019-05-13
———《扇形的认识》教学廖
小学教学设计(数学)(2018年10期)2018-10-20
北京航空航天大学学报(2017年5期)2017-11-23
燕山大学学报(2015年4期)2015-12-25
建筑工程技术与设计(2015年22期)2015-10-21
